
文丨奇怪的玛丽莲
编辑丨奇怪的玛丽莲

前言
经过充分验证,冷金属过渡在金属板和纤维增强塑料的接头应用中显示出卓越效果,这项技术甚至在Teufelberger公司的T-IGEL TM联合技术商标注册专利中得以体现。
目前,研究主要集中在销钉加固对整体接头性能的影响上,而对于销钉的性能和特性方面的研究则相对有限,这一现状与本研究的情境相吻合。

除此之外,现有研究主要针对不锈钢销进行,少部分情况下涉及钛销,然而关于铝销的研究结果却相对稀少。
这项研究将分析范围扩展至不同测试温度和热处理条件下的销钉效应,此外,我们还进行了补充性的金相表征、硬度测试以及断裂表面分析。
销钉微观结构区域
我们对AISI 304板材上使用ER308LSi销的金相和机械性能进行了研究,并鉴定了销钉微观结构中的六个不同区域。
这些区域可能与 销钉焊接过程 中不同阶段以及其相关的凝固和再加热历史有关。我们通过拉伸测试揭示了销的延性断裂行为,这在一定程度上受到钉扎过程中总体热输入的影响。

我们还系统研究了铝销钉上各种焊接参数对销钉几何形状的影响,影响销钉尺寸和形状的关键参数包括碗状熔化电流、沉积速度以及液滴的冷却时间。
此外,还存在四种主要不同的销头形状,包括 圆柱形、球头、钉形和球头钉形销,后两种销头形状会对复合材料接头的失效模式产生影响。

圆柱形销和尖头销可能会导致拔出失效,而球头销和球头尖头销则更容易在剪切模式下发生失效,这是因为它们能够提供更大的阻力,抵抗从复合材料中被拔出的力量。
自2010年起,LKR公司开始制造铝销,从2010年开始,生产的铝销具有相当高的高度,然后,引入先进的工艺控制以及优化工艺参数,逐步降低了铝销的高度,并改善了销的形状。

实验
而在焊接实验中,我们选用了厚度为1毫米的EN-AW2024-T3板材作为基板,并采用直径为1.2毫米的SAl2319 实心焊丝作为填充金属 。
我们采用了Fronius的CMTPrint技术来代替传统的CMTPin工艺,以实现平均1.50毫米的引脚高度。

