在注塑生产过程中,外观不良最主要原因之一是气泡。这种麻烦的零件缺陷不仅会导致外观问题,而且还会损害产品的物理性能。气泡是一种常见而且很难避免的现象,通常很难解决。
在排除气泡的过程中,许多技术员比较依赖于通过调整机台参数(如背压压力等)来解决问题。但往往问题虽然可以被解决,但是却没有找到问题发生的根本原因。我们先从气泡产生的原因开始说起。

气泡的产生有且只有两种可能性
塑料中存在气体,包括空气、湿气、树脂中的挥发物或来自聚合物或添加剂的分解气体等。
真空空隙。
所以,第一步是要确定你的产品中存在的气泡是哪一种类型的,然后再来确定气泡产生的根本原因。确定气泡类型将使您能够确定其来源并确定相关的解决措施以消除问题。如何测试以确定气泡是气体还是真空?有一个简单的测试来确定这一点。整个测试的过程需要不到15分钟的时间。

测试方法
温和地加热含有气泡或气泡的部分区域,直到产品软化。一般可使用诸如加热枪之类的工具来加热。然后,当你轻轻地加热气泡所在部位时,气泡应该会改变形状。如果它是一个气泡,气体会随着升温而膨胀,使表面扩大,并且经常会随着零件表面的软化而爆裂。如果气泡中没有空气,而是一个真空空洞,气泡将由于大气压力推动零件软化表面而坍塌。正常来讲,这个过程不会超过15分钟。
这个测试需要一些条件才能工作。理想情况下,找到直径至少为3毫米或更大的气泡,并确保零件离脱模时间不超过4小时。气泡可能开始作为一个空隙,但随着时间的推移,空气通过塑料迁移,空隙变成气泡。
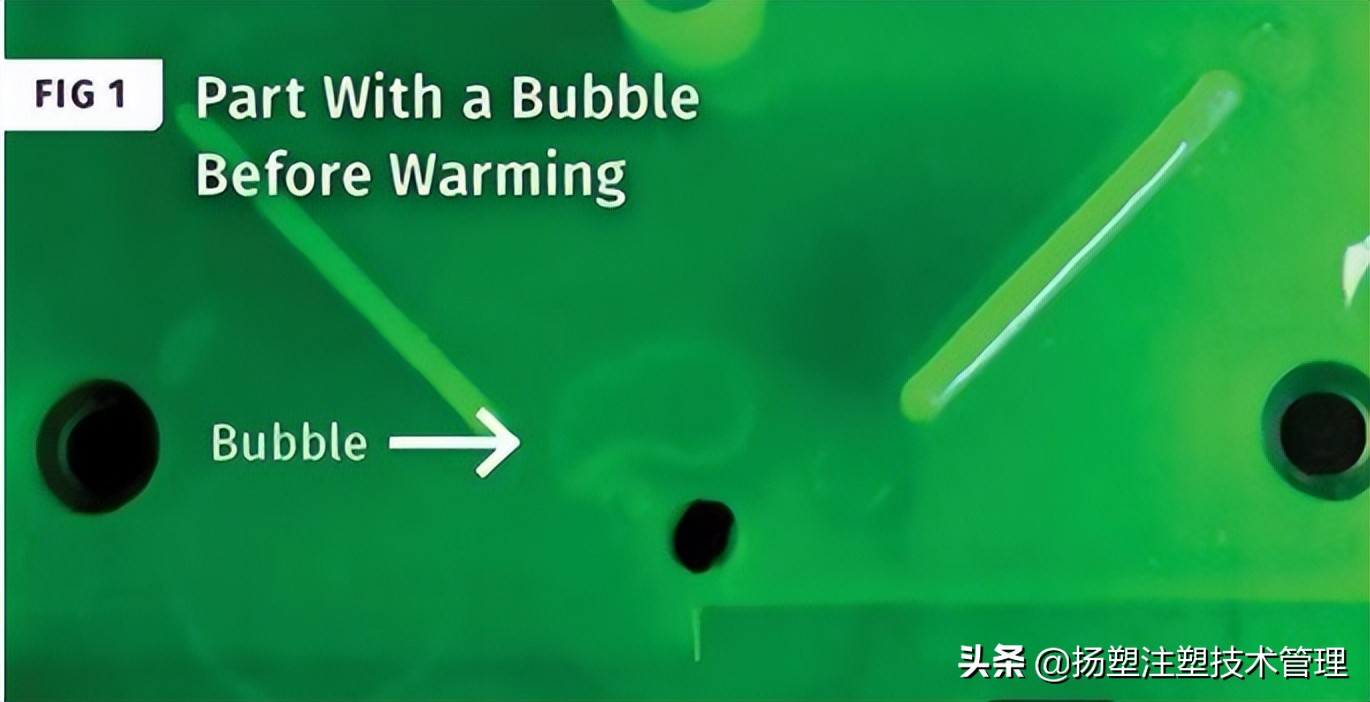
如图1、2和3所示。图1是加热前的产品。图2是成型后几分钟测试的产品,图3是成型后16小时测试的产品。在图1中你可以看到气泡,它看起来像一个空气泡。图2显示了加热测试后的产品,现在你可以看到一个凹陷或下沉。图3是16小时后加热测试的部分,现在可以看到气泡膨胀了。如果仅以16小时后的测试作为依据,你会错误的认为这是一个气泡。但事实上它是一个空隙。所以必须强调,气泡测试的产品不要超过脱模后4个小时。


