1. 物流的理想状态
在丰田的TPS理念中,理想的物流状态应该是最低的物流费用,最快的响应速度来满足客户需求。物流虽然是不增值的部分,但是如果规划不好,就会成为巨大浪费,所以对物流的管控追求的是精益求精,最理想的状态就是与需求同步化。
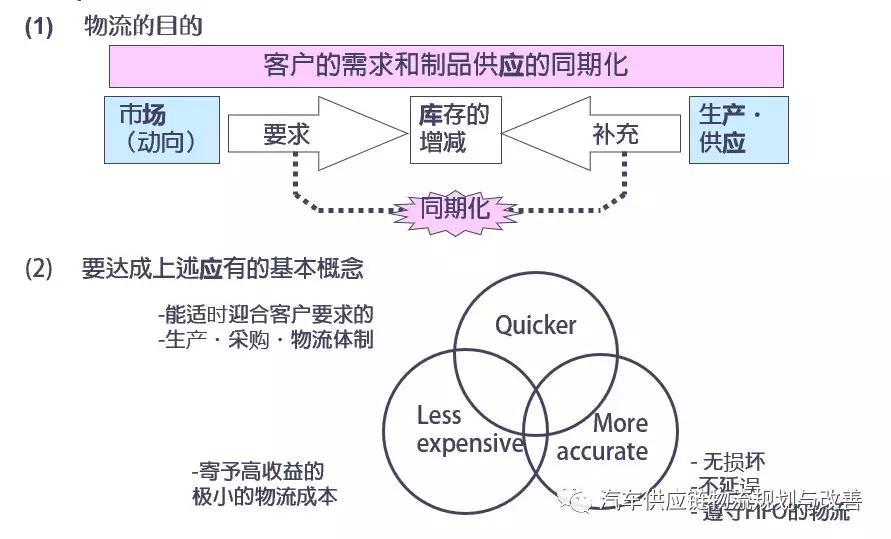
理想物流的四个基本原则
为了追求物流的理想姿态,物流就得满足以下四个原则,即物流需要呈现一个规律性的周期性,而不能无序的变化,否则就会大幅度提升物流成本。最大程度的缩短前置期,同步化物流为最高目标。另外因为在物流环节中,运输的成本占比最大,所以要尽最大可能提高装载效率。在有规律的,有周期的基础上追求能够适应市场的变化的柔性,即有应对市场变化的追随力。

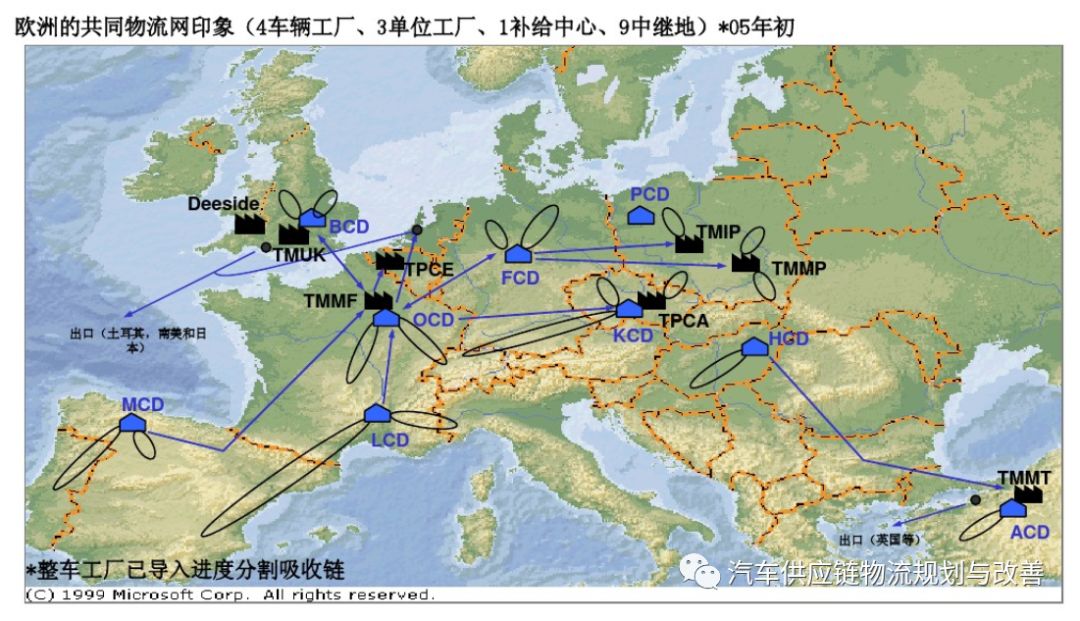
丰田物流之所以高效率,首先是因为为了支撑丰田的高生产、高效的供应物流“,丰田在全球超过7个国家建设了16个以上物流中继基地,也就是我们常说的Cross Dock。
