文 | 成倚贤
编辑 | 成倚贤
●—≺ 前言 ≻—●
粉末冶金轴承钢是上世纪末开发的新型轴承钢,由于组织均匀、疲劳寿命长和承载性能良好而受到轴承业界的重视, 己成功用于航天领域的陶瓷混合轴承和航空发动机的主轴轴承。
关于粉末冶金轴承钢,其问世的背景、化学成分、制造工艺、硬度、显微组织、疲劳寿命、承载性能以及与铸锭冶金轴承钢的差异,也是一直以来人们所关注的。
●—≺ 粉末冶金轴承钢问世的背景 ≻—●
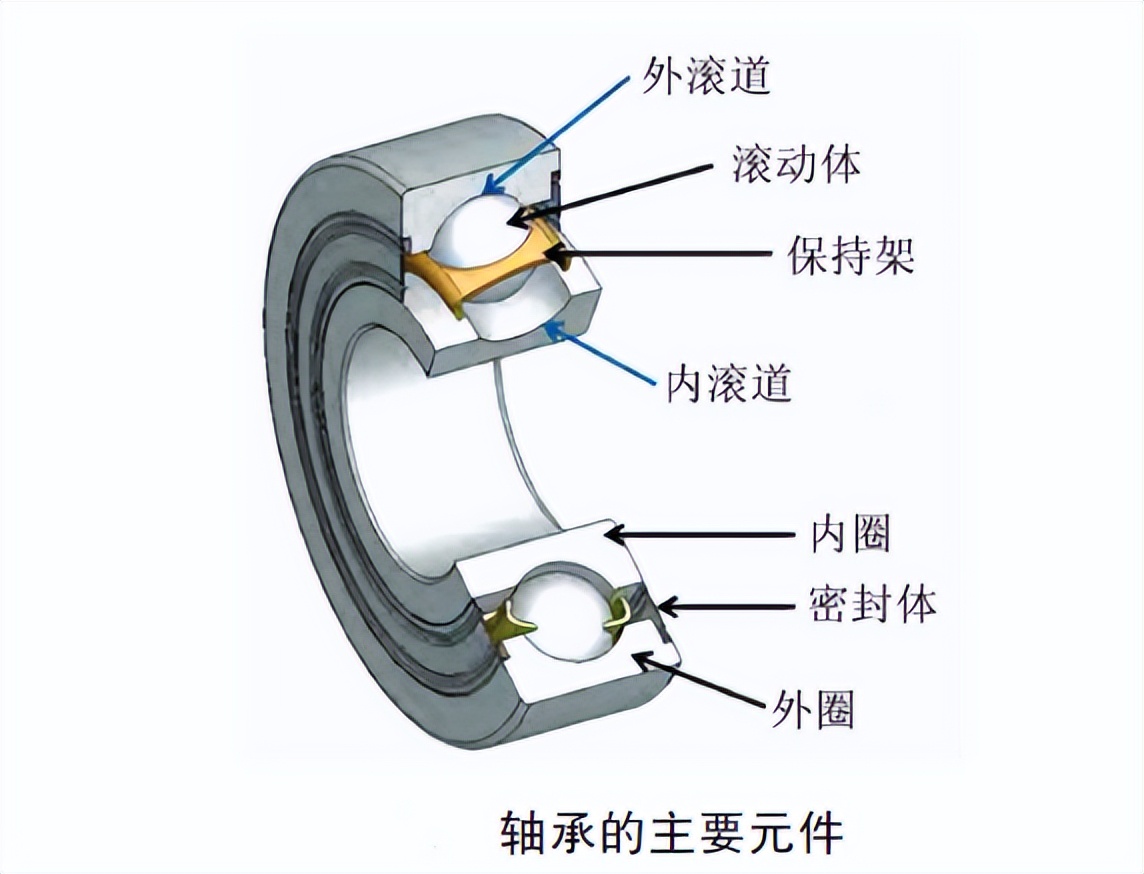
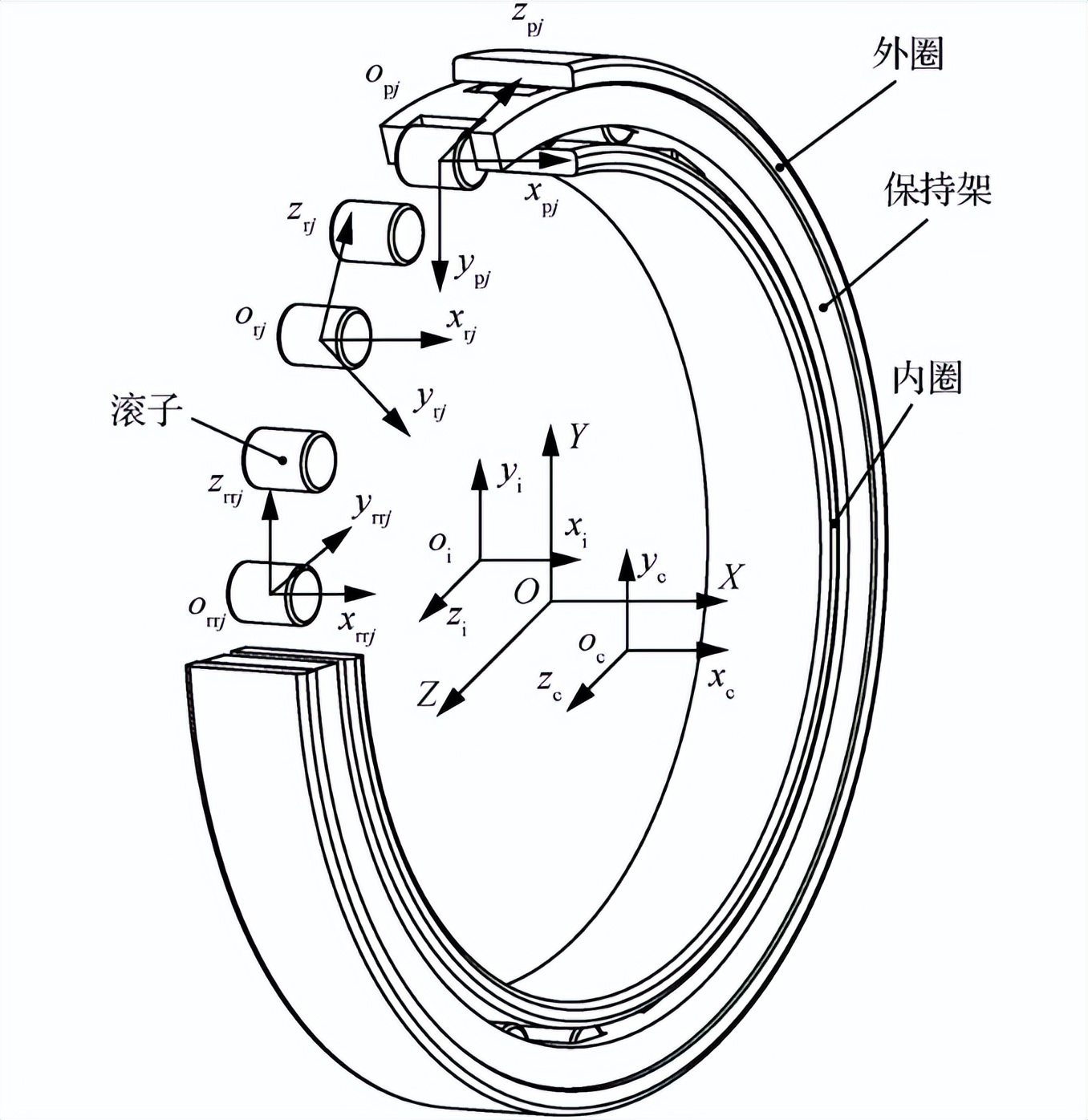
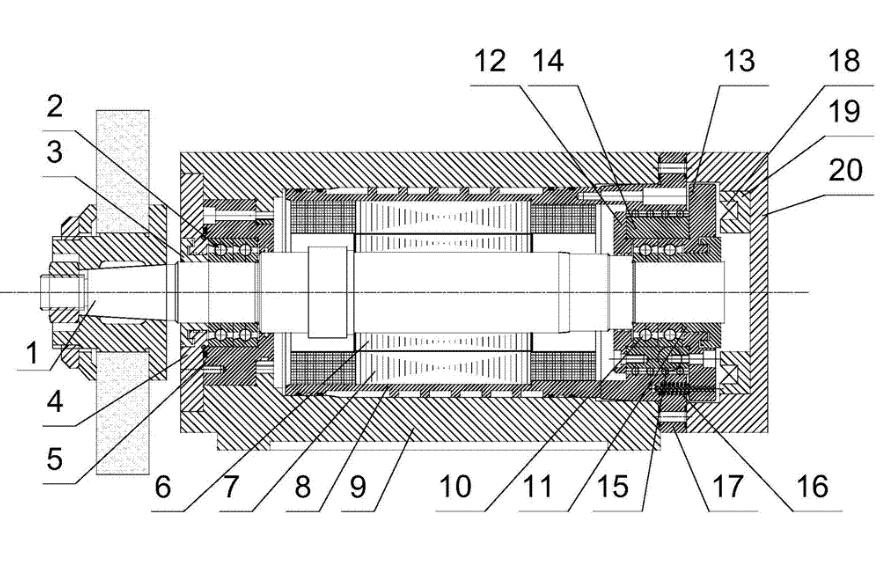
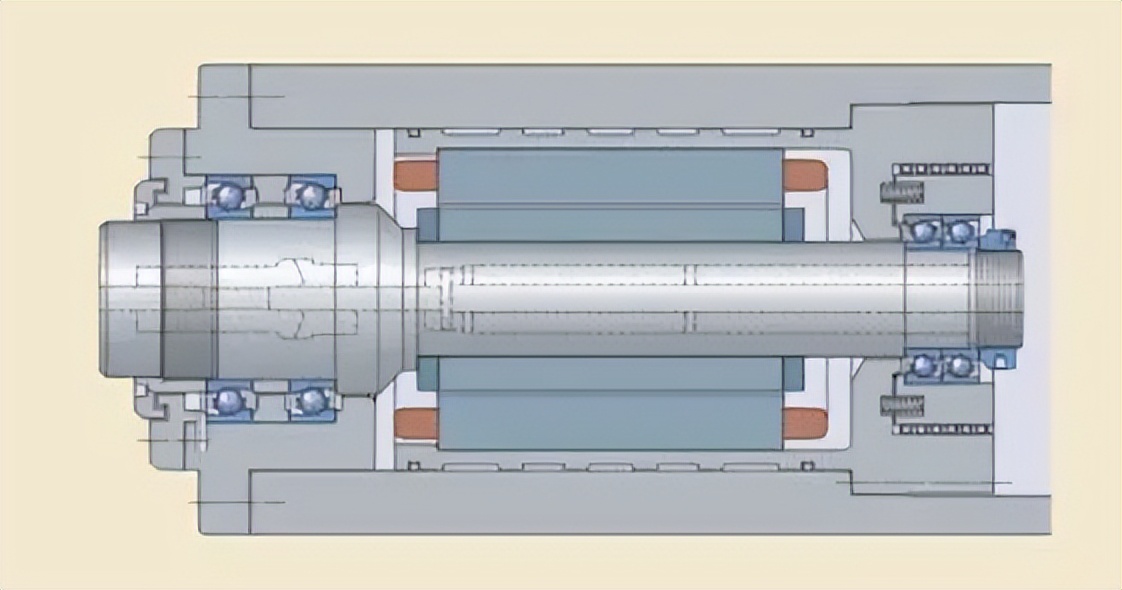
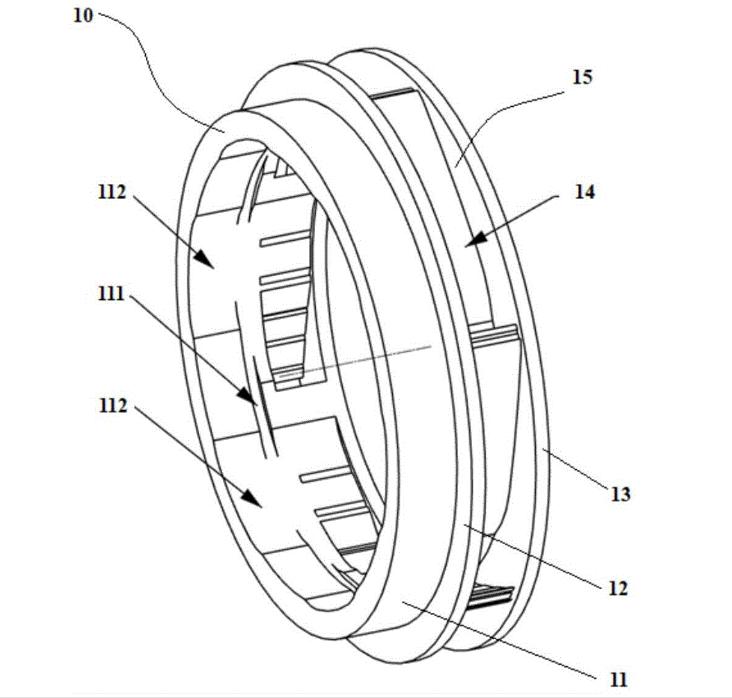
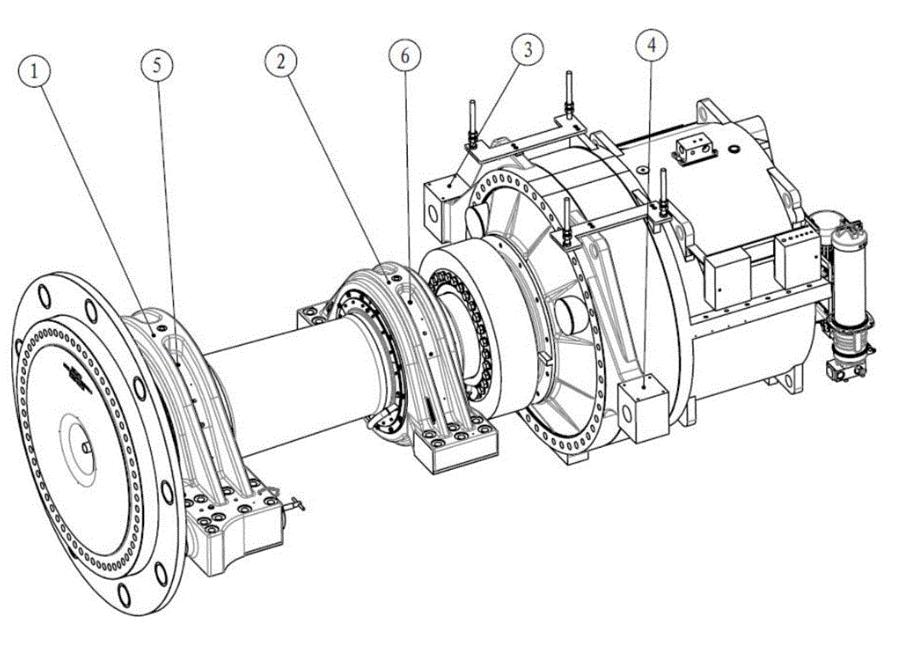
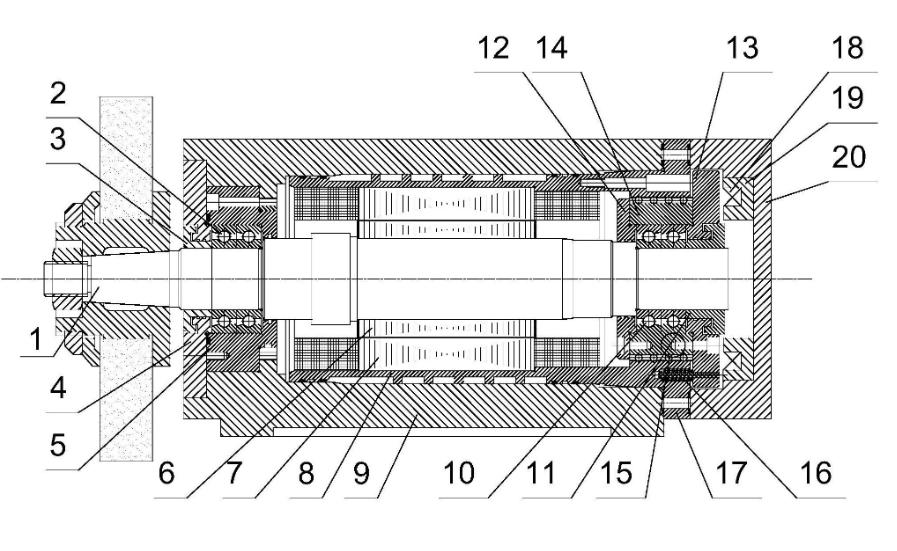
滚动轴承由支承和约束两个相对运动的元件组成,是用于减少运动件之间摩擦磨损的机械基础件。
尽管有多种类型,但其基本元件是相似的,包括滚动元件(球或滚子)、内圈和外圈、保持架及密封体等,迄今已开发出了多种轴承用钢门。
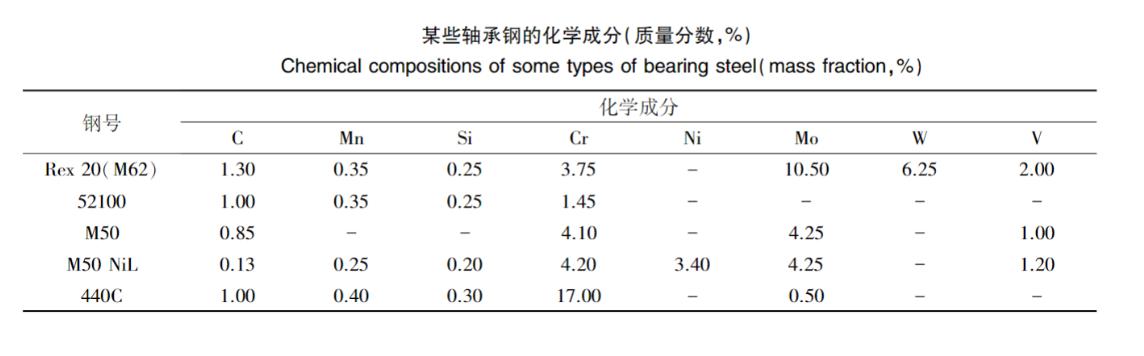