通过精确控制和定时的送丝、电流以及电压,我们能够在样品上精确沉积单个液滴,通过对参数进行精确的变化,可以调整表面上熔滴和熔池的尺寸。
这项研究展示了CMT打印过程中的送丝、电流和电压特性,在过程初始阶段,送丝速度逐渐升高,而电压保持恒定,此时电流维持在较低水平。
通过应用经过修改的CMT打印模式,我们将三个具有不同参数设置的液滴堆叠在彼此的顶部,这个过程旨在创造全新的尖刺设计的铝销。
为了保障工艺的稳定性以及引脚沉积的一致性,必须精确地控制各项参数和边界条件,每个引脚的周期时间约为150毫秒。
此外,另一项研究呈现了印刷在 EN-AW2024套筒 上的示例SAl2319引脚排,以及一个尖头引脚的高度、长度和横向尺寸。
在这一背景下,除了完成状态条件,我们还对峰值老化条件进行了研究,以评估它们对最终销的微观结构和机械性能的影响。
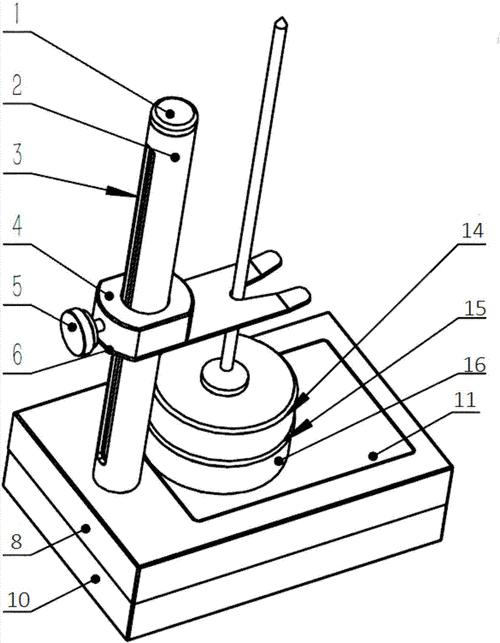
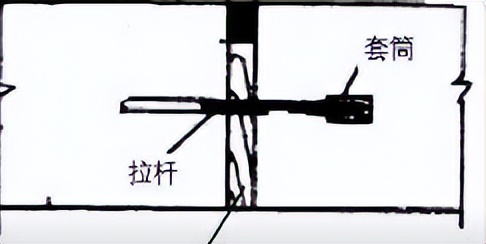
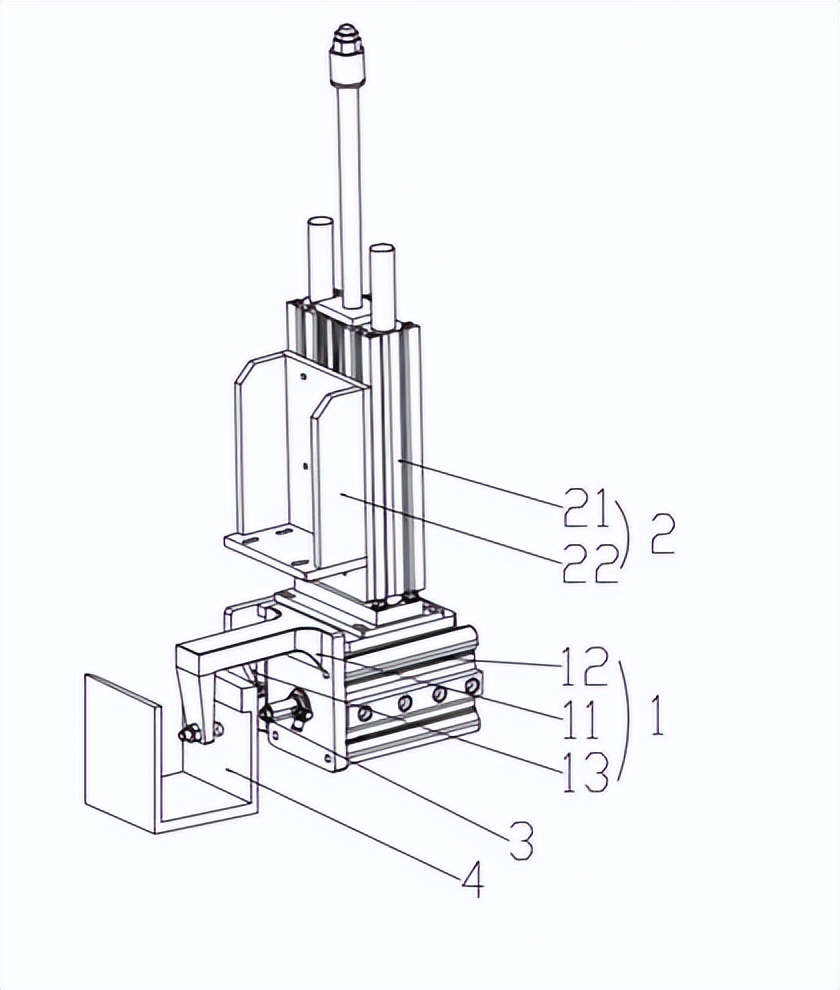
为了对各个销在最显著的载荷方向进行测试,我们设计并制作了专用的销适配器,用于标准拉伸试验机的实施。
该适配器由三个部分构成: 固定器 ,具有用于拉杆的V形开口,拉杆,带有用于销钉的圆形开口,以及样品架,具备用于单独测试板的外壳。
在测试过程中,我们将样品板插入样品架中,随后通过两个高精度螺栓将样品架安装到固定器上,并使用快速固定曲柄杆进行紧固。
拉杆被收回并将销切断, 导线传感器用于记录剪切位移 ,测试速度设定为每分钟1毫米,而最大测试距离则限制在2毫米范围内。
根据试样的测试温度,销钉的预加载力在0N至100N之间变化,值得注意的是,不同的预载水平并不会影响记录的最大力,这正是剪切测试的主要关注点。
这些影响可能可以通过在测试过程中进行局部位移测量来消除。这一措施将在未来的调查中加以实施,然而,这种变化并不会影响最大力的记录以及整体测量的质量。