这些物流中继基地在当地丰田,以及物流企划部的物流网络构筑计划中,“物流企划部·生产零部件物流部·服务零件物流部”的支援成员和当地丰田公司成员·基地运营公司一起支撑起来了物流中继基地系统。
通过跟日本的三井物流,NYK(日本邮船)丰田通商、特兰富力等全球型物流公司通力合作,形成了全球调度及供应能力。为了更有效的物流网而重新编制中继基地,扩大共同物流的范围。
2. 日本 国内采购零部件物流
丰田在日本三河地区的工厂特点
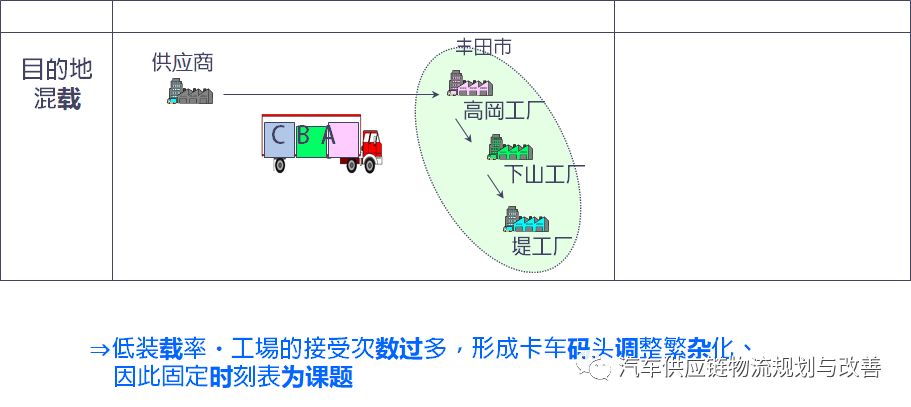
在日本国内的丰田工厂,因为零部件供应商比较集中,距离丰田都比较近,所以产生了一种叫直送便的物流方式,就是固定线路,供应商按照恒定路线直接按照时间窗口,直接送货到丰田的这种物流方式。也叫直送型物流。
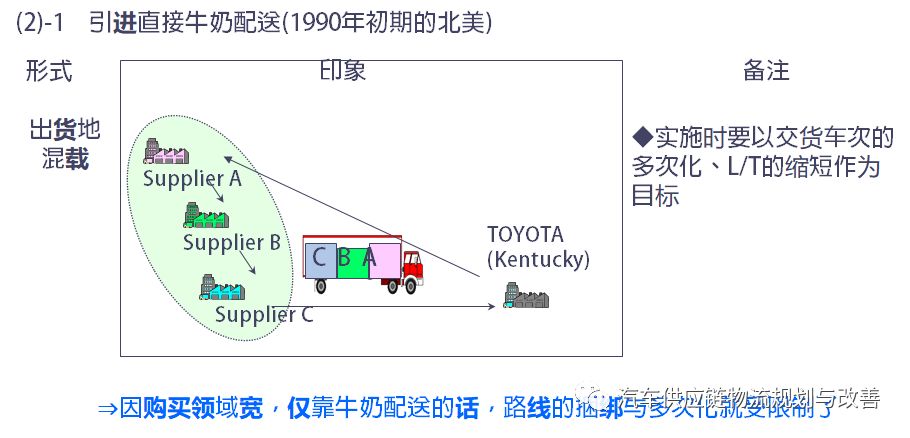
