文 | 娱乐爆社说
编辑 | 娱乐爆社说
●—≺ 前言 ≻—●
在数控机床加工过程中,振动是影响被加工工件表面粗糙度的主要因素之一。
工件和刀具之间发生振动会影响机床正常切削加工,强烈的振动会加剧机床和刀具的磨损,缩短机床和刀具的使用寿命,也会大大降低机床加工精度。
数控机床主轴、导轨和刀具的振动一般具有高频率、小振幅的特性,虽然超精密机床有很强的刚度,但在实际加工过程中振动可使工件与刀具之间的相对位置发生微幅变动,最终导致工件表面粗糙度增大,加工表面质量降低。
因此,为采集准确的机床振动信号,可采取必要预防措施防止或减小振动对超精密机床加工表面质量的影响。
国内外对振动信号采集系统进行了大量研究,文献设计的采集系统以低功耗单片机为核心,通过串口将数据传输至上位机,实现了数控机床低频振动信号的采集。
文献设计的采集系统采用FPGA+ARM架构并配备高速以太网接口,实现了8路振动信号实时采集,单通道采样频率可达192kHz。
文献设计的采集系统同样采用FPGA+ARM架构并配备高速以太网接口,实现了4MHz以下的高频振动信号高精度采集。
文献采用4片24位高精度模/数(A/D)转换器采集数据,通过以太网将数据传输至上位机,实现了95dB以上的大动态范围信号采样,这些采集系统大多都存在造价昂贵、数据传输慢、噪声大和小幅度信号还原能力弱等问题,且当前进口芯片短缺,备货周期长。

