西门子 S7-1200是一款紧凑型、模块化的PLC,扩展性能比较优秀,可完成一些简单和高级的逻辑控制、自带以太网口,与HMI,PC等上位机通讯方便快捷 。此外,它具有支持小型运动控制系统、过程控制系统的高级应用功能。接下来为大家分享一下西门子1200运动控制程序。
点击“指令”、“工艺”、“运动控制”,出现运动控制指令。

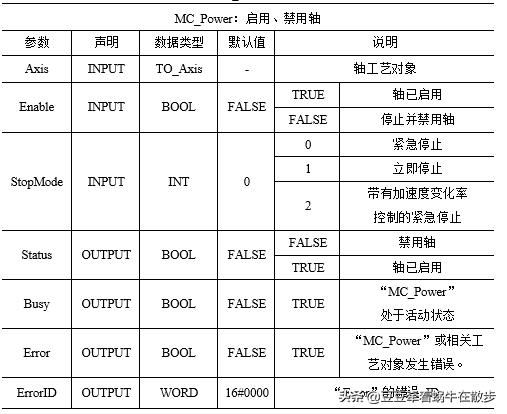
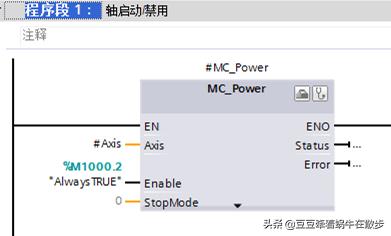
1. MC_Power:启用、禁用轴
“MC_Power”运动控制指令可启用或禁用轴。
要求:
① 定位轴工艺对象已正确组态;
② 没有待决的启用/禁止错误。
要启用轴,请按下列步骤操作:
① 首先检查是否满足上述要求;
② 使用所需值对输入参数“StopMode”进行初始化。将输入参数“Enable”设置为 TRUE。轴已启用。 输出参数“Status”和工艺对象变量<轴名称> StatusBits.Enable的值为TRUE。
要禁用轴,可以按照下列步骤操作:
① 停止轴。可以通过工艺对象变量 <轴名称>.StatusBits.StandStill 识别轴何时处于停止状态;
② 在轴停止后,将输入参数“Enable”设置为 FALSE;
③ 如果输出参数“Busy”和“Status”以及工艺对象变量 <轴名称>.StatusBits.Enable的值均为 FALSE,则说明禁用轴已完成。
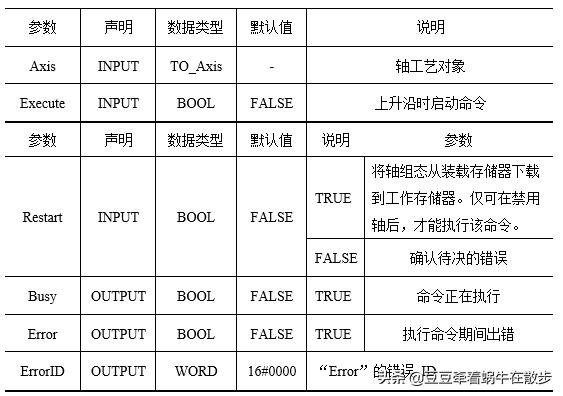
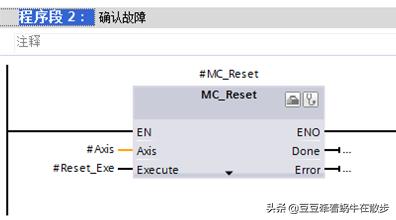
2. MC_Reset:确认故障
运动控制指令“MC_Reset”可用于确认“伴随轴停止出现的运行错误”和“组态错误”。
要求:
① 定位轴工艺对象已正确组态;
② 已经清除了引起这些需确认的待决组态错误的原因(例如,已将定位轴工艺对象中的加速度更改为有效值)。
要确认错误,请按照下列步骤操作:
① 首先检查是否满足上述要求;
② 从输入参数“Execute”的上升沿开始确认错误;
③ 如果输出参数“Done”的值为TRUE,同时工艺对象变量 <轴名称> StatusBits.Error 的值为FALSE,则说明错误已被确认。
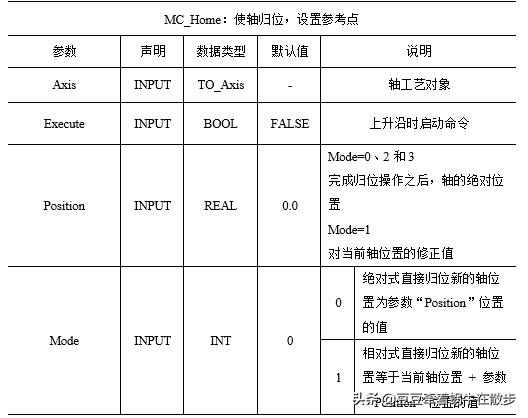
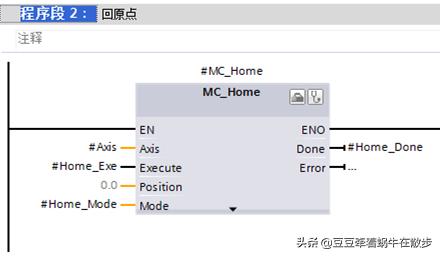
3. MC_Home: 使轴归位,设置参考点
使用“MC_Home”运动控制指令可将轴坐标与实际物理驱动器位置匹配。 轴的绝对定位需要归位。可执行以下类型的归位:
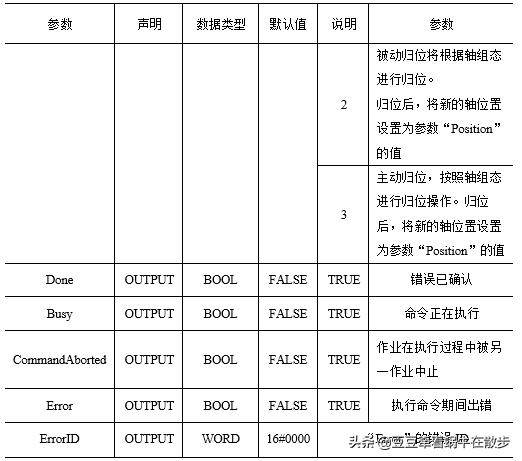
① 主动归位(Mode=3)自动执行归位步骤;
② 被动归位(Mode=2)被动归位期间,运动控制指令“MC_Home”不会执行任何归位运动。用户必须通过其它运动控制指令,执行这一步骤中所需的往返运动。检测到归位开关时,轴即归位;
③ 直接绝对归位(Mode=0)将当前的轴位置设置为参数“Position”的值;
④ 直接相对归位(Mode=1)将当前轴位置的偏移值设置为参数“Position”的值。
要求:
① 定位轴工艺对象已正确组态;
② 轴已启用;
要使轴归位,请按下列步骤操作:
① 首先检查是否满足上述要求;
② 使用这些值提供所需的输入参数,然后在输入参数“Execute”的上升沿开始归位;
③ 输出参数“Done”和工艺对象变量 <轴名称> StatusBits.HomingDone的值为 TRUE,则说明归位已完成。
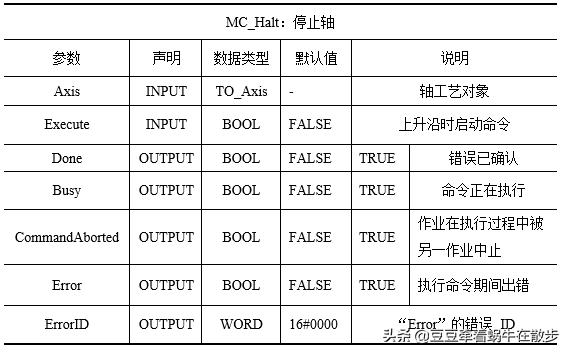
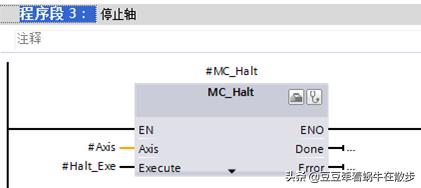
4. MC_Halt: 停止轴
通过运动控制指令“MC_Halt”,可停止所有运动并以组态的减速度停止轴。
要求:
① 定位轴工艺对象已正确组态;
② 轴已启用。