另外,为了增强剪切测试结果的可靠性,我们对每种条件进行了10次独立的销钉测试,这样做可以确保获得有意义的平均值和标准偏差值。
为了将晶粒结构可视化,我们采用了巴克蚀刻剂,并借助Tescan Mira3显微镜在20kV的二次电子和背散射电子模式下进行了扫描电子显微镜检查。

硬度测量是使用HV0.1在Zwick/RollDuraScan70G5设备上完成的,压痕时间为15秒。
结果
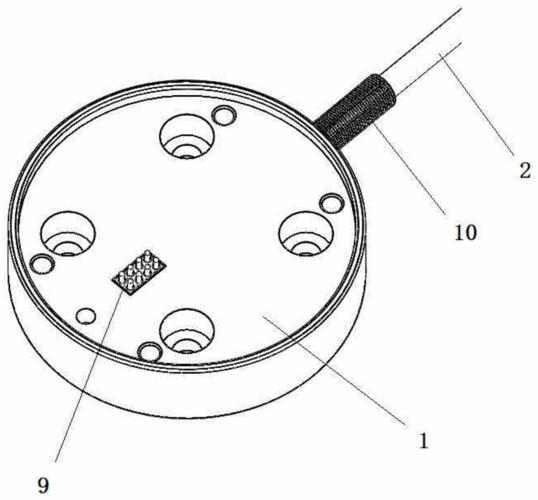
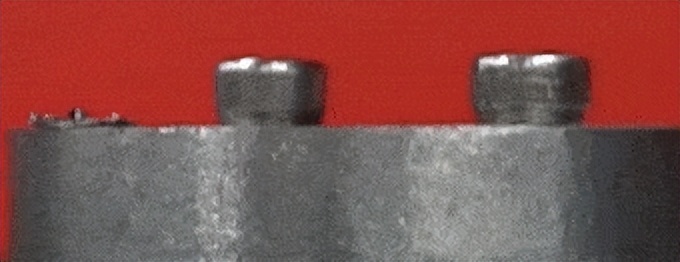
销钉的形状呈圆锥形 ,其平均底部直径为1.9毫米,高度为1.1毫米,在焊接时,固相线位于板表面下方约0.3毫米处。

三个单独液滴的沉积呈现出圆锥体外侧轻微凸起的形态,孔隙率相当低,仅限于两个顶层,最大孔径在50微米以下,而大多数孔隙的尺寸在10微米至20微米之间。
在销的形状和尺寸方面,我们观察到了极小的变化或分散情况。
竣工状态下的蚀刻横截面揭示了销钉内部存在两种截然不同的微观结构,在底部液滴区域,主导的是柱状晶粒,这些晶粒在钉扎过程中会沿着热流方向取向。
颗粒的生长跨越了液滴之间的层界 ,最大长度可达约450微米,最大宽度为60微米,在第二个液滴区域,柱状晶粒结构得以延续,唯有最大晶粒尺寸略有减小。