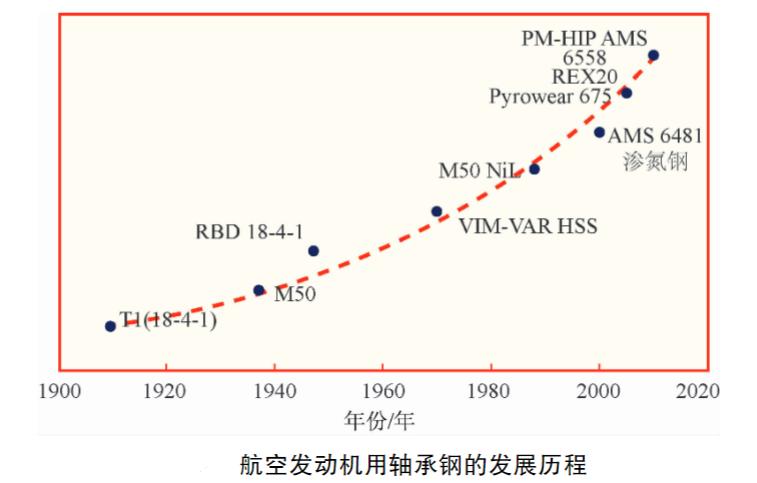
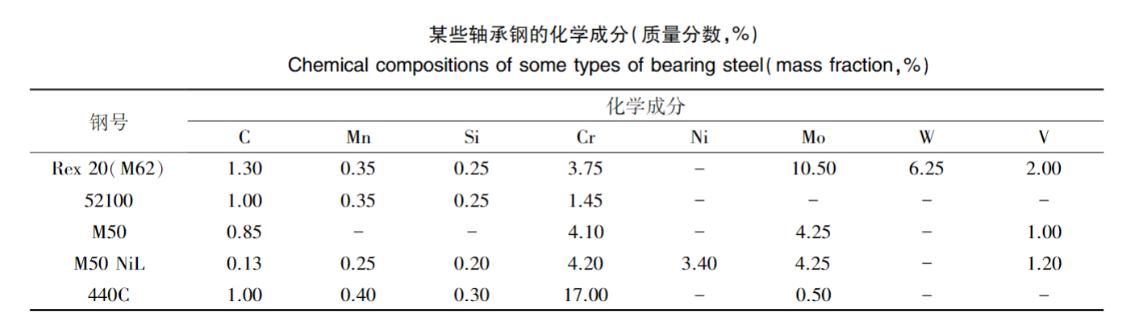
1920年左右推出了含1%Cr和1.5%Cr的GCr15(52100)钢对于某些特定的应用,还开发出了多种轴承钢,如9Cr18Mo(440C)、M50耐蚀轴承钢及耐热轴承钢等几种轴承钢的化学成分如:
GCr15钢具有很高的耐磨性和抗塑性变形性能,最初用电弧炉熔炼,这种设备熔炼的钢非金属夹杂物含量高,性能差,轴承的使用寿命短。
为进一步改善钢的冶金质量,首先采用了钢包冶金工艺(通常称为二次精炼),该工艺在过去几十年中发生了很大的变化。
将熔炼的钢液倒入比电弧炉更小的钢包炉中,精确地调整钢的成分,通过添加合金元素和诸如铝、钙和硅等脱氧剂还原元素,使其与熔融金属中的氧和硫反应,生成炉渣上浮在钢液表面。
为了确保所有脱氧产物都进入炉渣,还通入氩气或用感应加热搅拌,为降低杂质含量,还采用了其他技术,如通过屏蔽和底部浇注将熔融金属与空气之间的相互作用保持最小以限制氧化程度。
为了获得更高的洁净度,采用了真空感应(VIM)熔炼、真空电弧重熔(VAR)和电渣重熔(ESR)工艺。
真空感应(VIM)熔炼是在真空环境下将钢熔化并通过涡流去除氧气(用碳脱氧)、氮、氢和硫。
VAR(真空电弧重熔)工艺是使用电弧逐步重熔可消耗电极,钢液落入水冷铜铸模中并逐渐凝固,形成具有良好铸态组织和低偏析度铸锭。