但随着着丰田扩张海外,因为在美国的地域比较广阔,传统的直送型物流产生比较大的浪费,所以丰田借鉴英国农场牛奶配送方式,而引入了Milk-Run的物流集货模式,也就是我们今天常常提起的取货模式或者集货模式。
北美的采购物流
在丰田北美,在2002年,丰田就有5个事业体,包括“加拿大= TMCD,美国= TVK(肯德基)·TMMIA(India)·TViWV(西弗吉尼亚)NUMMIV(加利福尼亚省= GM公司合资公司)”
在美国汽车产业分布较多的东海岸有4个丰田生产基地,同理,在这里有5个物流中继基地。
在西海岸,NUMMIA工厂因为附近的汽车产业少,对于零部件的采购,利用5个中继基地来筹措零件,但是从东海岸到NUMMIN的物流约有2800 Km以上的距离,作为物流手段在物流中继基地基地的产品集合是由集卡进行的,从物流中继基地到NUMMIN的是货车,物流L / T最少也需要5天。现在这个工厂已经2008年次贷危机以后关闭了。
北美丰田的物流历史
丰田首次在北美设立工厂是1984年。在当时有贸易摩擦等政策问题的时候,利用加利福尼亚的GM通用公司的一间快要倒闭工厂,和GM公司建立了合资公司“NUMMIN”。通用就是在那个时间接触到了丰田生产方式,从4年后的1988年开始,丰田相继在汽车产业集中的东海岸,设立了TMMON、TpK、TpV、TMMIV、TMMIV等生产工厂。

中继基地和物流形式的演变
随着NUMMIN工厂生产量的提高,开始在东海岸的汽车产业进行零件的采购,但是到NUMMIN工厂大约2800公里的远距离,为了寻求有效的物流运作,在底特律市设立了物流中转基地。这就是我们现在常说的CC模式。也叫中转物流模式。

当时,主流物流模式是从供应商到丰田直接运送零件的“直送型”,但物流成本要高很多、生产变动(生产台数、生产车型的变更、包括生产商的生产部件工程变更等)等 都 大大加大了物流成本。丰田从而产生了要建设中转基地物流的想法。另外,中继基地的功能也从传统的“从供应商到线边看板拉动供货”“作为制造物流应存在的姿态”,加入了“订单分割、多次化交货、共同物流”的内容。