为此,本文开展数控机床低成本、多点和高精度振动信号采集系统研究。
系统采用国产FPGA和ARM作为主控芯片,实现了数控机床多点、高精度、低噪声和高稳定性振动信号采集。
并配备高速以太网接口将数据实时传输,对数控机床实施精度补偿、提高机床运行稳定性、提升工业性能及生产效率具有重大的现实意义。
●—≺ 系统整体方案设计 ≻—●
采集系统主要由信号调理模块、模数转换模块、FPGA控制模块、ARM控制模块和网络通信模块组成。
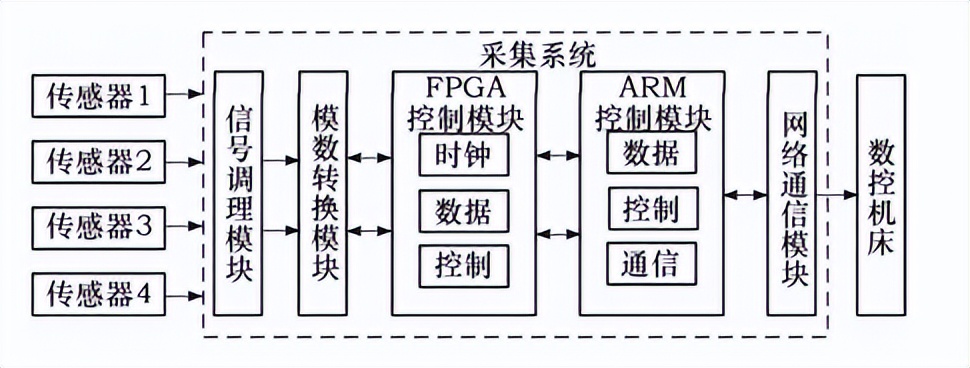
振动动传感器由激励源供电,传感器信号接入采集系统后,经由信号调理模块滤波、幅度调整和阻抗匹配。
然后通过模/数转换模块(A/D转换模块)进行模数转换,由FPGA控制模块接收缓存并处理模数转换后的数据。
最后由ARM控制模块通过FSMC高速并行总线读取缓存在FPGA控制模块内部的数据,并控制网络通信模块将数据传输至数控机床。
●—≺ 系统硬件设计 ≻—●
基于采集系统性能和设计成本考虑,系统选用国产32位Cortex-M4内核微控制器GD32F407VET6为主控芯片。
该芯片工作电压范围为2.6~3.6V,最大主频可达168MHz,外设接口丰富,配有网络通信接口和与FPGA芯片相连的FSMC高速并行总线接口等。
FPGA芯片型号选用国产AG10KL144芯片,其为一款低成本的可编程逻辑控制器,具有10K的高密架构,内存高达414Kbits,I/O支持单端和差分标准,满足设计需求。
