若你我之间有缘,关注作者又何妨?
两情若是久长时,又岂在朝朝暮暮。
#数控#
有朋友问到过笔者:“感觉学习FANUC PMC好难,怎么样才能快速入门?”其实,在学习的路上,压根就没有捷径可走。
接触过其他品牌PLC的人,再去学习PMC理解起来会容易很多,它们之间的“构成”和“工作原理”都很相似,又有所不同。
本期笔者将介绍一下FANUC PMC的软件硬件构成以及工作原理,理解嚼碎之后,才是迈出了“快速入门”的第一步。
一、PMC的构成
PMC的构成是由两部分构成的:硬件和软件。
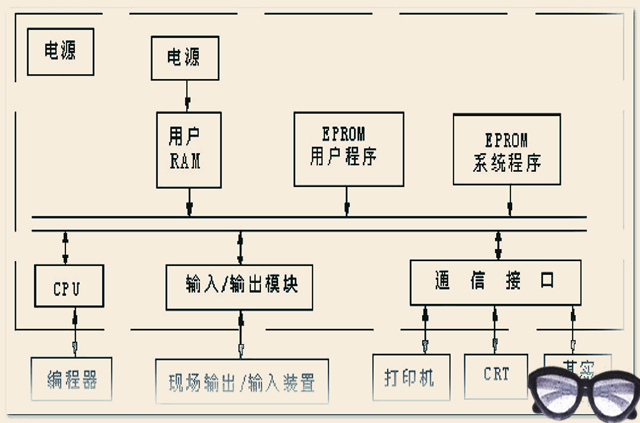
1、PMC硬件构成
无需多言,一张图即可诠释:
2、PMC软件构成
PMC软件构成都有些什么?你可以把它理解为“程序”,它包括系统程序和用户程序。
系统程序
像一台完整的FANUC加工中心,它的系统程式里又包括监控程序、编译程序、诊断程序等。
下面概括一下它们的含义:
- 监控程序:它的权力很大,类似于“带着袖章在车间游走的管理者”,所以被称为管理程序,用于管理整机
- 编译程序:顾名思义,相当于一个“翻译”,它的作用是把程序语言编译成机器语言
- 诊断程序:它扮演了个“医生”的角色,可以预防也可以诊治
用户程序
而像我们FANUC“小黄机”的PMC1程序,属于系统程序的范畴,是由生产厂家内置写入在EPROM,用户是不可以直接读取/写入的。
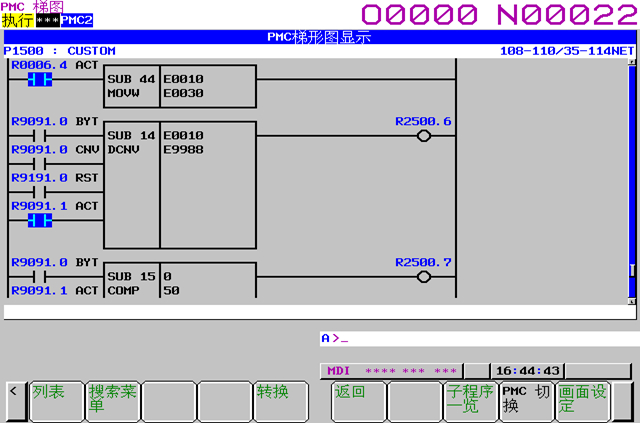
而PMC2可供用户“自由发挥”,编辑一些扩展应用程式,满足实际生产需求。所以,用户程序是用户根据机床控制需求,用PMC编制程序来实现各种控制需求。
二、PMC工作原理
PMC扫描、执行一个程序,无论执行到哪个阶段,都是采样“扫描”的工作方式,如下图所示
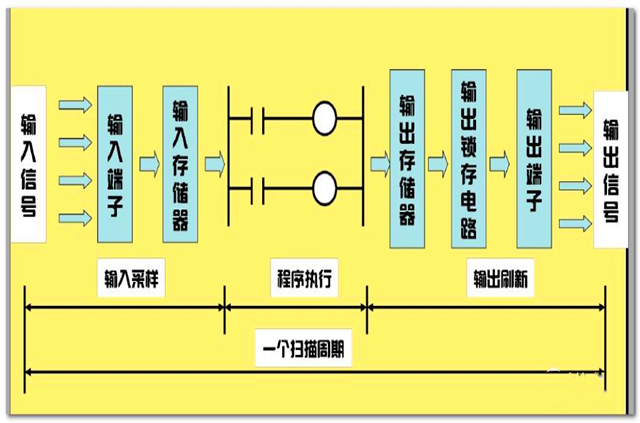
其过程可分为三个步骤:
- 输入采样:在输入采样阶段,PMC以扫描方式将所有的输入端的信号读入到输入存储器中
- 程序执行:PMC对程序按顺序进行扫描,遵循梯形图扫描原则“从上到下,从左到右”
- 输出刷新:在所有指令执行完毕后,输出存储器中的状态也就是输出状态,控制外围的显示与动作
三、举例说明
除此以外,我们还需要学习数控CNC与PMC之间的关系、FANUC数控PMC相关常用地址信号、PMC功能指令等等。
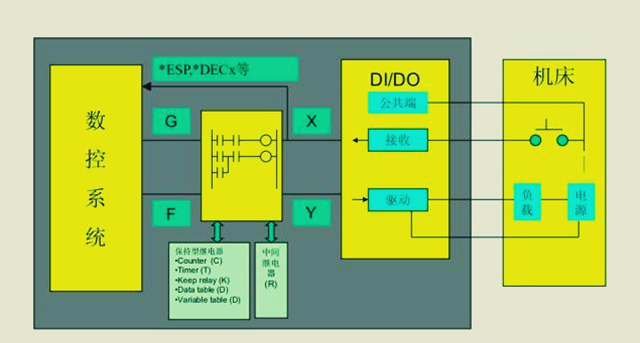
例如按下启动按钮,执行自动加工程式,就是这么一个简单的操作,信号的传递仿佛“绕地球一圈”,列举如下:
- 例如启动自动加工程式,PMC接收到机床操作者的X信号要CNC实现某一操作
- 在梯形图中就把该X信号送到G7.2(ST自动加工程序启动信号)
- CNC收到该指令G7.2后,知道是执行自动循环启动程序,即立即执行
- 执行过程中输出F0.5(STL自动循环启动状态),通知PMC,CNC正处于运行加工程序状态
- 如果CNC在执行加工程序时候,发现程序中有M等指令,即将该指令译码后以F信号地址送往PMC,例如:M代码,送到F10-F13
- PMC处理(译码,顺序和互锁)后,经某一Y地址送到电柜,由执行元件(继电器等)执行所需的控制动作
- PMC在执行M、T等指令时必须返回一个完成信号G4.3(FIN辅助指令运行结束)
- CNC收到该信号G4.3时,即可读下一段,执行下一个程序段
所以,学习FANUC PMC很难吗?
笔者觉得,对于用心学的人来说“不难”。只要不断的研究它的“构成”以及“原理”,并且理解透彻加以应用,甭说“入门”,离“大宗师”也不会太遥远。
——END——
预知更多内容,【关注作者】,且听下回分解。
声明:文中观点仅代表作者本身;图片来源于网络,侵权必删!