门前型中继基地=在主机厂附近设置中继基地的 主机厂用卡车运送的物流方式
直供主机厂型中继基地=在主机厂的厂内设置的中继基地
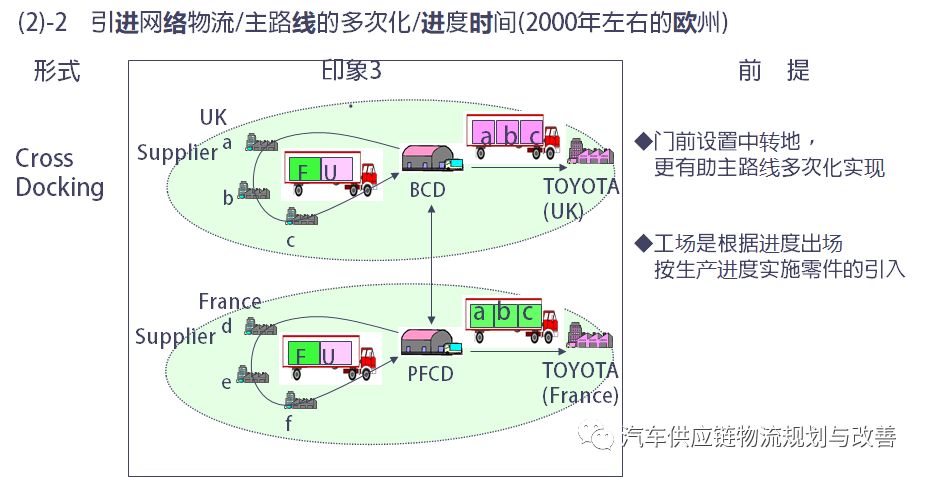
利用中继基地的中继物流
基本型式是辅路线(集荷便)和主路线(干线运输)的完全分离。
通过分离物流,在子路线或者叫辅助路线可以有效率的共同集聚零部件,从而减少物流成本。
在中继基地,可以进行分割,多次的附加价值,在干线运输可以直送到主机厂。更进一步的是,可以提高装载效率,从而降低物流成本。
在主机厂,因为中继地提前进行了匹配,与生产车型相符合程度提高 ,从而能够保证物流的平顺化,因此减少了厂内物流的拥挤程度、提高了工作效率。
另外,通过在中继基地 分割·多次运输,附加物流价值,根据生产进度,JIT到货,降低主机厂的库存,并且从订货到线边进入东西为止的采购引领时间(L / T)可以缩短。(车型分类生产变更・采购方货物量变更等)
这样一来,通过物流先期规划“把握物流全局的物流体制”的结构,从而可以建立“能够追随生产变动的物流机制”。