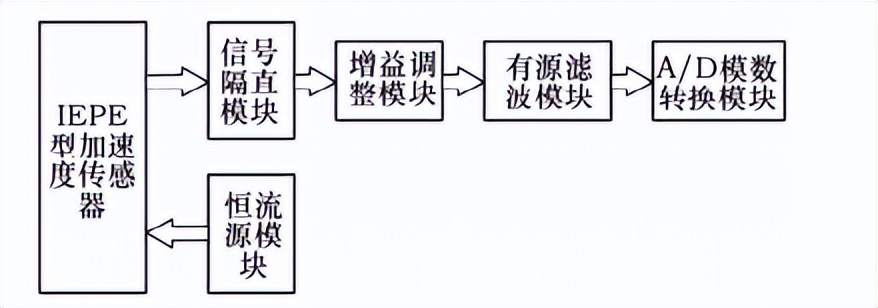
前端信号调理电路主要由恒流源模块、信号隔直模块、增益调整模块、有源滤波模块以及A/D转换模块组成。
内置恒流源模块输出恒定电流和一定范围电压给IEPE型加速度传感器供电,传感器振动信号经由同轴线缆输入到信号调理电路,信号隔直模块将恒流源电压与振动信号隔离,仅允许振动信号通过。
振动信号再经过增益调整模块内部放大、有源滤波模块滤波后,进入A/D转换模块进行模数转换。
传感器常用于工业车间,工作环境较为恶劣,考虑到其安装位置的特殊性和采集数据准确性,本文振动信号采集系统采用国产微型IEPE压电型CT1020LC加速度传感器。
该传感器量程为±25g,g=9.8m/s2,输出灵敏度为200mV/g,频响范围为0.5~4KHz,传感器在工作时需要提供4~20mA稳定恒流源供电,采用恒流源芯片LM334Z为其提供恒定激励电流源。

电阻R3、R4均为恒流源输出匹配电阻;电容C2、C6、C7均为电源滤波电容;电阻R6、R7均为信号滤波电阻,电容C3、C4均为信号滤波电阻电容;电阻R2、R5均为增益倍数调整电阻;C5为滤波电容;R8为偏置电阻。

LM334Z供电电源为直流24V,经测试,当R3=33Ω,R4=330Ω时,恒流源恒定输出4mA电流,满足传感器工作需求。