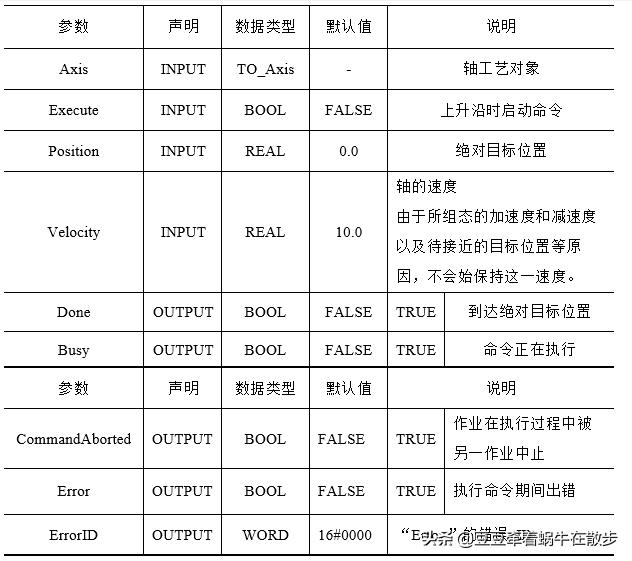
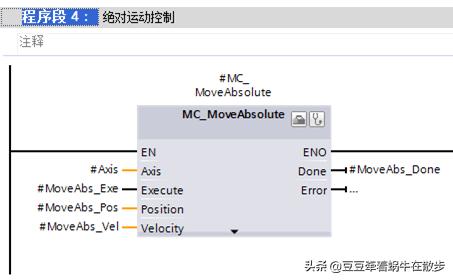
5. MC_MoveAbsolute:轴的绝对定位
运动控制指令“MC_MoveAbsolute”启动轴定位运动,以将轴移动到某个绝对位置。
要求:
① 定位轴工艺对象已正确组态;
② 轴已启用;
③ 轴已回原点。
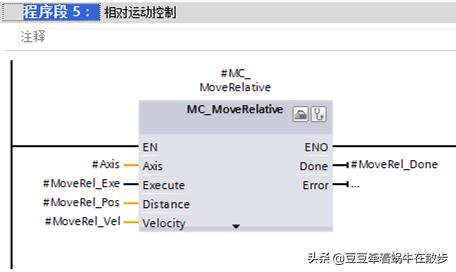
6. MC_MoveRelative:轴的相对定位
通过运动控制指令“MC_MoveRelative”,启动相对于起始位置的定位运动。
要求:
① 定位轴工艺对象已正确组态;
② 轴已启用。

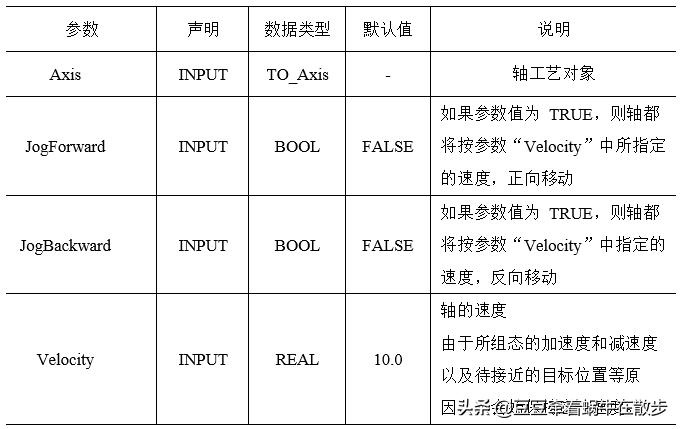
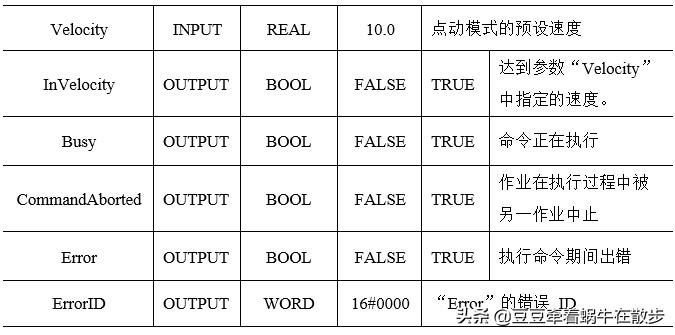
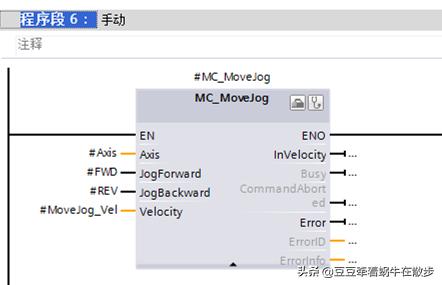
7. MC_MoveJog:在点动模式下移动轴
通过运动控制指令“MC_MoveJog”,在点动模式下以指定的速度连续移动轴。 例如,可以使用该运动控制指令进行测试和调试。
要求:
① 定位轴工艺对象已正确组态;
② 轴已启用。
如果两个参数同时为 TRUE,轴将根据所组态的减速度直至停止。 通过参数“Error”、“ErrorID”和“ErrorInfo”,指出了错误。
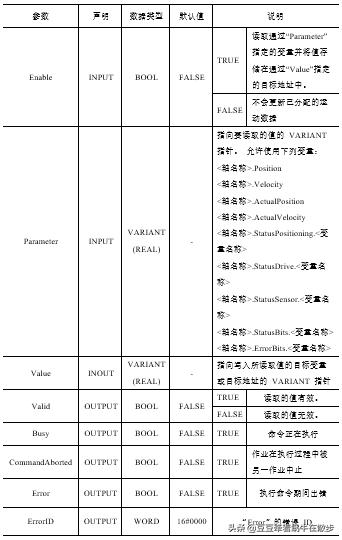
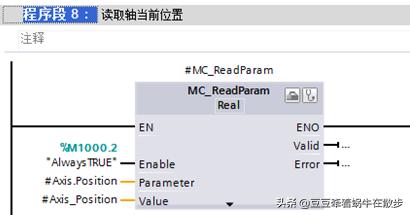
8. MC_ReadParam:连续读取定位轴的运动数据
“MC_ReadParam”运动控制指令可连续读取轴的运动数据和状态消息。相应变量的当前值在命令的起始处决定。
要求:定位轴工艺对象已正确组态
可以读取以下运动数据和状态消息:
① 轴的实际位置
② 轴的实际速度
③ 当前的跟随误差
④ 驱动器状态
⑤ 编码器状态
⑥ 状态位
⑦ 错误位