这样即使因为根据顾客的需求的变动了,导致生产变动了…,生产车的比例变了,目的地的生产工序变了…等……物流的负荷和货物也会随之变化··· ···
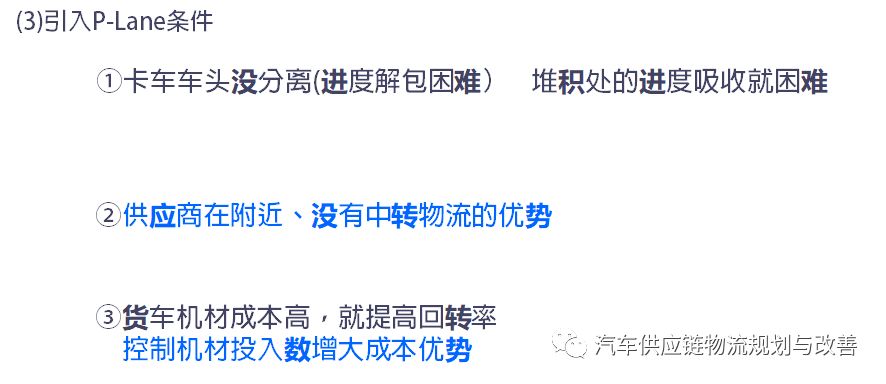
3. P-Lane的目的

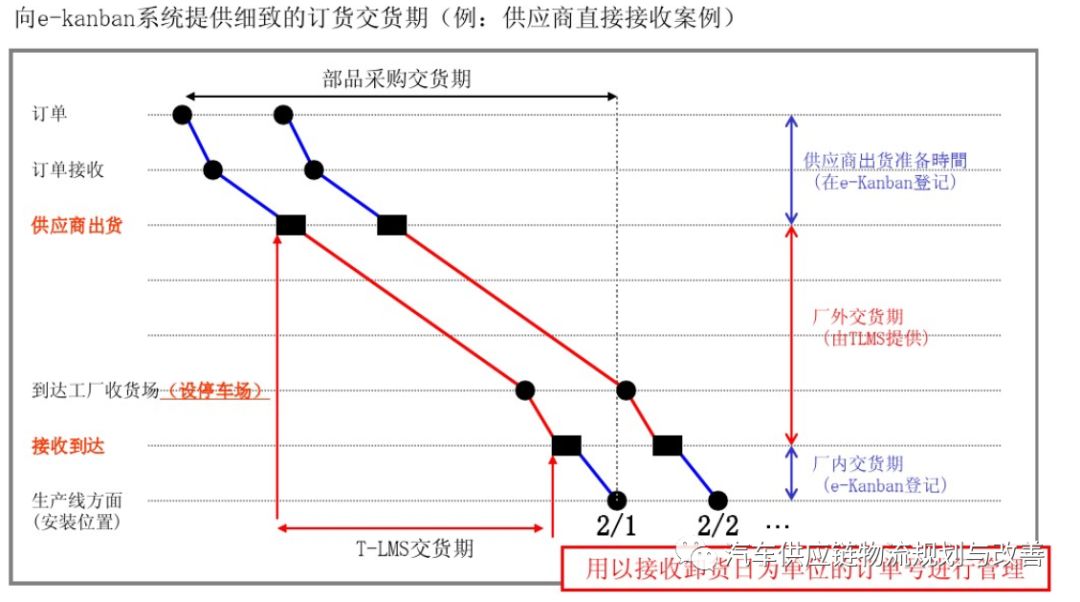
当然了,引入P-Lane模式虽然好,但也少不了信息系统的支撑。丰田物流两大支柱信息系统分别是大名鼎鼎的【E-Kanban】系统,与【T-LMS】系统。
【物流所牵涉的周边系统图】
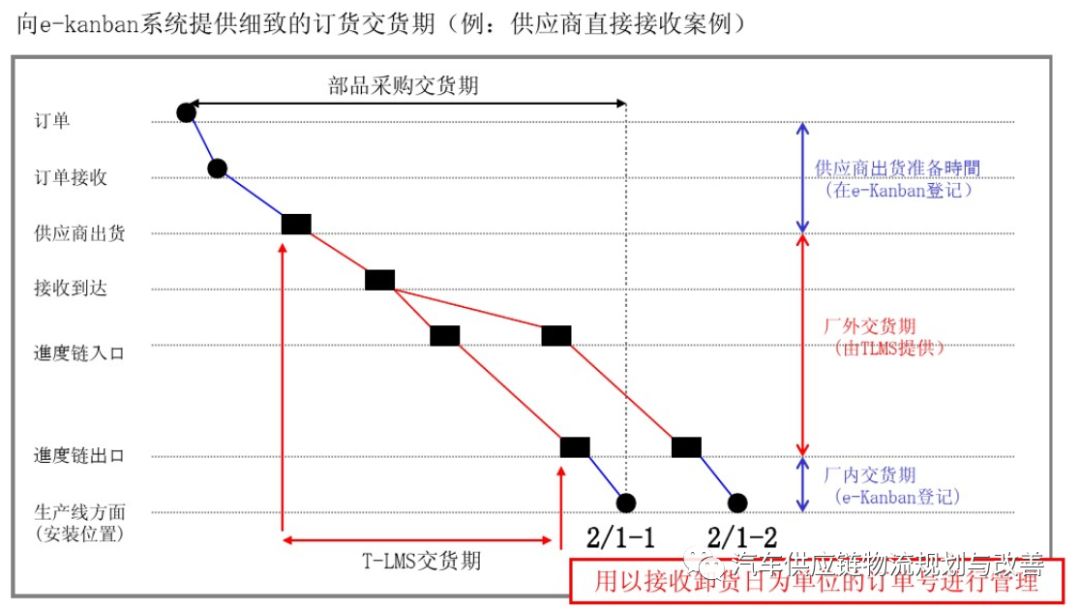
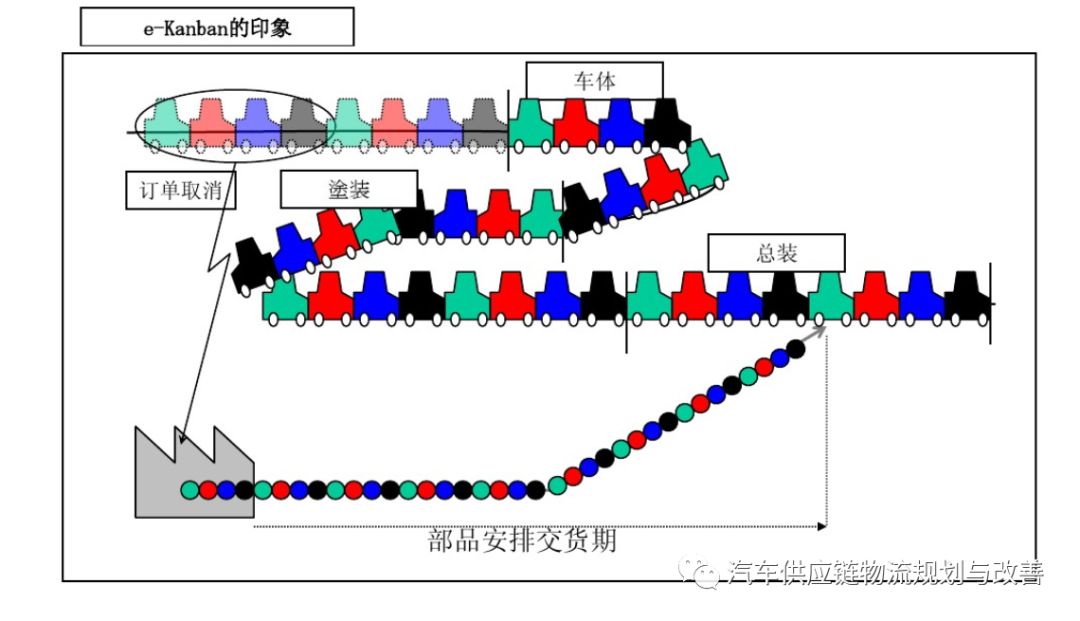
【E-Kanban】系统
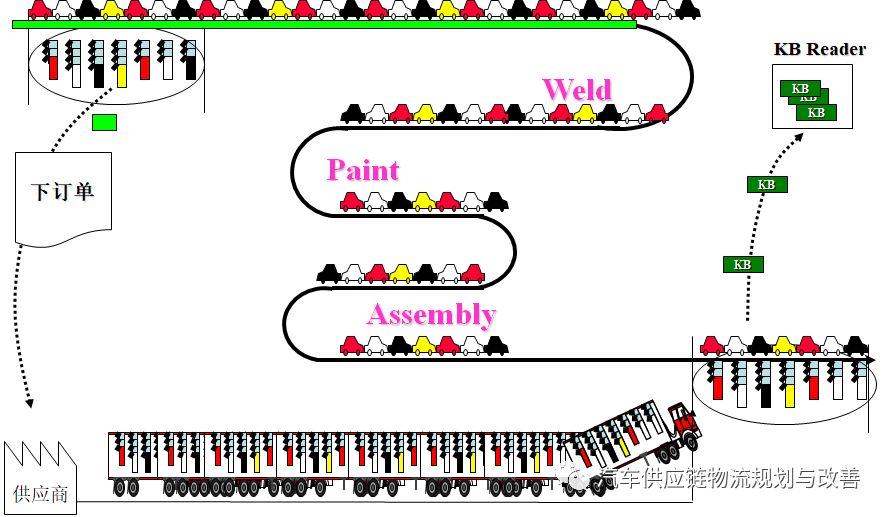
是反映了车辆的未到货顺序(确定的生产顺序)和生产进度的系统。即“配合生产的零件订货”。
