
导读
宝马、奔驰为啥坚持用全铝发动机?原因有两点:首先,铝件材质轻,适应了汽车轻量化的需要;其次,目前的工艺水平下,铝件的加工不再是难题!
有金粉可能会说:熔点低,硬度不高且偏软,铝件加工本就不易;且温度升高后塑性增大,更是难上加难。变形、粘刀、切屑瘤是常常面临的问题,但当你找到好刀具,铝件加工就不再是难题了。今天,小编就给大家介绍三款大师级刀具,它们都是历经市场考验,广受同行好评的铸铝加工工具,点击索取资料。
京 瓷
DLC涂层 PDL025

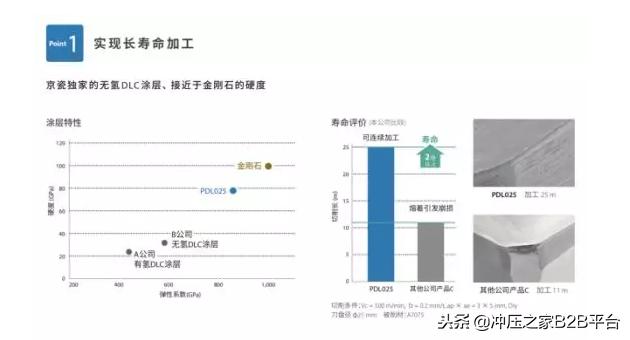
京瓷DLC涂层——PDL025产品是实现高品质、长寿命的铝加工工具。其接近于金刚石的硬度可实现长寿命;优越的耐铝熔着性造就精美加工面;同时,还可对应车削、铣削、切断加工的丰富产品系列。
- 实现长寿命加工
- 精美加工面
- 实现稳定加工
- 丰富的产品系列




山 特 维 克 可 乐 满
M5F90,一次走刀完成粗加工和精加工
M5F90在加工零件时无毛刺、划痕或崩刃,是一种能通过一次走刀即完成粗加工和精加工的概念型面铣刀,从而可节省时间。
这款铣刀 (直径:25–80 mm (0.98–3.15英寸) 专为薄壁铝件设计,采用焊接PCD刀刃,无需任何调节,进给率高,无切削振动。
特征和优势
- 虽然专为铝件的薄壁铣削工序设计,但也能适用于大吃刀量的场合
- 直接完成精加工,实现出色表面质量
- 高进给率
- 可加工铝合金工件,而不会产生毛刺、划痕和崩刃
- 一次走刀即完成完成粗精加工
- 灵活性高可加工同一零件上的不同位置
- 无需调整
- 刀具寿命优于常规铣刀
- 冷却液消耗低,环境友好

- 客户案例1

客户案例2
应用
- 这款铣刀 (直径:25–80 mm (0.98–3.15英寸) 专为薄壁铝件设计,采用焊接PCD刀刃,无需任何调节,进给率高,无切削振动。
- 最大切深为4.00 mm (0.157英寸)。
- M5F90专为在变速箱壳体、以及其它各种吃刀量从窄到宽的所有汽车铝制零件的加工而设计制造 (尤其适用于薄壁零件)。
喜 威 一
CVE整体硬质合金山型钻—D9.05*20*150*d10

产品特点
- 特殊的沟槽槽型与精细的表面光洁度,使铁屑可以顺畅的排出,不产生积屑瘤;
- 精确计算的前后角设计,使刀具可以快速的切削,有很高的使用寿命;
- 特殊的钻尖结构,使刀具有很好的定心效果,加工后孔的直线度达到最佳效果。
应用案例

结论
铝合金因其熔点较低,硬度不高且偏软,温度升高后塑性增大,在高温高压作用下,切削界面摩擦力很大,容易粘刀;在频繁钻孔过程中容易有切削瘤,也会有很多毛刺,所以在加工过程中需要铝合金专用钻头。
喜威一整体硬质合金铝合金专用钻头用于包括变形铝合金、铸造铝合金、铜合金等有色金属。其长切屑、特殊的槽型和处理工艺,更加利于排屑流畅,耐用度更高。
——END——