传感器振动信号进入调理电路后,经由RC滤波电路滤除高频振动信号,最后经由运放TLV9101IDBVR输送至A/D转换模块。
为获得对称性较好的振动信号,增益调整模块采用双电源供电方式;为降低电源对振动信号的干扰,在电源引脚加入电容(C6、C7)进行滤波。
A/D转换模块是对前端信号调理电路输出的振动信号进行模数转换,模数转换电路的芯片选用AD7606BSTZ-4芯片。
该芯片是16位高精度A/D转换器,可4个通道同时采样输入,每个通道转换率可达200Ksps,同时自带二阶混叠模拟滤波器,保证了数据转换可靠性。
A/D转换模块读写时序由FPGA芯片控制,前端信号调理电路对输入的振动信号进行预处理后,将振动信号输入到AD7606BSTZ-4芯片,其数据位、通道使能位、数据片选位及数据总线分别与FPGA芯片对应引脚相连。

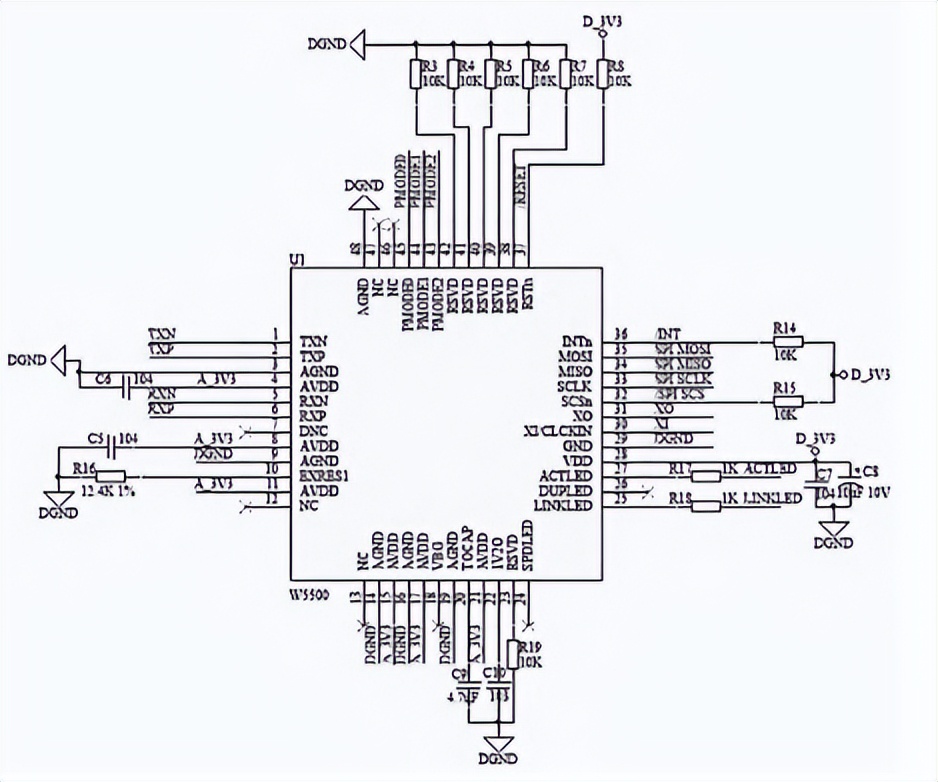
为保证数据传输速率及可靠性,采用以太网W5500芯片与数控系统通信,该芯片内部集成了TCP/IP协议栈、以太网数据链路层和以太网物理层,支持自动协商、网络唤醒和高速4线串行外设(SPI)接口,通过SPI接口与ARM通信。
●—≺ 震动信号采集系统软件设计 ≻—●
振动信号采集系统上电完成初始化后,前端信号调理电路首先对输入的振动信号进行滤波、幅度调整和阻抗匹配等预处理。
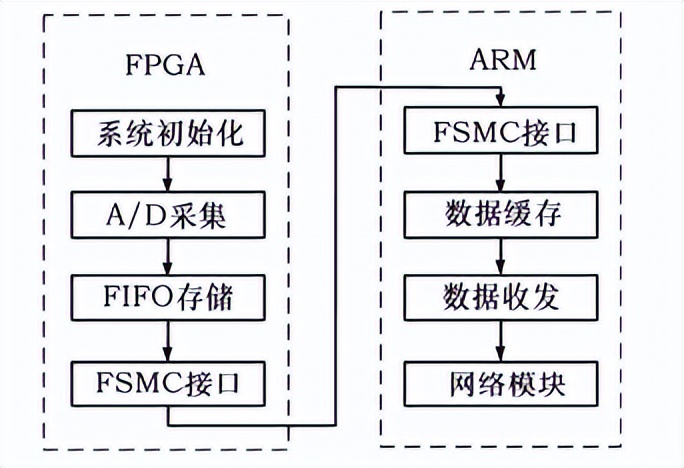