E-Kanban下订单的方式
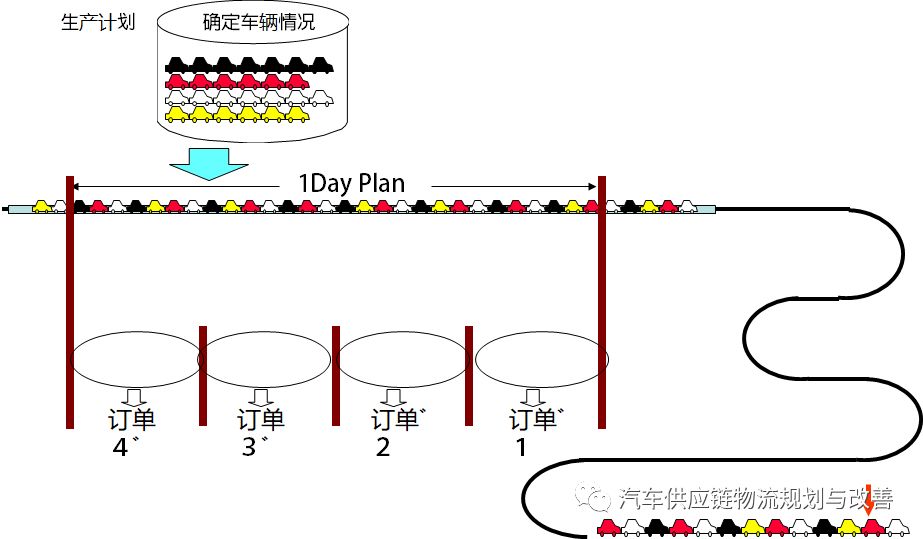
E-Kanban的流程
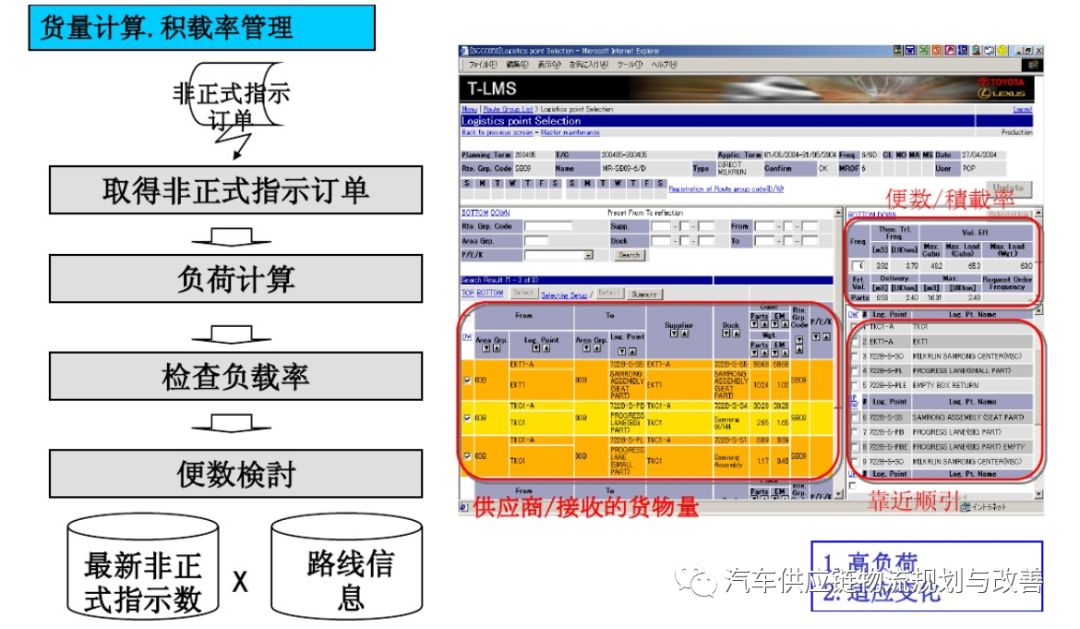
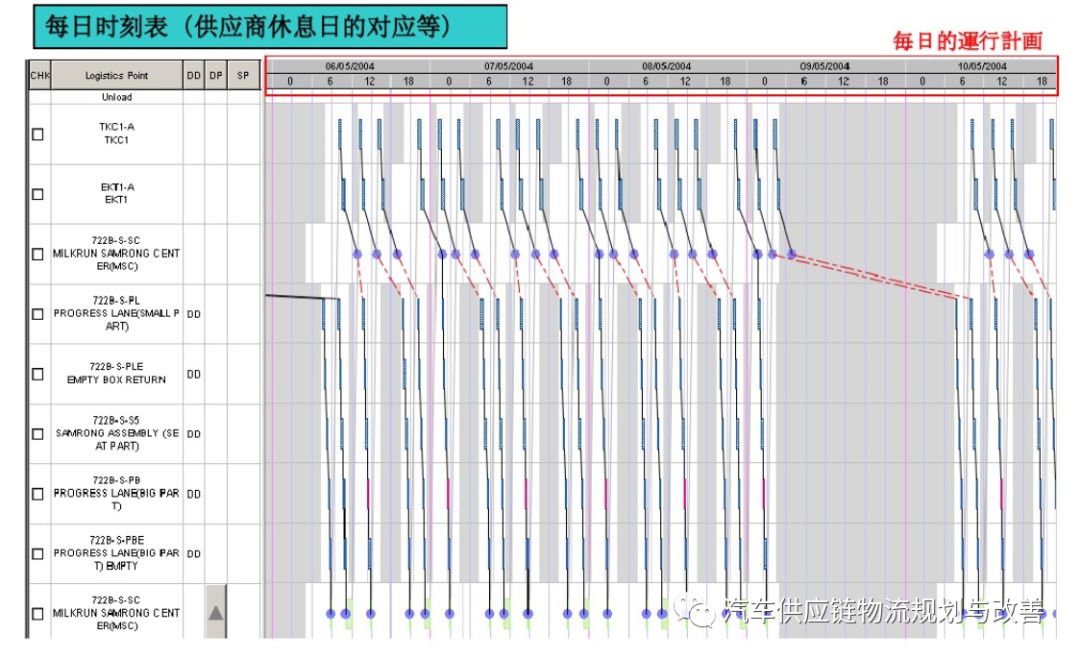
【T-LMS】系统
主要是为了保证物流按照规定的时序供应的物流系统。

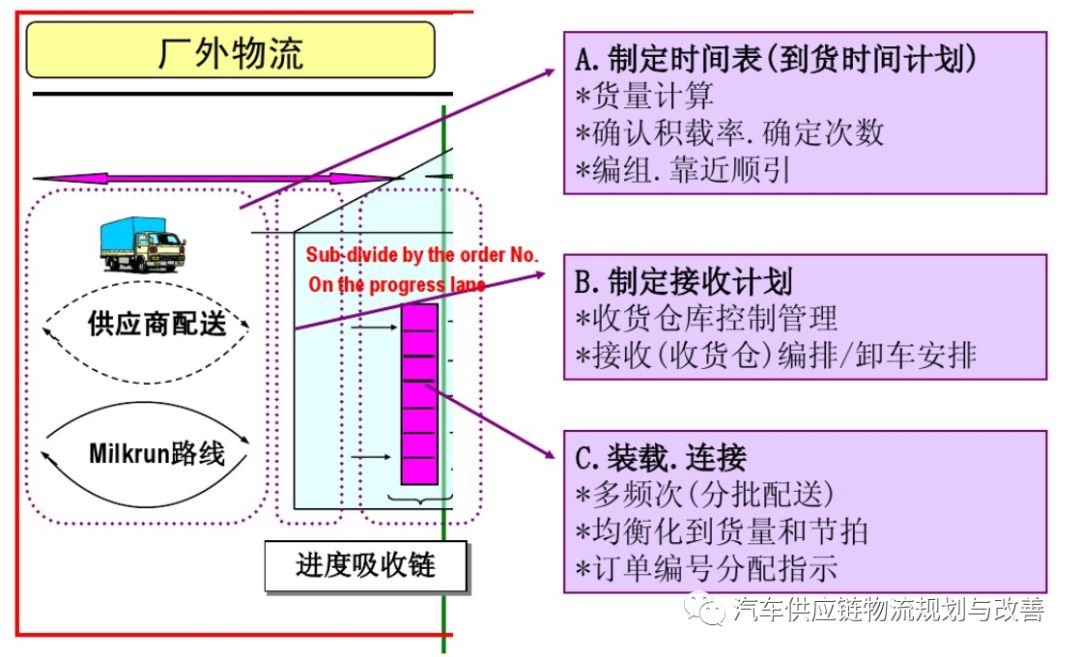
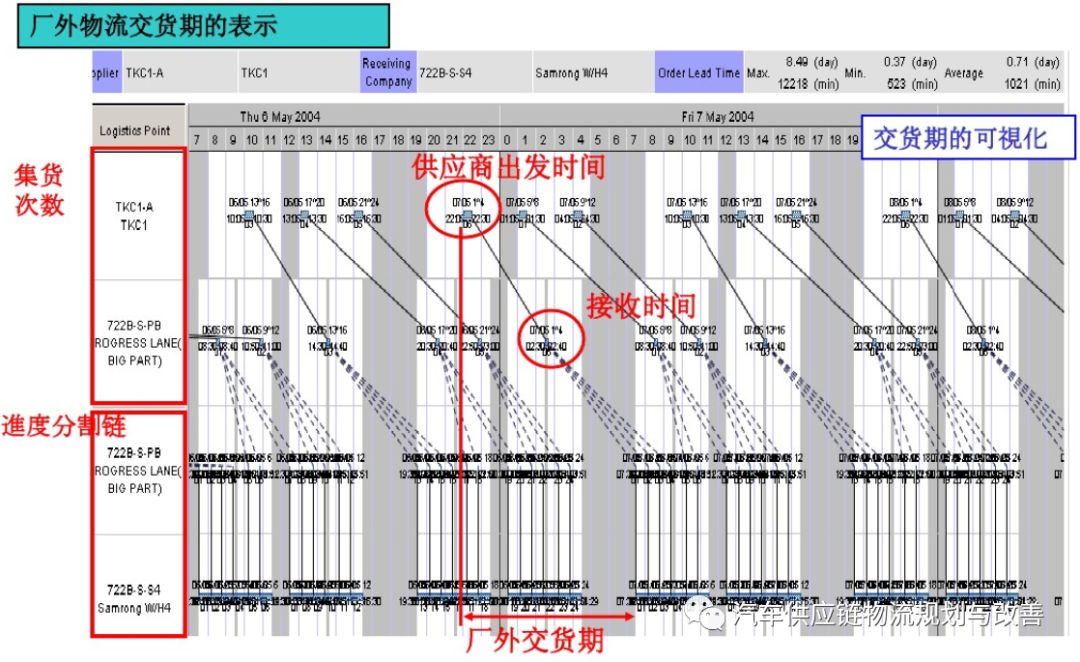
厂外物流方面,TLMS适用的范围


厂外物流方面




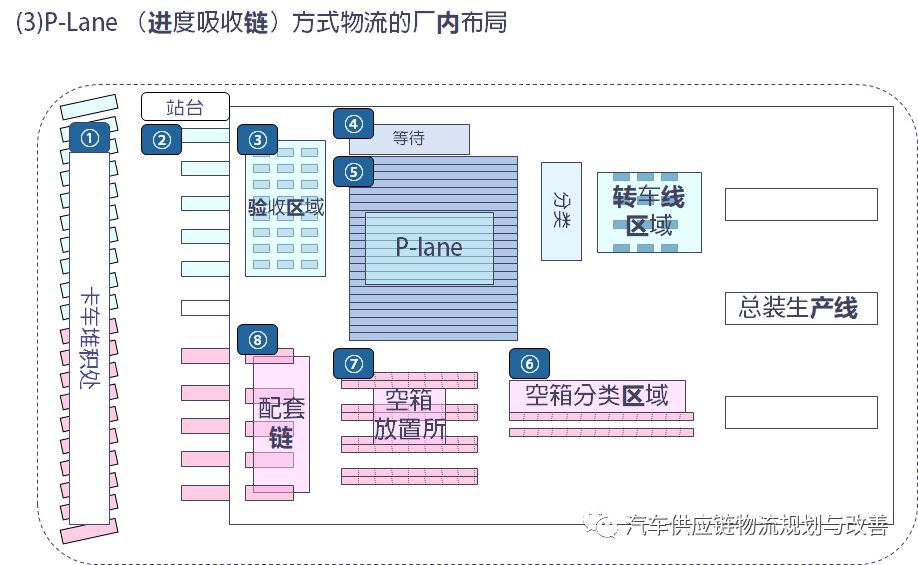
中继基地的布局结构
主要是9个项目的布局构成。
这个,布局构成,根据基地的空间、货量、结构,位置关系会改变。
①辅助路线Yard场
②辅助路线
③实箱线