柱状晶粒结构也延续至最终液滴的下部,然而在液滴的顶部,微观结构则呈现出更加等轴的特征,这种从柱状晶粒到等轴晶粒的转变,被归因于熔池内的不均匀温度分布。
焊缝金属中不同晶粒尺寸和形貌的演化可以被描述为凝固过程中温度梯度和生长速度之间的关系。
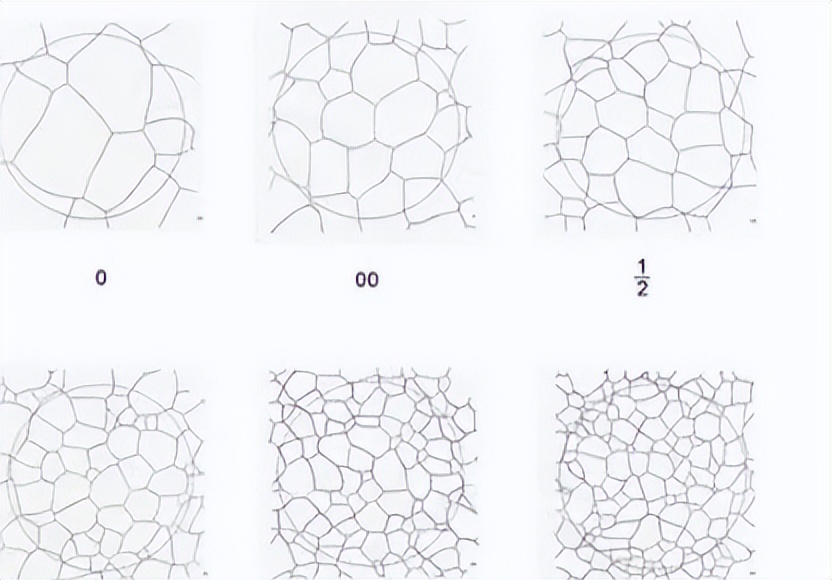
一方面, G/R比率决定了晶粒的形态 ,较高的比率导致平面结构,而较低的比率则导致等轴枝晶晶粒的形态,另一方面,GxR的乘积则影响晶粒的尺寸,较高的乘积值结构更精细。
在这种情况下,由于热传导进入“冷”基板的增加,在底部和中间部分出现了急剧的温度梯度下降,从而形成了支持柱状枝晶晶粒生长的G/R比。

在第三次液滴沉积过程中,G/R比较低,这主要是由于温度梯度较浅,因而有利于等轴晶粒的生长。
T6时效处理后的微观结构与竣工状态相当,在两个液滴中,晶粒呈柱状,并跨越层界生长,而在顶部液滴中,等轴晶粒结构再次出现。

竣工状态和T6时效状态之间的明显变化只在底板中观察到,固溶退火导致晶粒显著粗化。
竣工状态下的销的显微硬度分布在构建方向上 呈现出硬度降低的趋势 ,底部的两行凹痕仍然位于未受影响的基材区域,这些区域显示出硬度在130HV0.1至140HV0.1范围内的最高值。

紧接着,下一行凹痕位于第一个液滴的部分熔化区,其硬度稍微下降至127HV0.1。底部液滴的硬度受到多方面影响,其中之一是粗柱状晶结构的影响。
另一方面,由于基材和填充材料之间的混合作用,硬度在这一区域有所上升。在这个区域测得的中间显微硬度为105HV0.1。

第五行凹痕位于第一和第二液滴之间的热影响区域,在这个位置,硬度仅仅由于热量输入而稍微下降,达到101HV0.1。在第二个液滴中, 最低显微硬度记录为85HV0.1 ,这可以通过较粗的柱状晶粒和缺少基材稀释的结合效应来解释。

顶部液滴的硬度水平与第二个液滴类似,略微的增加可以归因于晶粒尺寸较小,T6热处理逆转了硬度分布,导致硬度沿构建方向增加,有趣的是,基材的硬度水平与竣工状态相同。
热处理的硬化效应可能被晶粒粗化所抵消,然而在T6条件下,与竣工条件下的销钉相比,销钉的显微硬度显著增加,增加了50HV0.1至60HV0.1。