此工艺与VIM工艺一样,整个过程在真空条件下去除杂质。
但电渣重熔与VAR略有不同,钢是通过在电极和新铸锭之间用炉渣进行精炼而不是在真空中精炼。
由于重力作用,来自电极的金属液滴穿过炉渣,金属电极中所含的杂质被包含在炉渣中,如果与真空熔炼技术的组合可明显提高钢的纯净度,减少非金属夹杂物(NMI)含量。
为熔炼工艺对M50钢气体杂质含量的影响,固采用真空电弧重熔(VAR)和电渣重熔(ESR)工艺可进一步提高钢的洁净度,从而提高轴承的使用性能。
40余年来,GCr15(52100)和M50钢已被用于制造空间领域的轴承。

近年来又进一步开发出了由氮化硅球和钢滚道组成的混合轴承,被称为氮化硅混合轴承(SNHBs)。
与钢球相比,陶瓷球更硬、密度更低、抗压强度更高、耐腐蚀性更好、使用温度更高以及抗疲劳性能更好。
因此,混合轴承非常适合在严苛的条件下使用,如机床主轴、牙钻、真空涡轮分子泵及航空领域的液氧涡轮分子泵等。
但由于氮化硅球的弹性模量更高,使用中球与轴承套圈滚道的接触区小,导致混合轴承的承载性能降低,不适合在航空航天领域中使用。
因为航天器发射中加速度的存在使轴承发射时的负荷远大于在轨道运行的负荷,会使抽承出现残余变形即压痕,对决定空间机构精度的力矩噪声和力矩灵敏度产生不利影响。
航空航天领域迫切需要比52100钢更硬、承载性能更好的新型轴承钢,以保证在提高疲劳性能的同时不降低承载性能,同时使用尺寸较小的轴承,减少负载、降低功率。