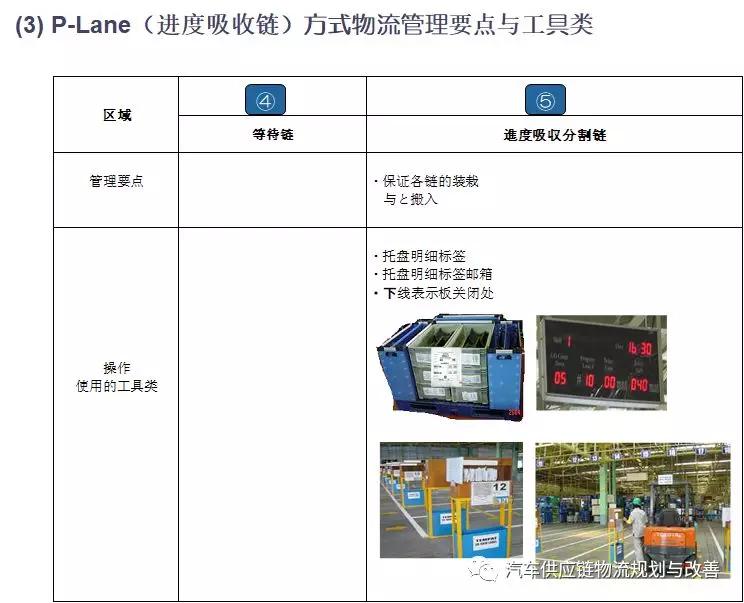
④等待线
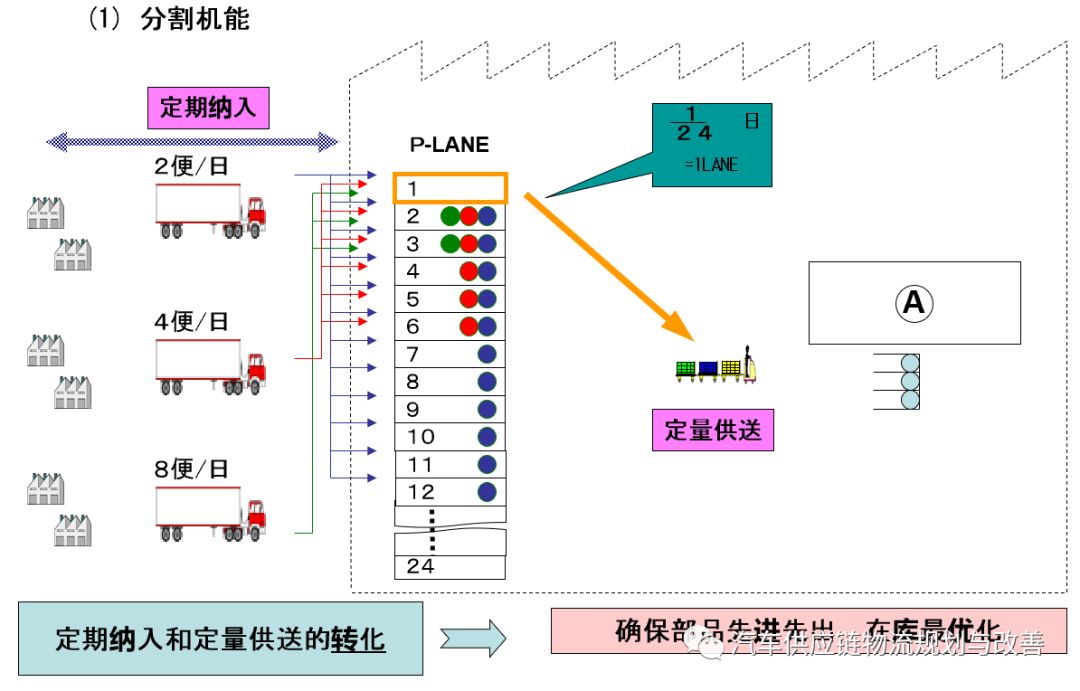
⑤Repack分装线
⑥Set Line
⑦主路线
⑧主路线Yard场
⑨Return Line 空箱回收线
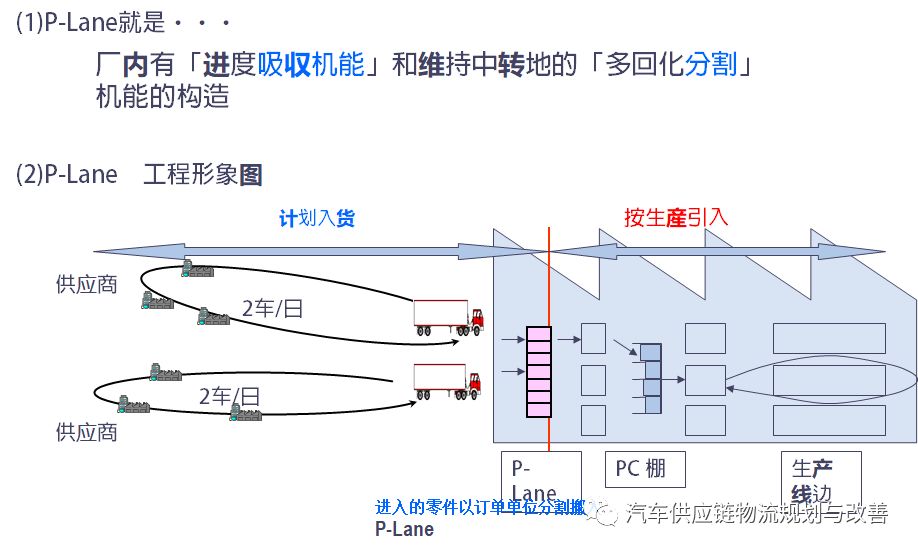
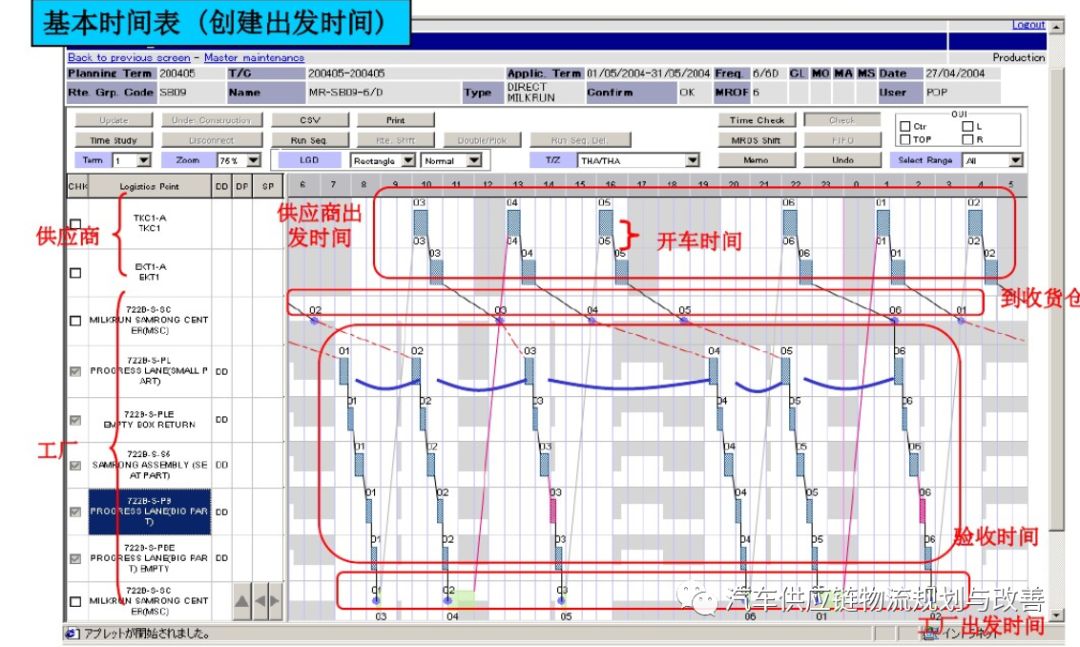
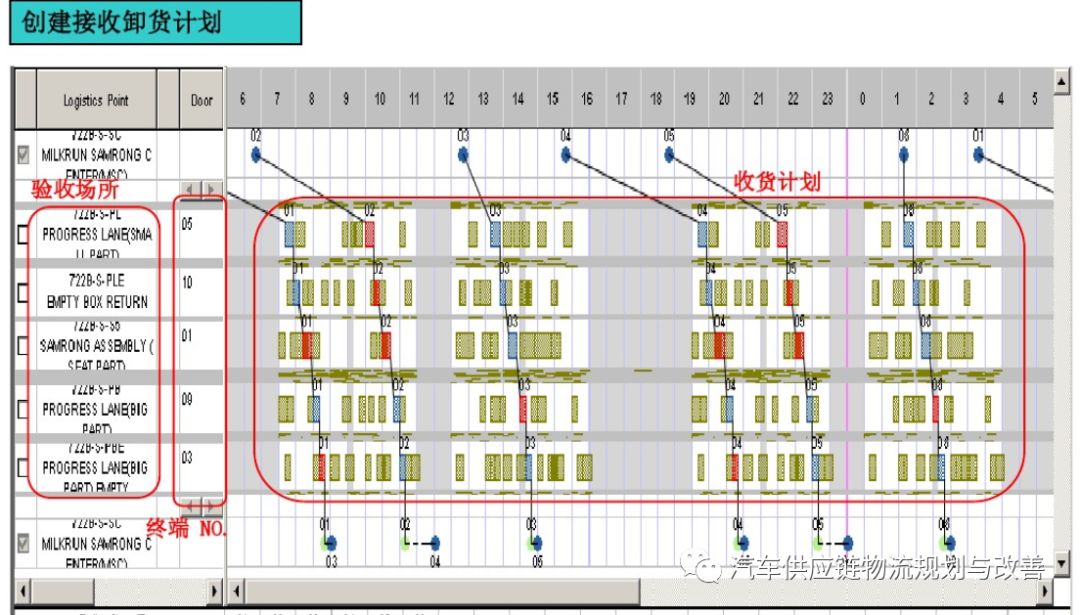
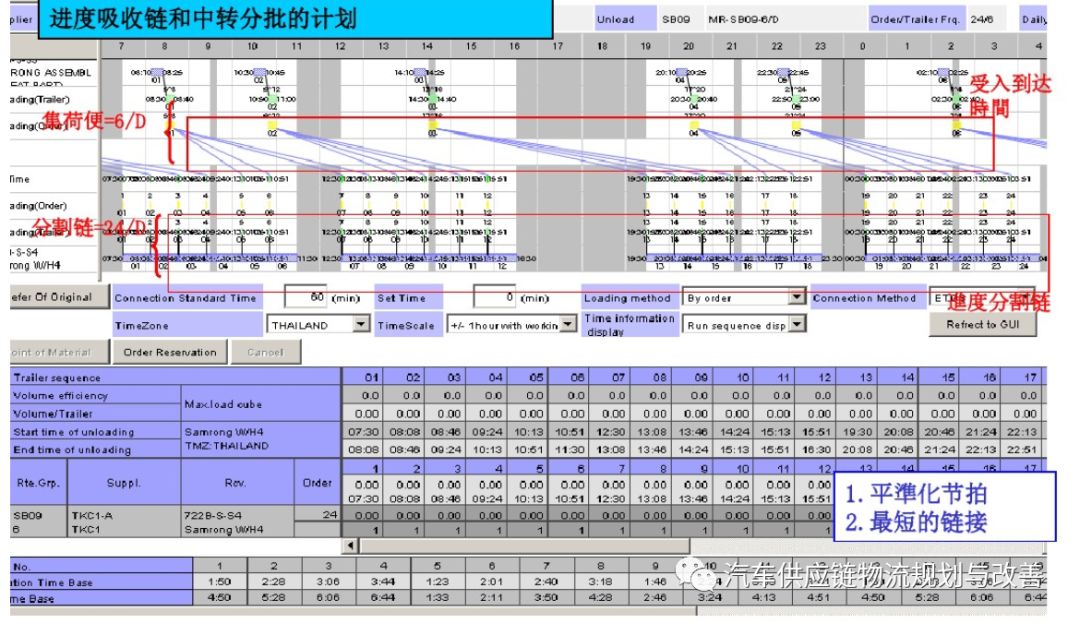
4. P-lane的全体工序印象
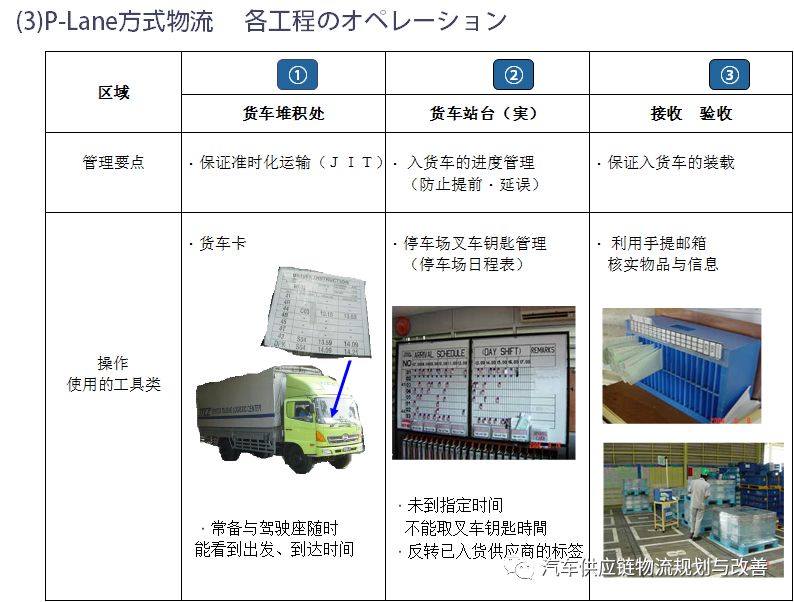
5. P-Lane的基本功能

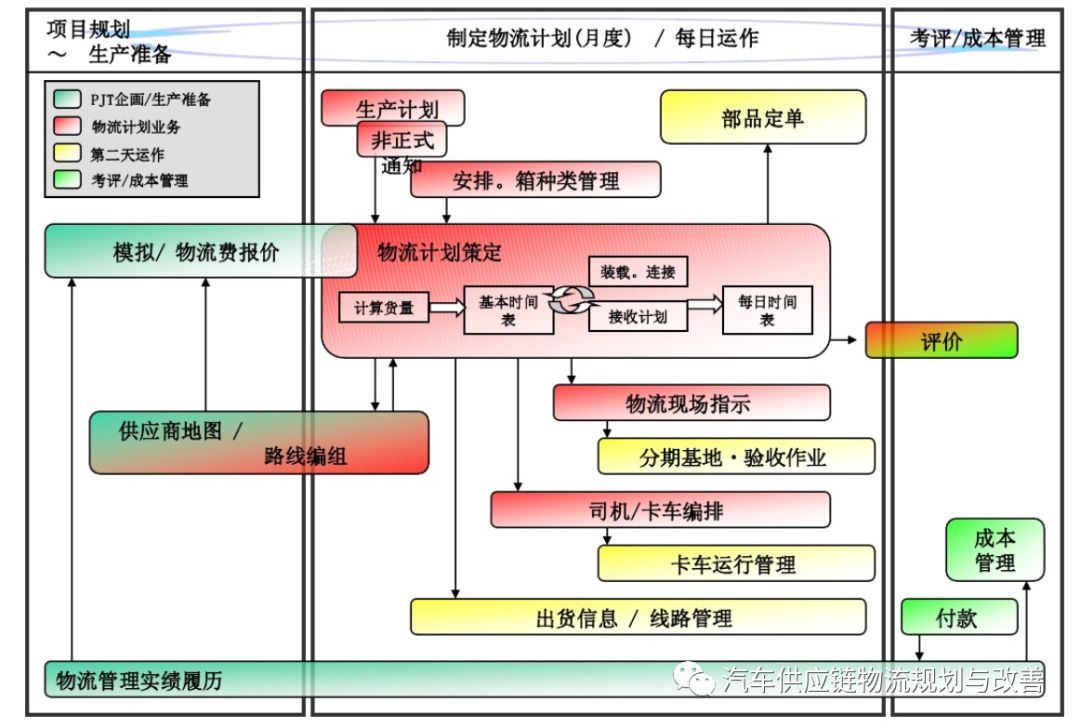
6. P-Lane的操作


文章内容来源于网络,编辑整理作品。