我们对竣工状态的销钉进行了在80°C、室温和+200°C下的剪切测试,此外我们还对经过T6热处理的样品在室温下进行了测试。
在-80°C和室温下, 大多数测试销的力位移曲线呈相似的形状 ,一旦销钉被夹紧在测试装置中,剪切力稳定地增加,达到最大值,然后在销钉被剪断后迅速降低并回到起始点。
大约25%的销表现出不同的行为,并且记录的最大剪切力要低得多。
在+200°C测试温度下,曲线的形状发生了变化,在达到最大剪切力后,销发生塑性变形直至断裂,此过程中的力仅略有减小。
与-80°C或室温下的测试相比,+200°C条件下的测试显示出更加明显的塑性变形区域,这是因为 材料在高温下的延展性增强 。
在室温下,最大平均剪切力为382.5MPa,偏差为24.9%,在-80°C测试温度下,这个值降至259.6MPa,在+200°C测试温度下降至240.8MPa。
经过T6热处理后,与竣工状态相比,最大平均剪切力增加了+42.6%,达到547.0MPa,T6条件下较高的剪切力值与增加的硬度水平保持一致。

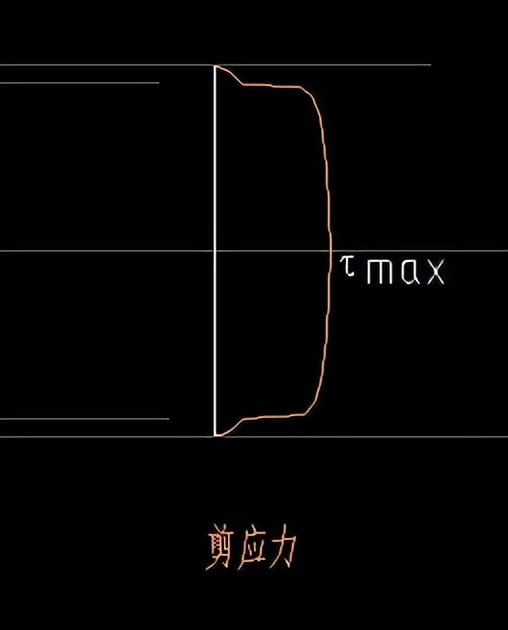
除了最大剪切力之外,我们还通过测量测试销的断裂面积来评估最大剪切应力,在-80°C和+200°C测试温度下, 销钉的平均断裂面积为1.6平方毫米 。
在室温下,平均断裂面积增加至1.8mm,而在T6条件下则为2.3mm,由于T6处理后的销钉的断裂面积更大,因此与室温下测试的竣工销钉相比,最大剪切应力只略微增加。
断裂面分析
正如前面关于剪切测试结果的部分所提到的,有25%的引脚表现出不同的故障行为,通过对相应销钉的断裂表面进行扫描电子显微镜分析,我们揭示了这些差异的根本原因。
在室温下进行的针#3测试显示出异常值,其断裂表面呈现出不均匀且不规则的特点,存在大量可见的孔隙和裂缝。
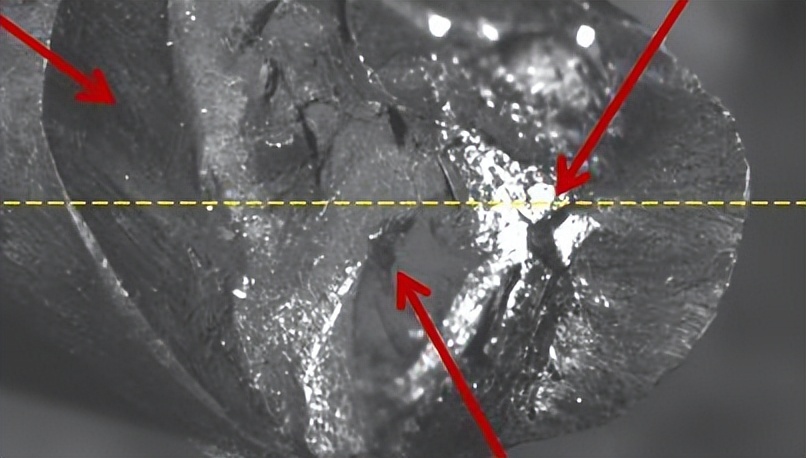
大部分断裂表面呈现出延展性破坏的迹象 ,如蜂窝结构,仅能观察到很少清晰的剪切带,孔隙在其中充当优先开裂路径,从而降低了材料的抗裂性。
在室温下测试的销5展示了截然不同的断裂表面,表面异常光滑,仅能观察到极少且微小的孔隙和裂纹,这种光滑且有光泽的表面是由于两个断裂面被涂抹在一起的结果。