粉末冶金高速钢已问世四、五十年,品种很多,我国虽在上世纪70年*开代**始研究,但进展缓慢。
近年来河冶科技与钢研总院、安泰科技、北京科技大学、航材院和法国Erasteel公司等合作进行了研究开发,粉末冶金高速钢的研究和应用得到迅速发展。
目前,河冶科技已形成HOP15、HOP15M和HOP2030系列的粉末冶金高速钢的生产能力。
国际上粉末冶金高速钢已经发展到了第三代,但在用于滚动轴承方面,唯有CPMREX20(标准AISIM62)能用作轴承的粉末冶金高速钢(以下简称粉末轴承钢)。
最近,国际上又开发了含10%Co的ASP2060钢,其硬度接近70HRC,耐高温和高负荷,性能远优于PMM50钢,已开始用于性能要求更为苛刻的航空发动机主轴轴承。
CPMREX20(以下简称为REX20)钢是无钻超高速工具钢,其有很高的红硬性和高抗粘附性能,只能通过粉末冶金工艺制造。
真空感应熔炼的CPMREX20钢为CPMVIMCRU20钢(以下简称为CRU20),化学成分同REX20钢。
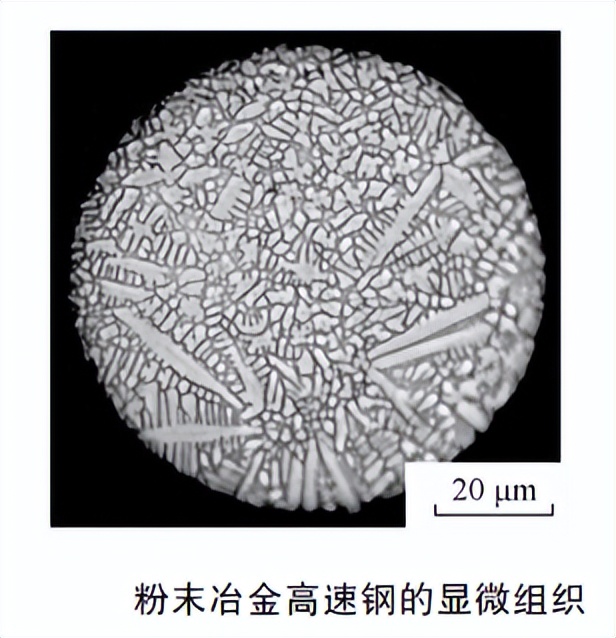
由于是采用粉末冶金工艺生产,REX20钢的碳化物分布均匀,淬火和回火状态的硬度高达66~67HRC,组织为高碳回火马氏体,基体中分布约20%的合金碳化物,其硬度远高于传统浇铸工艺生产的52100钢和GCr15钢。因此,正在以REX20钢及其真空处理的CRU20钢替代GCr15钢制作航天用轴承。
●—≺ 铸绽冶金(IM)高速钢熔炼和铸造 ≻—●