然后经由A/D转换模块进行数据转换;FPGA芯片控制AD7606BSTZ-4转换芯片的时钟及时序,以高速总线方式读取A/D转换后的数据,并将其缓存在FPGA芯片内部先入先出(FIFO)队列中。
ARM控制芯片通过可变静态存储控制器(FSMC)总线,以成组数据传送(DMA)方式读取缓存在FPGA芯片FIFO队列中的数据并将数据缓存,待数据填满后,DMA控制器将数据转存到以太网收发缓存区,并将数据通过以太网发至上位机。
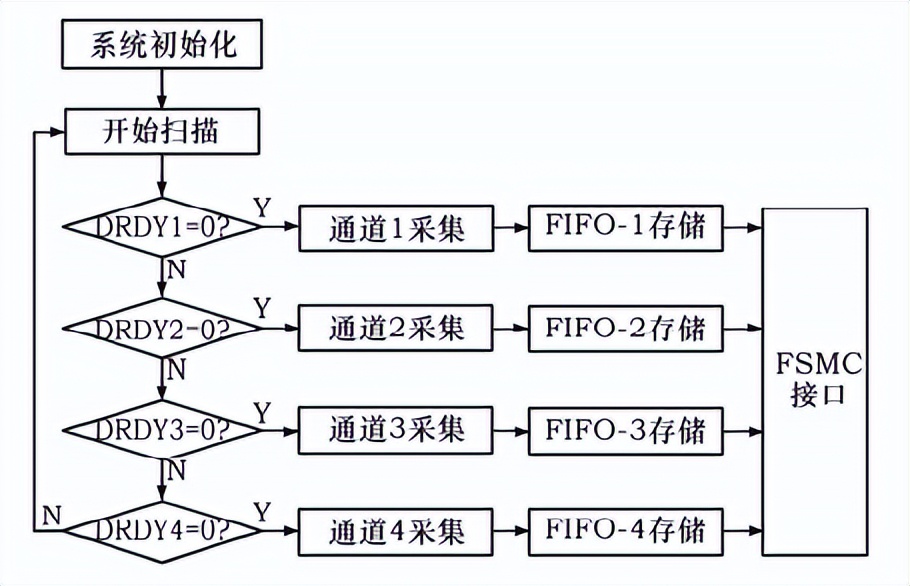
FPGA控制模块完成初始化且A/D转换模块正常工作后,不断扫描各个通道DRDY状态,当检测到某通道数据就绪(DRDY)为拉低状态。
FPGA芯片控制A/D转换模块芯片的时钟及时序读取该通道数据,并将数据存储在对应通道的FIFO队列中,然后继续扫描其他通道DRDY状态并进行重复操作。
由于W5500网络芯片收发缓存较小,为保证采集数据的完整性与准确性,ARM采集控制每个通道开辟两段缓存区,分别用来存放从对应FIFO中读取的数据。
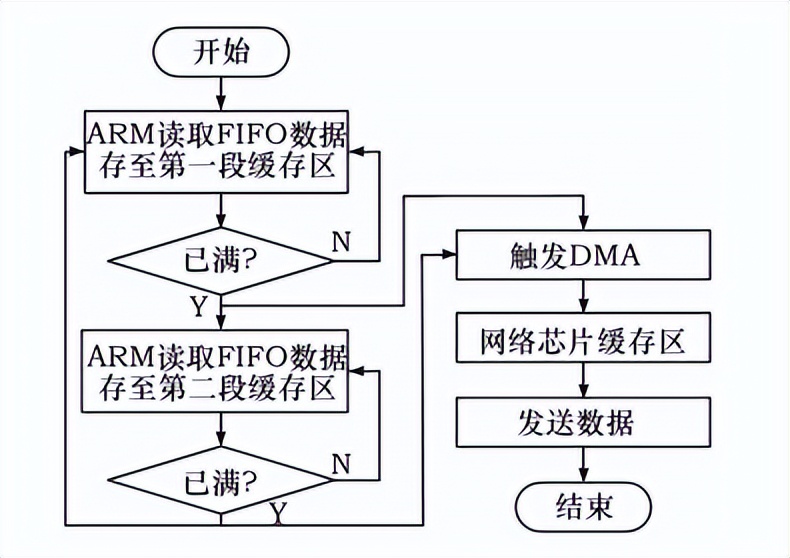
系统开始工作后ARM芯片通过FSMC高速并行总线,以DMA的方式读取缓存在FPGA芯片内部对应通道FIFO队列中的数据,并将数据缓存在对应通道中的第一段缓存区,当第一段缓存区填满时,DMA控制器将数据转存至网络芯片缓存区,并通过以太网将数据发送至上位机。

