车削加工是金属切削加工中最重要的工序之一,在机械制造业中占重要地位。车刀刀刃的质量对加工工件的质量有着很大的影响。

一、车刀刃磨后的基本要求
刀具磨损到限度后,就必须及时刃磨,以恢复刀具的正常切削性能。刀具刃磨后应达到的基本要求有:
1、使刀具切削符合具有正确的几个形状及锋利的切削刃。
2、对多刃刀具,切削的径向及轴向振摆应不超过规定的公差;对用于自动线或动机床的单刃刀具,也需控制刀尖位置。
3、刀具的前、后刀面应具有所需的表面光洁度。
4、刀具表面不允许产生烧伤和裂纹。
二、车刀刃磨的操作步骤
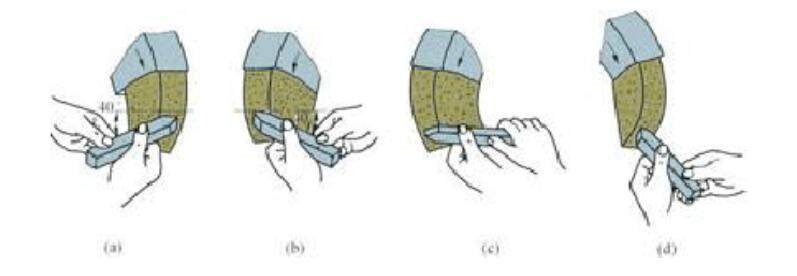
1、磨主后刀面,同时磨出主偏角及主后角,如上图(a)所示;
2、磨副后刀面,同时磨出副偏角及副后角, 如上图(b)所示;
3、磨前面,同时磨出前角, 如上图(c)所示;
4、修磨各刀面及刀尖, 如上图(d)所示。
三、刃磨时的注意事项
1、必须根据刀具材料决定砂轮种类。一般刃磨车刀刀体和高速钢车刀时,用白色氧化铝砂轮;刃磨硬质合金车刀时,用绿色碳化硅砂轮。如果条件允许,在精磨硬质合金车刀时,可采用金钢石砂轮。
2、刃磨硬质合金车时,不可把刀头部分放入水中冷却,以防刀片突然冷却而碎裂。刃磨高速钢车刀时,应随时用水冷却,以防车刀过热退火,降低硬度。
3、刃磨时,车刀高低必须控制在砂轮水平中心,刃头略向上翘,否则会出现后角过大或负后角等缺陷。
4、硬质合金刀具,应在绿色碳化硅砂轮上刃磨,高速钢刀具应在白色氧化铝砂轮上刃磨。粗磨时应在粒度46-60砂轮上刃磨较好,精磨时,应在粒度60-80的砂轮上刃磨较好。研磨硬质合金刀具,应选用绿色碳化硅油石,高速钢刀具则应该选用白色氧化铝油石。
5、钨钛钴类硬质合金车刀,因对冷热和冲击的敏感性较强,当环境温度变化较大时,也会产生裂纹,如在我国北方的冬季,如果把磨得很热的车刀放在冷空气中,往往会产生裂纹,最好是进行保温缓慢冷却。
6、刃磨断屑槽时,由于车刀和砂轮接触时容易打滑,必须注意安全。
7、刃磨时,砂轮旋转方向必须由刃口向刀体方面转动,以免造成刀刃呈锯齿形缺陷。砂轮要经过严格检查和良好平衡,装夹牢固,运转平衡。
8、砂轮磨削表面须经常修整,使砂轮没有明显的跳动。重新安装砂轮后,要进行检查,经试转才可使用。
9、刃磨时,车刀应缓慢压向砂轮,并应沿砂轮轴线均匀缓慢移动。特别是在精磨时更要注意,刀具更应轻微与砂轮接触并缓慢移动。
(更多机械加工精彩内容请关注对钩网官方微信,微信号:vtoall)