铸锭冶金高速钢通常是通过电弧炉或感应炉熔炼或加真空精炼,直接将钢水浇涛成钢锭,然后通过锻造或轧制加工成钢材。
但由于钢液浇铸成钢锭时,凝固速度十分缓慢,会从钢液中析出大量碳化物,形成鱼骨状的莱氏体和团块状的粗大共品碳化物,产生碳化物偏析,影响钢材的性能。
●—≺ 铸绽冶金(IM)高速钢热加工 ≻—●
大型铸锭需加热到高(1025~1175C)进行热变形加工,将400~500mm的钢锭加工成接近于套圈所需的直径,改善钢材的组织结构,提高弯曲疲劳寿命。
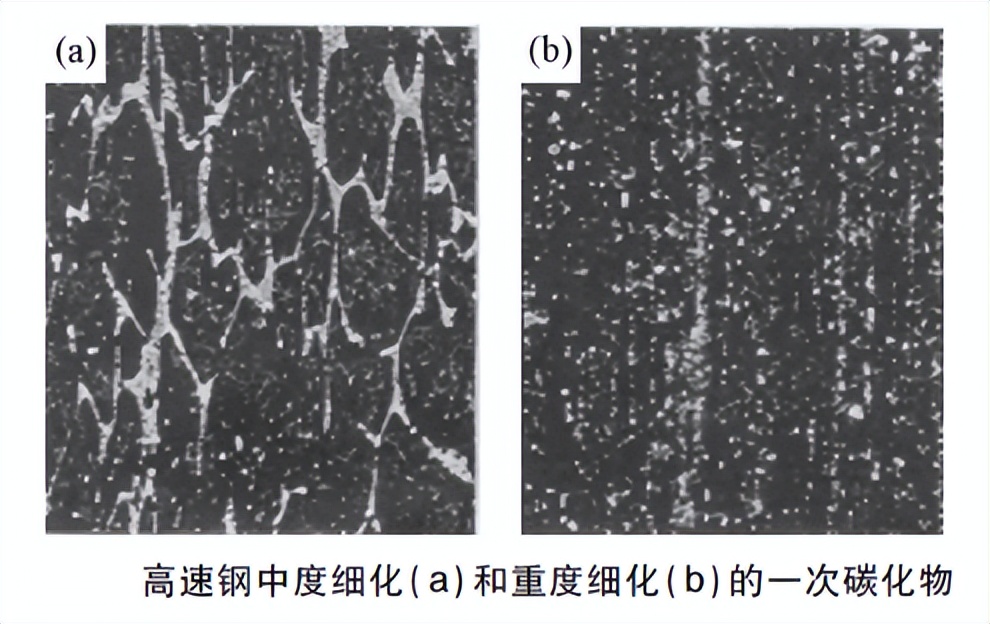
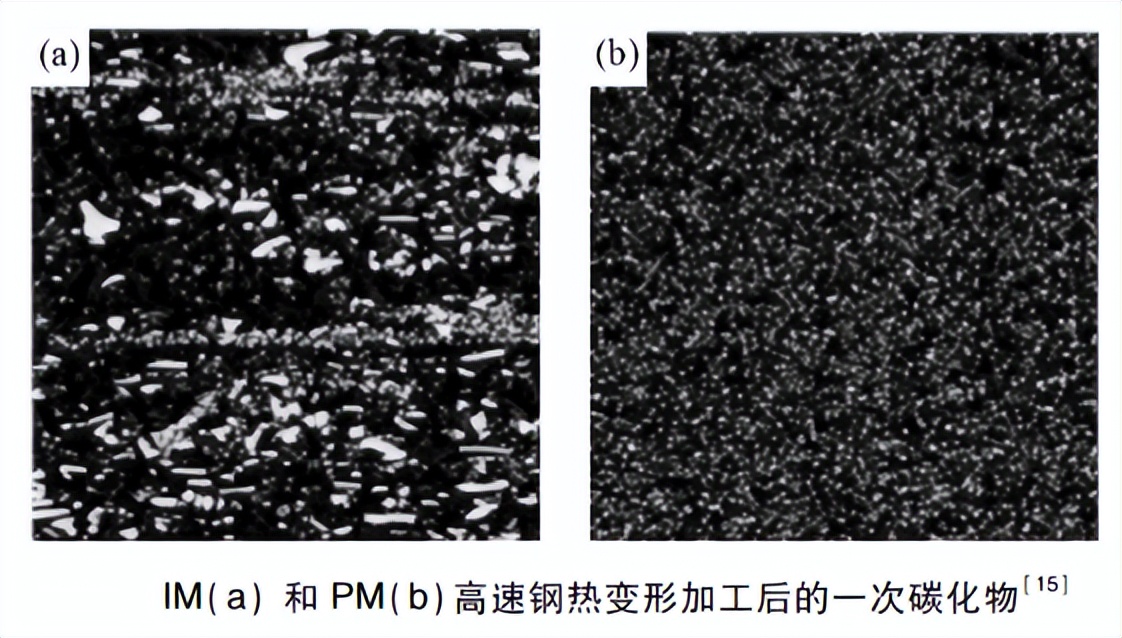
热加工能改变一次碳化物和非金属夹杂物的大小和形状,使铸锭凝固过程中形成的孔隙闭合,细化共晶碳化物。
热加工至不同程度的轴承用高速钢一次碳化物的演变,但是这种改善是有限的,铸造高速钢铸锭仍可能存在缺陷和不均匀性,从而影响轴承的性能。
●—≺ 轴承用粉末冶金高速钢(PMHSS)的预熔和雾化 ≻—●
轴承用粉末冶金高速钢的生产工艺包括预熔氮气中雾化、温等静压压实和烧结等,于上世纪50~60年代研发成功、70~80年代投人生产温等静压是目前国际上公认的HSS烧结粉末的技术。
此外还有其他技术,诸如模压和热挤压等可生产PM钢,但这些技术尚未投入工业应用。
预熔是用电孤炉或感应炉熔炼的铸锭生产电极,再进行真空电弧重熔(VAR)和电渣重熔(ESR)。