同时控制FSMC高速并行总线继续读取对应通道FIFO队列中的数据,并将数据缓存在第二段缓存区。
在数据读取过程中,通过读取定时器对应中断标志位来判断是否是发生所需中断事件,当缓存区填满后,相应标志位置为1。
由于振动信号采集系统数据量较大,ModbusTCP协议不适合这类数据传输,为此本文采用TCP/IP协议。
系统作为服务器,以主动上传模式向上位机传输数据,当TCP/IP通信连接建立后,采集卡向上位机一次传输2048字节数据,2048字节平均分成4段,即每段包含512字节,每段表示1个通道数据。

●—≺ 系统测试与验证 ≻—●
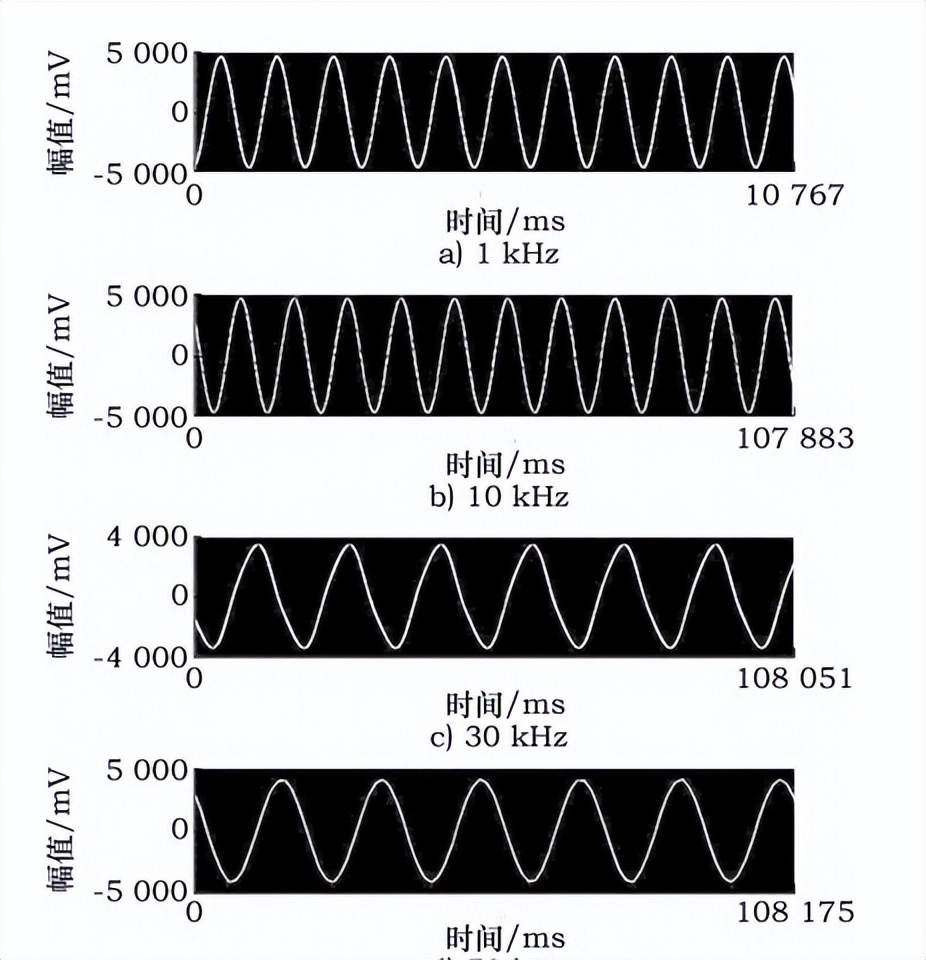
为测试采集系统性能,基于Labview环境开发了上位机软件,搭建了测试平台,使用函数信号发生器输出幅度为±5V,采集频率分别为1、10、30和50KHz的正弦波信号,对采集系统某个通道采集性能进行了测试。

从上述实验可以看出,随着采样频率不断升高,采集系统每个周期采样点数也逐渐减少,当采集系统频率为50KHz的信号时,波形开始出现衰减和失真。
总体来看,采集系统可稳定采集频率在50KHz以下信号,选取采集系统某一通道对采集系统本体噪声进行了测试,从实验结果中可以看出,本文采集系统本体噪声幅值小于1mV,具有更高的精确性。