对放置在AW2024基板片上的SAl2319引脚进行宏观测量表明,各个引脚的形状和尺寸几乎没有发生变化。
这是通过在改进的CMT打印过程中精确地控制参数来实现的,这一事实证明了其在实现连续和高吞吐量引脚生产中的稳健性。

低循环时间和高重复性的结合,使其适用于各种未来的应用领域。
孔隙率保持在适度水平,在大多数情况下,仅出现在印刷铝引脚的顶部两层,最大高度为1.50mm,在某些情况下,还观察到 沿边界线排列的孔隙群 ,这与关于层状铝结构孔隙率的文献研究结果相符。

重熔过程导致氢的浓度上升,并在向下一层传输,由于熔池的尺寸相对较小且迅速凝固,部分氢被捕获,并在凝固时形成气孔,这种现象被理解为氢在熔化和凝固过程中的迁移与捕获。
尽管大多数研究中的销钉孔隙率保持一致,但有时不良的销钉显示出明显较高的孔隙率,在这些情况下,销钉的底层也观察到了孔隙,并且最大孔径增加到100 μm至200 μm。

异常的孔隙率与销的针形状或尺寸的变化不一致,这暗示了打印过程中的不稳定性,在其他研究中,类似的现象也被观察到并进行了讨论,可能是由于焊丝质量的参差不齐所致。
尤其是在 线材表面经常会发现残留物 ,这些残留物主要是制造过程中产生的润滑剂,如果没有进行充分的清洁,这些残留物可能会被困在凹槽或划痕中,这可能会导致孔隙率的升高。

即使在同一线轴内,焊丝表面的残留物数量也会有很大差异,并且这些差异会严重影响焊接过程的质量。
焊丝的质量较高,其表面不含不需要的夹杂物或残留物,可能会导致较低的孔隙率,从而提高引脚的质量。

这项研究呈现了一种名为标称高度为1.50毫米的 新型小尖头铝销的制备方法 ,结合所提出的剪切测试方法,这种方法对于未来在超轻质CFRP-金属接头中的应用具有潜在优势。
在对新型尖头铝销进行了全面的金相和机械表征之后,我们得出了以下主要结论:通过对改进的CMT打印过程进行精确的参数控制,我们能够建立一个极其稳健的针打印过程。
通过使用约为150毫秒的低循环时间,我们能够实现快速且可靠的引脚制造。
焊丝的质量在销钉的性能中起着至关重要的作用,尤其在孔隙率方面。我们观察到不同针中的孔的数量和大小存在明显差异。

为了对金属销进行简单有效的剪切测试,我们提出了一种适应性拉伸测试的改进方法,这种改进使得在不同的拉伸测试设备中很容易实现,从而使得该方法可以更广泛地应用。
然而,我们还需要进一步改进该方法,其中包括 现场位移测量和更好地夹紧单个引脚 ,以提高测试方法的稳健性。

由于新型小尖头销具有宽底座和与基板正确焊接连接的特点,因此能够承受相当大的剪切力,在室温下的竣工条件下,记录的平均剪切力为382.5MPa,而在峰值老化条件下则为547.0MPa。
结论
这项研究专注于对铝销的金相和机械特性进行分析,而与其潜在的应用无关。

针对超轻量铝-CFRP结构中的接头元件 ,我们正进行进一步研究,以改进引脚的生成和修改方法,从而提高组件的整体性能。
在CFRP中使用的强化纤维非常脆弱 ,因此在连接过程中容易被销钉损坏,为了解决这个问题,通过调整销钉头的几何形状来减少纤维的损坏,并实现更好的纤维与销钉的互锁效果。

在本次的研究中,通过冷金属转移,以此来实现铝微销的机械和微观结构表征中,取得了圆满的成功。