雾化是将经VIM通过碳脱氧或在电渣加热的通道中使用感应搅拌或氟气鼓泡搅拌精炼的钢水喷入高压氨气流中,使其迅速雾化成细小液滴。
因冷却速度很快,碳化物不可能聚集长大,即使产生偏析也局限于液滴内,非常微小,从而避免了铸绽高速钢铸锭中产生粗大的一次碳化物等缺陷,大大提高了钢的力学性能。
●—≺ 轴承用粉末冶金高速钢(PMHSS)温等静压处理(HIP) ≻—●
温等静压压实和烧结通常在室温和100MPa的压力下,将粉末在模具中高压压实,在控制气氛中将其加热,使之发生扩散和蠕变及应力松弛,并在不发生熔化的温度下进行高温烧结,以消除孔隙,制成轴承用坏料,其轴向尺寸精度为土0.2mm,径向尺寸范围为土0.5mm,加工余量很小,其性能也比锻坯的好。
●—≺ 硬度≻—●
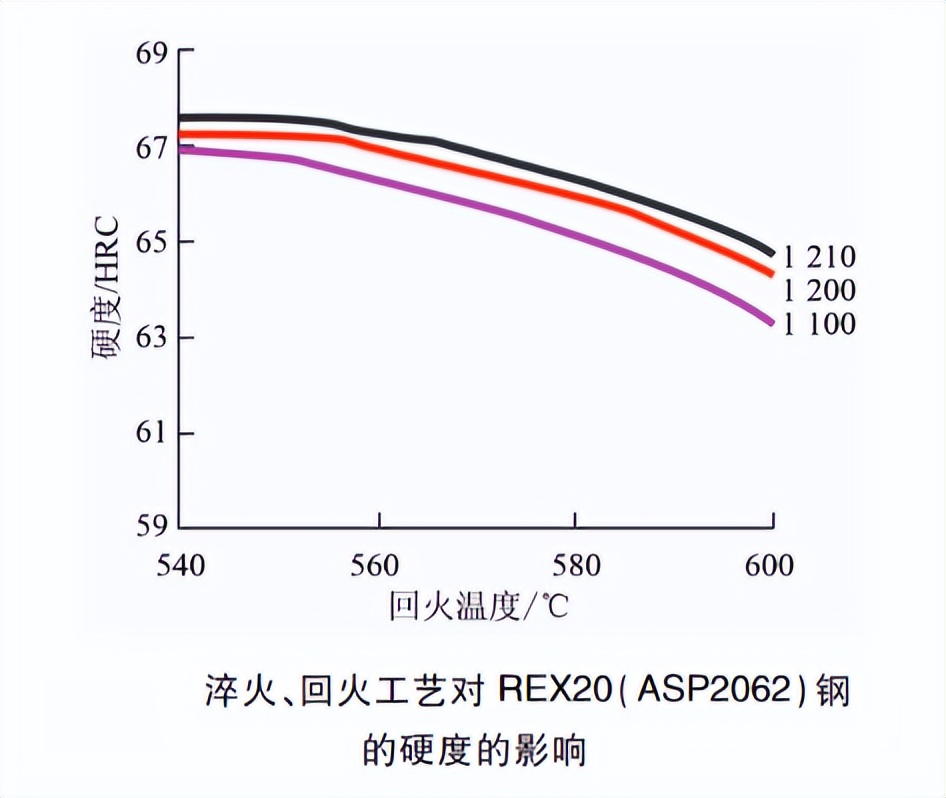
法国Erasteel公司给出的ASP 2062钢(标准AISIM62,同REX20)不同工艺率火、回火后的硬度。
1210C淬火、560C回火后硬度仍高于67HRC。
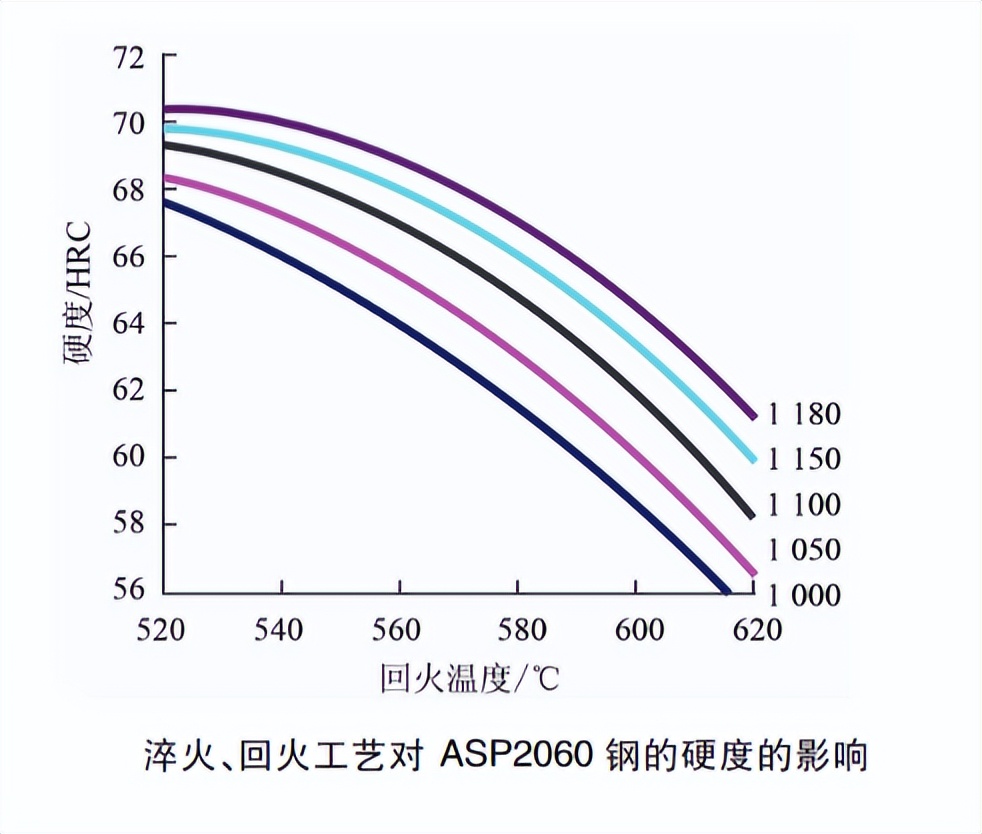
而含10%Co的粉末治金高速钢ASP2060硬度更高,ASP2060钢不同工艺淬火、回火后的硬度。
●—≺ 退火组织≻—●
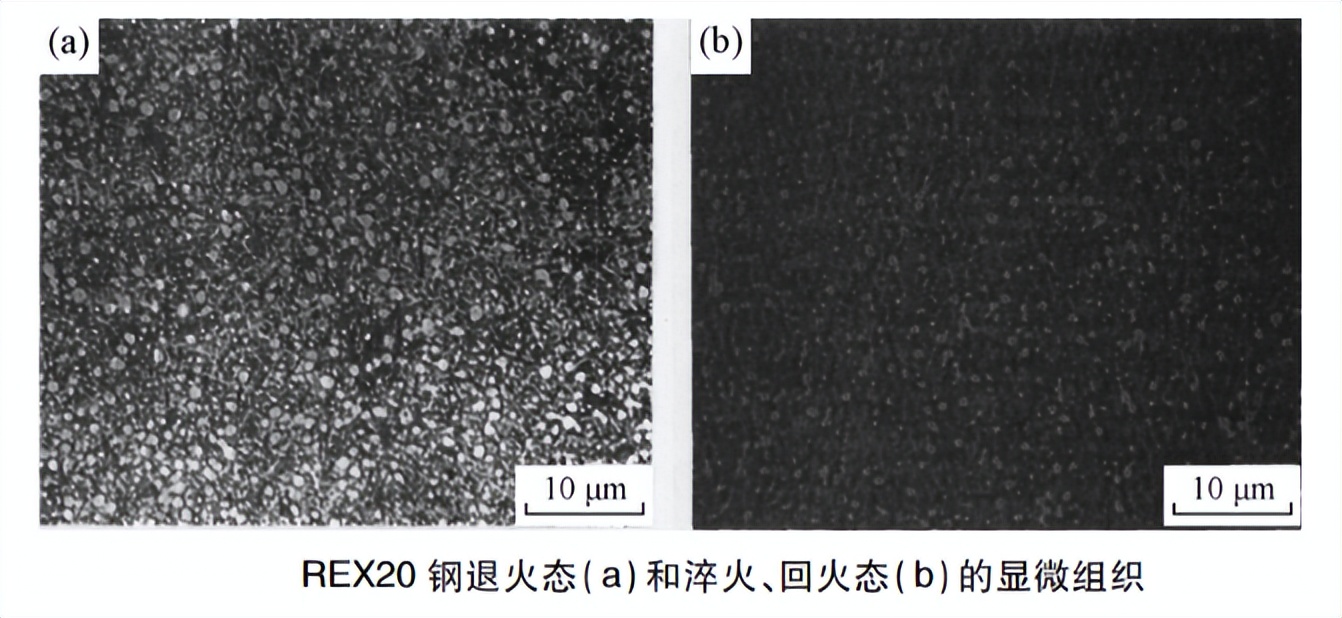
REX20和CRU20钢的显微组织没有差别,REX20钢退火和淬火、回火态的显微组织,钢中没有聚集或带状碳化物,碳化物很细小,分布均匀。