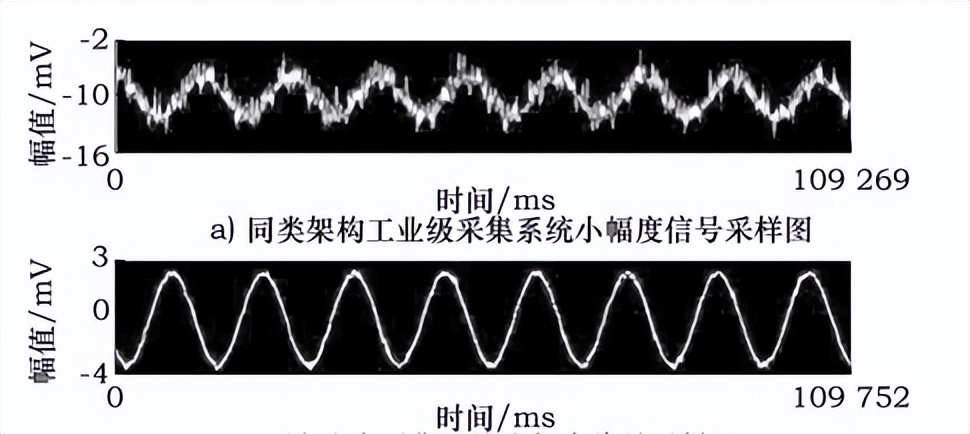
使用函数信号发生器输出峰峰值为6mV、频率为1KHz的正弦波信号,对采集系统某一通道小幅度信号采集性能进行了测试。

从上述实验结果中可以看出,同类架构工业级采集系统在采集小幅度信号时,噪声毛刺较大,不利于对小幅度振动信号采样;本文的振动信号采集系统噪声毛刺较小、信噪比高,对采集小幅度振动信号更具优势。
使用函数信号发生器输出电压幅度为±5V、频率为10Hz的低频信号,对采集系统某一通道低频信号采集性能进行了测试。

从实验结果中可以看出,同类架构工业级采集系统对低频信号衰减程度较大,严重影响了对低频信号的采样还原;本文的采集系统对低频信号衰减较小,对低频信号的采样更具优势。
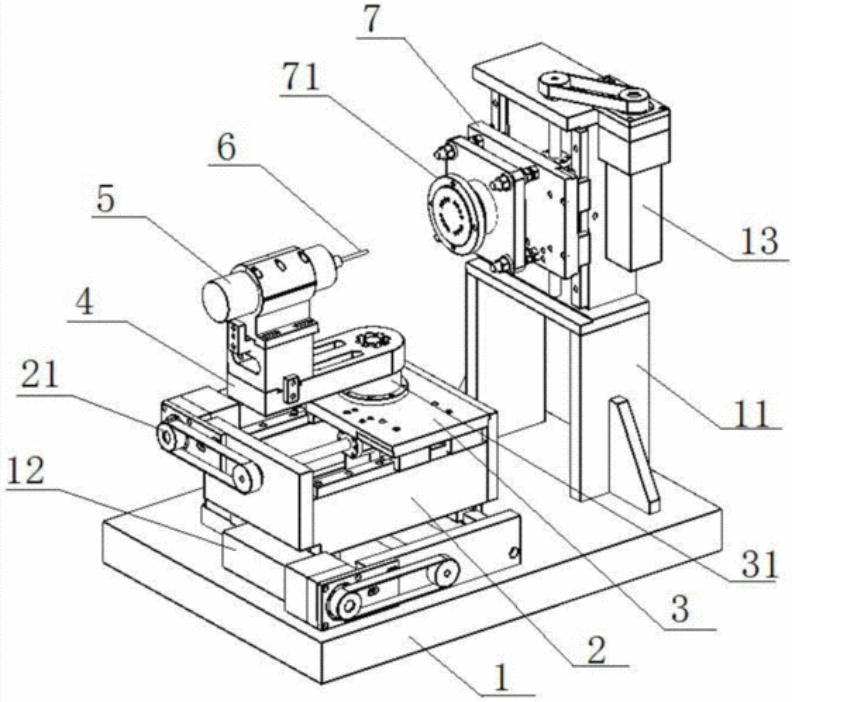
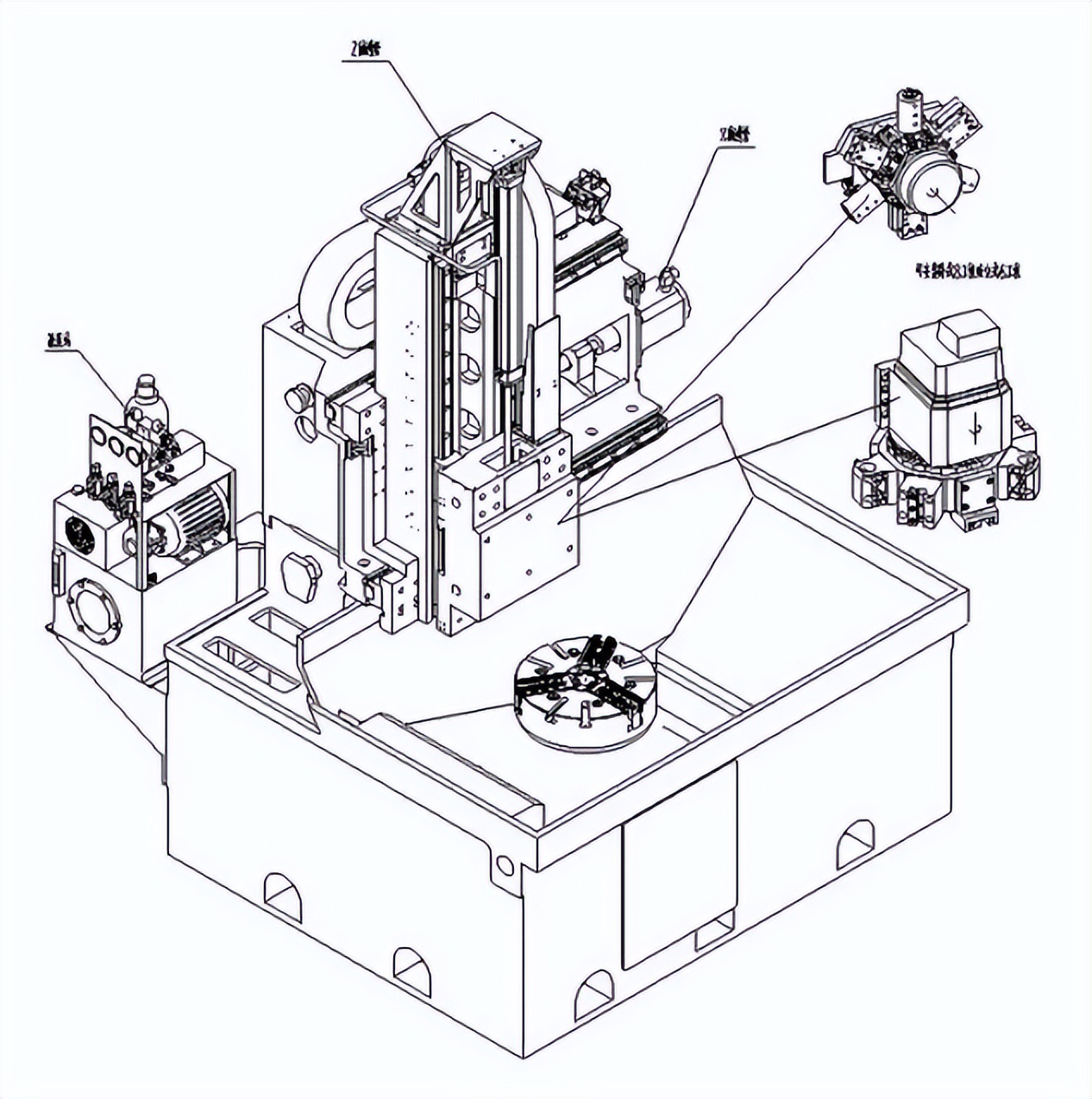
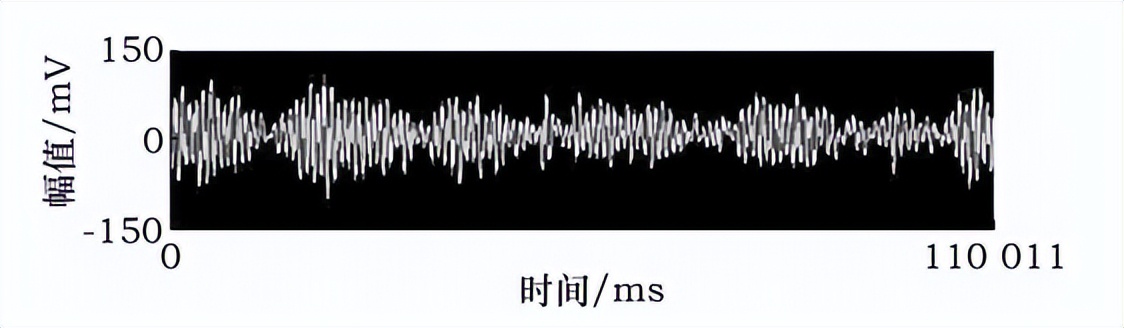
系统以佳时特S5H数控机床为对象进行了信号采集测试,加速度传感器安装在主轴易发生振动的位置。

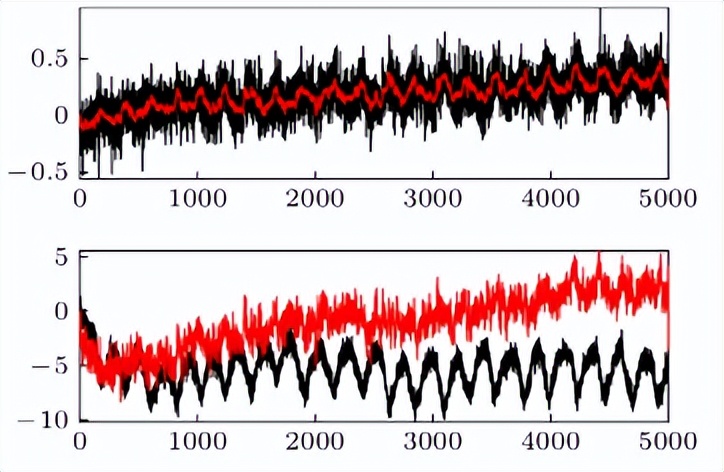
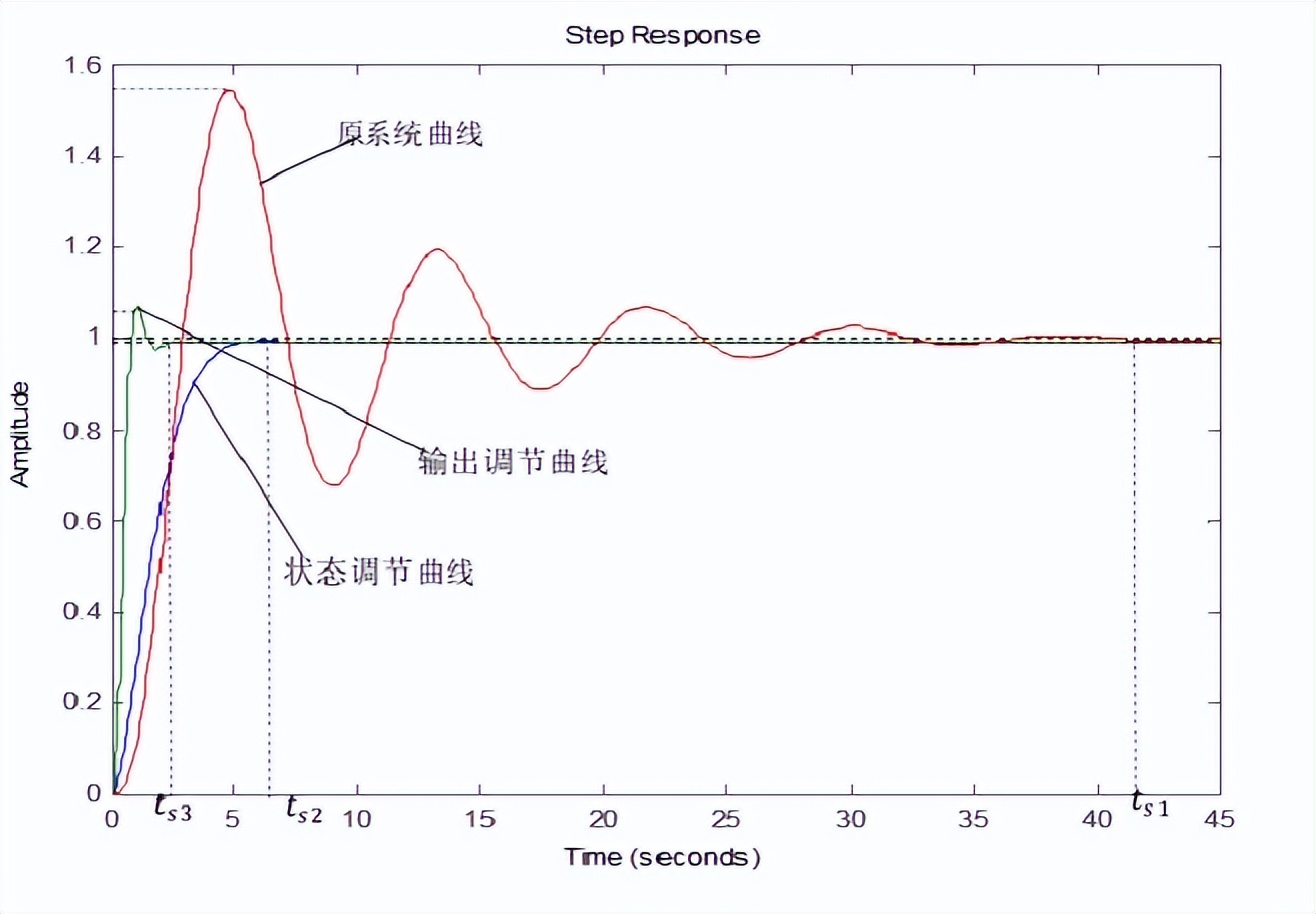
