在上一篇一致性的文章介绍中,写到了锂电池浆料是怎样完成均匀涂布过程的,本篇文章将从下一道工序—辊压来分析下此工序对极片厚度一致性的影响和电池性能的影响。
极片涂布完成后需要对其进行辊压,极片辊压的目的主要有以下几点:
1. 保证极片表面光滑和平整,防止涂层表面的毛刺刺穿隔膜引发短路;
2. 对极片涂层材料进行压实,降低极片的体积,以提高电池的能量密度;
3. 使活性物质、导电剂颗粒接触更加紧密,提高电子导电率;
4. 增强涂层材料与集流体的结合强度,减少电池极片在循环过程中掉粉情况的发生,提高电池的循环寿命和安全性能。
辊压工序对极片的主要控制参数是厚度,一般会将厚度设定一个中值,即我们所期望的辊压厚度值,还会给以一个正负偏差厚度。极片厚度值的确定,是根据电芯整体要求来确定的,比如壳体厚度(因为对模组大小有要求)、容量要求(对最终成品的电量有要求)、材料性质(本身性质是否容易反弹、真实密度)等等。极片厚度值的确定主要有两个原则:一是尽可能压缩材料极片体积,使其压实密度最大化;二是尽可能不影响极片的电导率。
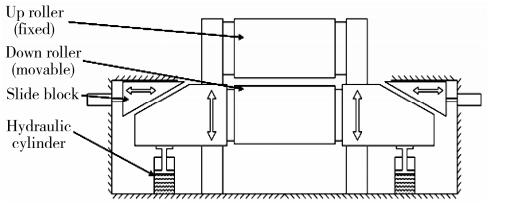
涂布烘干后的电极极片以卷绕的形式储存。辊压之前,极片开卷,极片辊压设备结构见图 1,将极片以一定的张力送入辊压机的上辊和下辊之间,其中上辊是固定不动,下辊在液压缸的作用下,缓慢向上运动,和上辊共同作用,将极片压制成预先设计的厚度。在压辊的两端,分别设计安装了 2 个楔块,可以防止压辊在沿轴向方向上的运动和变形,增加设备的稳定性。
极片经过辊压之后,其理想的状态是:1.极片厚度横向、纵向均差异不大,差异主要由公差来表示,公差越大其一致性越差,对电池性能影响越大。2.极片表面平整、色泽均一,无暗斑、亮纹、明显褶皱、裂边、辊压掉料等不良。如图2所示:

波浪

褶皱
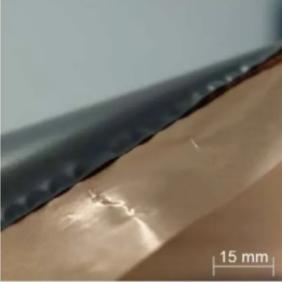
脱离基材

裂纹
但实际生产中,常常受到来料问题、设备问题、人员操作问题、品质把控问题等因素的影响,导致极片辊压不良产生。我们可以从这些方面来考虑提高辊压一致性的方案:
来料控制:
涂布来料极片厚度不均匀,比如出现涂布面密度波动,头尾厚度异常,侧边厚度未削薄等,辊压时厚度就会出现异常。涂布时频繁中断或续接,也会影响辊压时的效率和辊压产品质量,如忽略了异物引入压辊造成报废甚至辊子磨损。涂布极片未烘干或剥离强度较低,也会造成辊压掉料的情况。所以,要想得到品质良好的电池,真是一步步"卡"出来的!
设备、参数控制:
辊压条件的变化也会影响极片辊压质量,条件变化包括工艺参数变动及设备带来的变化。辊压工艺中重要的参数有轧制力、间隙、张力控制以及辊压速度。轧制力和间隙控制了极片的厚度,微观上反应了原材料颗粒之间的接触形貌,张力和辊压速度影响着极片的外观。设备本身也会对辊压的效果产生很大影响,例如轧辊变形程度、磨损程度、辊子长径比、设备稳定性等等。这些因素的变化会改变轧辊与极片的接触状态,从而对极片的厚度一致性产生影响。
在辊压的过程中,为了将正负极极片压制到合适的厚度,通常情况下需要辊压力较大,该辊压力的反作用力会作用在压辊上,并通过压辊的轴承传递到设备整体结构上,由于楔块的存在一般不考虑辊子轴向方向上的变形,辊子在极片的反作用力下会产生弹性变形和挠曲变形,如图3所示。

压辊的挠曲变形是造成锂离子电池正负极片厚度不一致性的根本原因,压力越大,挠曲变形也越大,极片厚度不一致性增加;压辊直径越大,由于转动惯量大,挠曲变形小,但压辊直径大,会增加压辊与极片的接触面积,为了一定的压实密度,则需要相应提高设备压力,又 一定程度上增加了挠曲变形;压辊材料对挠曲和弹性变形的影响主要体现在弹性模量上,模量越大,2 种变形越小;极片宽度也会影响挠曲变形,极片宽度越大,挠曲变形也越大。
极片批量生产时会对压辊产生不同程度的磨损,这样的话辊子出现表面不平整的现象,极片辊压后就会出现色泽不均,厚度不匀的不良。但是压辊的成本又很高,目前所采用的普遍做法是错位使用,比如先辊压宽度大的片,再辊压宽度小的片,这样的话可以延长压辊使用寿命。应该减少批量过程中频繁更换极片规格,因为无论怎样错位使用,都会留下局部位置的磨损,长时间使用必然会造成产品的批量报废。所以我们要对辊压产品的品质做好严格把控。
品质控制:
无论是锂电池还是其它制造业,对产品的检验和控制都应该放在首位,这不仅是对客户的负责,也是对自己企业荣誉的维护。在极片辊压工序中,品质的控制不仅是品质人员的责任,而且是工艺技术人员、设备技术人员应该考虑的问题。品质人员在生产过程中,控制产品的厚度、外观、厚度波动等情况;工艺技术人员要考虑辊压工艺参数随辊压设备使用、极片规格变化而应该做出的调整,以保证产品的一致性;设备技术人员要考虑设备稳定性、压辊磨损程度等与设备有关的,将可能造成的异常因素随时放在心上,产品出现不良时要有备选的方案。
总之,极片辊压一致性的提高,需要从各个方面来着手,培训员工、工艺优化、设备维护保养、极片设计、品质控制等,只有各方面做好做优,产品一致性也会达到较高的程度。
参考文献:Günther, Till, Schreiner D , Metkar A , et al. Classification of calendering induced electrode defects and their influence on subsequent processes of lithium‐ion battery production[J]. Energy Technology, 2019.