该含铂高速钢的退火组织由珠光体和MC、M6,C、M23,C6型碳化物组成,富铬的MC碳化物在奥氏体化时已溶于基体,淬火、回火后组织为回火马氏体、MC和M,C型碳化物。
REX20钢退火态组织中存在的较细小的碳化物颗粒在硬化处理后消失,说明这些细小碳化大多可能是MzC型二次碳化物。
在硬化状态下REX20CRU20钢的硬度为66~67HRC,组织为回火马氏体中分布着约20%的细球状合金碳化物(一次碳化物),退火态REX20和CRU20钢的硬度均为2024HRC。
●—≺ 淬火回火组织≻—●
Clemons等研究了热处理工艺对REX20钢的组织和性能的影响。
热处理工艺为:843°c预热1190C加热后49~55°c热油淬火,-48.9C冷处理,537C回火3次。
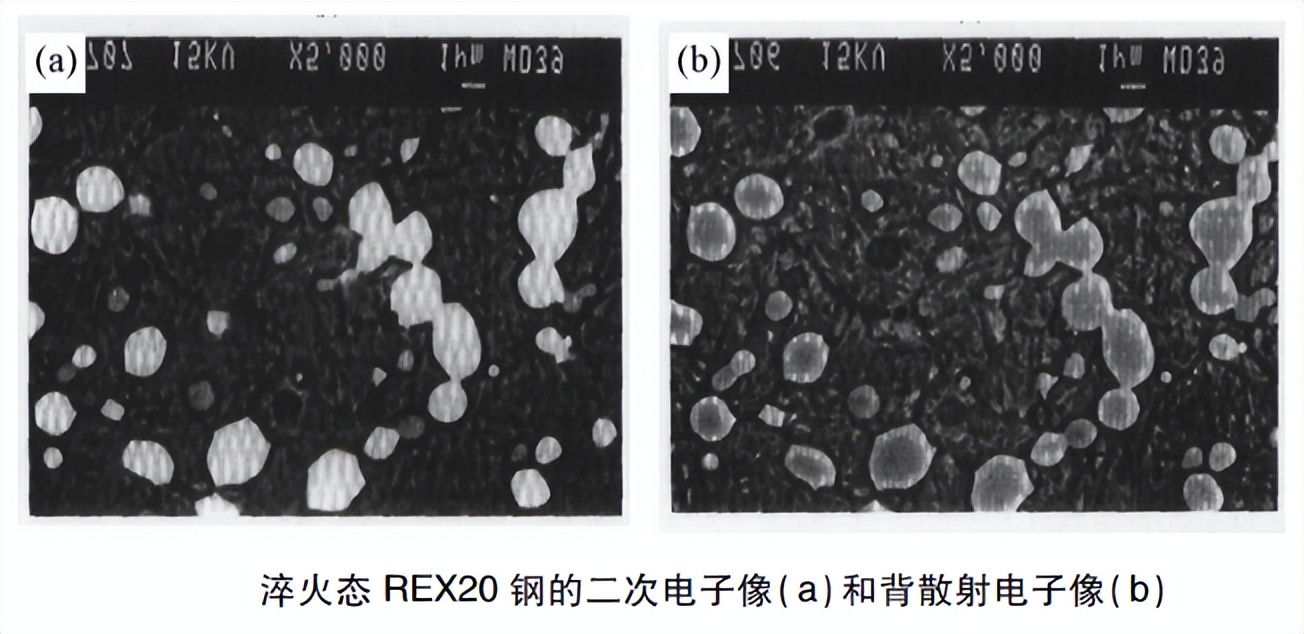
热处理后钢的显微组织,为回火索氏体和均匀分布的细小碳化物。
回火马氏体中分布有1~3um的碳化物颗粒(白亮粒子)和少量杂质颗粒(小于1m的灰暗粒子)。
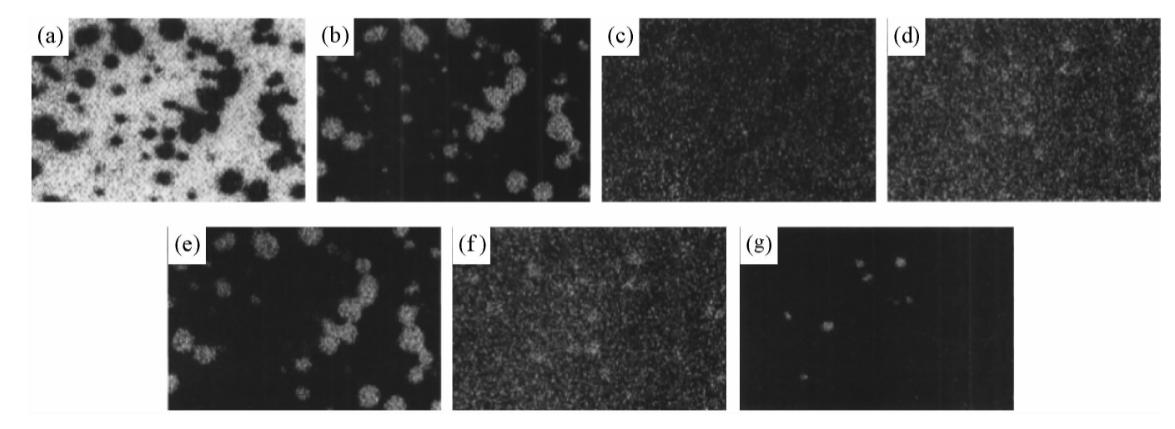
由于高原子量元素电子背反射系数增大,在BEI图中的白亮区域表明存在高原子量元素。
出现的白亮点极可能是含W和Mo的M,C型复合碳化物,那些更灰暗的小点表明是低原子量元素的化合物,如硫化物或氧化物,还有那些小的灰色颗粒可能是M6C型高钒碳化物,这些M6C型碳化物通常比M6C型碳化物细小。