机床实际加工采集的振动信号如图15所示,从上述实验数据中可以看出,上位机采集到的信号呈阻尼振动形式,验证了本文采集系统在实际应用中的效果。
●—≺ 结语 ≻—●
针对目前振动信号采集系统成本高、本体噪声大、数据传输速率慢和小幅度信号采集难等问题。
采用国产FPGA芯片和ARM微处理器设计了一种低成本、多通道、高精度和小幅度信号还原能力强的振动信号采集系统,实现了对数控机床主轴振动信号精确采集。
通过对FPGA时序约束与分析,提高了数据采样的完整性与准确性,对采集数控机床低频、小幅度振动信号具有一定的参考价值。
参考文献:
[1]张绍新.FANUC-Oi数控机床伺服系统振动抑制优化研究[J].制造技术与机床,2017(1):67-72.
[2]于乃功,方林,王新爱,等.异构数控机床数据采集系统的设计与实现[J].现代制造工程,2016(7):56-60,119.
[3]邓华波,李婷婷,王国新,等.基于LabVIEW的高速机床主轴振动信号提取方法[J].沈阳建筑大学学报(自然科学版),2018,34(3):523-532.
[4]钟佳庆,陈彬.基于LabVIEW的数控机床振动信号分析[J].航空制造技术,2013(17):89-90,95.
[5]张彬彬,张强,李顺才.数控铣削时工件振动响应的试验研究[J].机床与液压,2013,41(5):30-32.
[6]姚瑶,秦建宏.精密数控机床运动部件低速振动的诊断与改善[J].制造技术与机床,2015(4):63-66.