塑料中的气体
如果测试结果表面,产品中的存在的确实是气泡,那么怎么解决呢?
气泡可能来自流动前沿问题,如会聚前沿、喷射或模具/机械问题,如排气不良、过多的松退或由于过热或长驻留时间导致树脂降解产生气体等等。气体可能来自水蒸气、树脂挥发物或分解副产物。当零件填充或保压时,被困在肋部或非排气突出结构中的空气将被推出,留下气泡痕迹。在大多数情况下,确定气体从何处来比知道气体成分更重要。很难通过简单的测试来发现气体的来源。
测试的第一步是将保持压力降到一个非常低的数值,然后观察气泡是否仍然存在。如果是这样,至少你不必担心第二阶段涉及的参数。假设你仍然看到气泡,下一步是确定气体如何在填充阶段产生的。
关闭工艺的第二阶段,生产一个99%体积的“仅填充”产品,做短射研究。将填充比例从99%减少到5%,每一次减少的量为填充体积的10%。实验必须从大到小做,不能从小到大做,因为不同顺序做出的结果是不一致的。此外,该试验要求对第一阶段注射过程进行速度控制。如果第一阶段遇到压力受限,你可能会得不到结果所需的一致性。

那么气泡什么时候在哪里出现呢?
你需要检查每个部件的流型,看看塑料流动前缘是否在其自身周围流动,或者如果在填充薄片部分时是否存在流动限制。气泡是否总是出现在同一个区域?如果是的话,那就意味着有一个固定的地方出现气泡。
检查肋部或任何突出物是否异常。如果这些位置出现短射,这意味着有空气被困在这些区域。气泡是否只在零件满85%后出现?如果是的话,这可能是一个排气的问题,需要检查排气通道和排气口。
一个相当奇怪的气泡来源是文丘里效应。文丘里效应有多种可能性将空气吸入流动的熔体中:肋部、顶出销、喷嘴尖端与浇口衬套的配合不良、喷嘴不对中和热流道中分离板等等都可能。另一个常见的气泡来源是松退过多,特别是在热流道模具中。
另一个来源是螺杆,更具体地说是螺杆后部。具有18/1或更低的L/D的通用螺杆最容易产生此类问题。尝试使用较低的后部区域温度或较高的背压可解决此类问题。另一种解决办法是注射前在模具上抽真空。
空隙
零件在冷却过程中会出现空洞,通常会发生在壁厚较厚的部分。在零件的较厚部分中,壁厚的中心往往冷却缓慢,聚合物收缩的过程中会将产品上拉开形成气泡。比较简单的试验方法是,如果你将模具温度提高,泡沫消失,但是有一个印记,这样的气泡就很可能是一个空隙。空隙和塌陷是产品内部应力的征兆,也是产品可能无法达到设计要求的标记。
塑料不足是塌陷或空隙的主要原因,因此建议将更多的材料填充到空腔中。必须要确保一致的残量,不能让螺杆打到底,以便可以适当地补缩产品,以解决空隙问题。较高的保压压力或更长的保压时间也可能会有帮助。但很多时候,由于浇口已经冻结,这种措施所以并不能产生实际作用。
要解决空隙或塌陷,可以尝试降低填充速度,使用气辅成型方法或增加背压压力。确保流道或浇口不要太早冻结,并且较长的保压时间能够允许在第二阶段期间进行更多的补缩。如果可能的话,也可以尝试降低熔体温度。
消除空隙或塌陷的其他方法是使产品的壁厚设计变薄。在塑料零件中,壁厚并不总是越大越好。有时可以尝试降低壁厚,通过增加加强筋的方式来增加产品的强度。这样也能节省塑料和周期时间。
如果可能的话,在产品较厚的部分抽芯。更改浇口位置以先填充模具中较厚的区域可能可以在浇口冻结前使更多的塑料进入模腔。