●—≺ 疲劳寿命≻—●
滚动接触疲劳(RCF)性能是轴承的基本性能要求之一。
M.J.O’Brien用全尺寸的207轴承寿命机测定了由Si3N4球和REX20/CRU20钢套圈组成的混合轴承的滚动接触疲劳性能(RCF),并与52100钢轴承作了对比。
威布尔分布表明,在置信度为90%的情况下,先进材料REX20钢轴承的寿命是传统52100钢轴承的6.7倍,在置信度为50%的情况下,是传统52100钢轴承的12倍。
第三代粉末冶金高速钢杂质的含量比第二代降低了90%,其疲劳寿命将更高。
●—≺ 承载性能≻—●
轴承材料的承载性能包括两方面:一是施加大负荷时轴承不发生永久变形,这对航天轴承尤为重要,二是不产生力矩噪音,通常采用布氏压痕参数dp/D来衡量,dp代表用轮廓曲线仪测定的最深压痕深度,D代表球的直径。
前者抗布氏(压痕)失效的要求dp/D值为0.0001,而后者的dp/D小于前者,Leveille和Murphy的研究显示,dp/D为3x10~5x10-5。
w.Park等人比较了REX20和52100钢的dp/D与平均接触应力的关系,其硬度是轴承的典型硬度要求。
当dp/D=5x10-5时,这两者对应的接触应力分别为:REX20钢(67HRC)为4033MPa(585ksi),52100钢(61HRC)为3343MPa(48ksi),说明REX20钢的承载性能明显优于52100钢。