如何让你的开粗效率提升?
有网友用G71循环开粗,问我有没有办法再帮忙提升点效率?目前主轴转速以调至极限,进给速度F也不能再调高,每次吃刀深度也不能再改,看来工艺高手都遇到瓶颈了。
经过了解,该网友主要加工铜铝材料,毛坯为棒材,采用G71粗车循环指令。于是我就让他检查一下系统参数P3802号的第0位与第1位是多少?还有P3827号参数的数值,检查发现都是默认值0,这是兼顾设置值。于是对于该网友的需求是可以满足的,于是建议把P3802号参数第0位与第1位均设置为1,P3827设置为2,优化完成之后启动加工。
粗车时间由原来的34秒缩短到了29秒,提升了5秒,效率提升了10%。下面我们来讲这三个参数的含义:
·P3802.0设置为1,表示G71/G72以G00定位方式跳到切削位置。默认值0是以G01方式跳到切切位置。P3802.1设置为1,表示G71/G72以G00方式让刀默认值0,是以G01方式让直线轴G00/G01谁快谁慢。
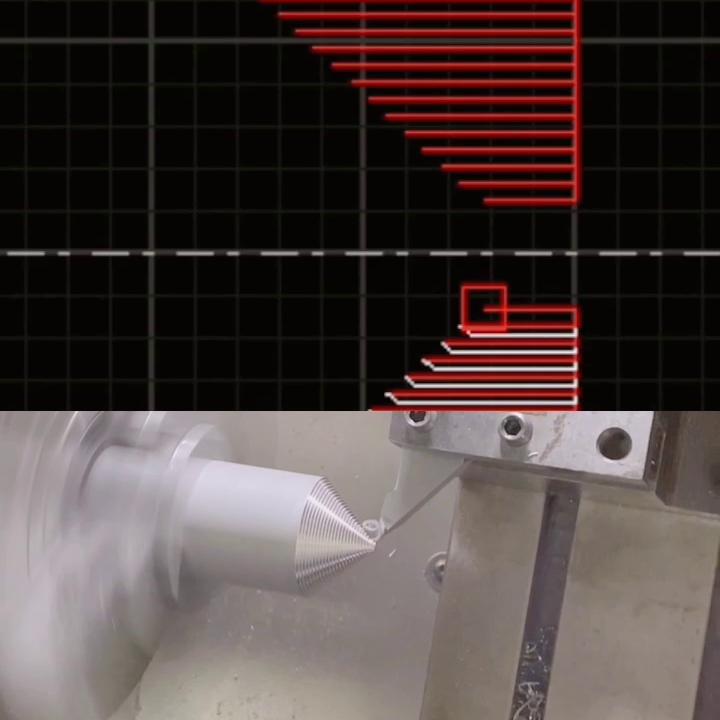
相信大家都明白P3827设置为2,表示G71/G72无粗车轮廓阶段,直白一点讲就是省略了半精车这一步。粗车完成之后是这样一个效果,对于铜铝料直接精车是可以的。P3827默认为0,表示G71/G72有半精车这一步。
粗车完成之后保证精车余量比较均匀,适合于材料较硬或者对表面要求较高的场合。P3827还可以设置1,表示G71/G72有沿着轮廓切出的动作,但是没有半精车的步骤。这种方式加工在每一刀切削过程中,都会沿轮廓切出一段,不会留下方式2的残料,并且也没有方式0下。半精车走刀中遇到毛料忽多忽少的情况,非常适用于高硬度材料的加工中,对刀具的保护有效延长刀具使用寿命,但是效率可能会稍微低一些。
你学会了吗?关注我,掌握更多凯恩帝小技能。