感谢关注@泰立注塑科普君,这是我原创第576篇经验分享。
由于工作原因,我经常有机会和各大塑胶厂的老板坐在一起喝茶聊天,分享他们对于市场的看法,也分析最新的技术和产品。
由于我调机经验丰富,也经常作为“排头兵”,活跃在生产一线,帮助解决实际问题。
昨天接到一个广州的朋友打来的电话:唐工,我在头条平台上关注你很长时间了,我刚刚转行搞生产,碰到一个小问题,你能帮我想想办法吗?
这位朋友之前是做销售的,现在转行搞生产,想来这些模具都是他自己开的,也是一直在使用的。
看看别人生产的简单,没想到自己生产起来却没有那么容易。
什么问题
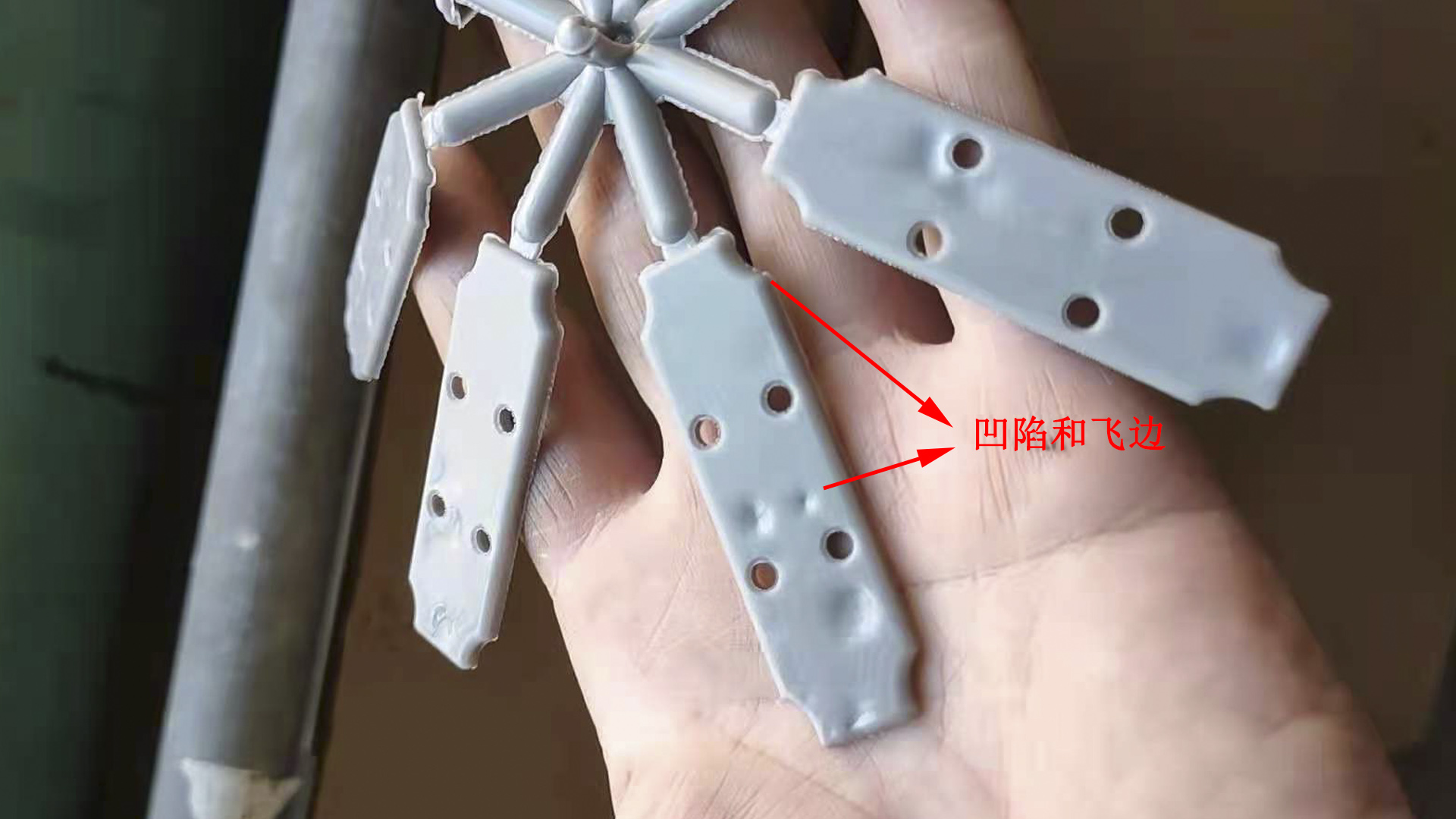
这位朋友说,我碰到的问题就是产品有明显的凹陷,但是已经不能再增加注射速度和压力了,因为产品周围已经出现了飞边。
我敢打赌,这种问题,有经验的师傅闭着眼睛就能搞定了。
但是有些朋友却是基础比较差,可能不太了解具体注塑生产中各个参数的意思。
解决问题
产品出现凹陷的原因,主要是由于材料收缩导致,从飞边的情况来看,却是注射压力和注射速度已经不能再加了。
这个时候有两种方法:
(1)提升储料温度,增加材料流动性。
一般在产品韧性等其他物理性能能满足的情况下,料温增加对产品的生产都有好处。
(2)增加保压
像这种程度的收缩,通常用位置做保压可以保证料筒中进入的料的问题,同时应该降低注射速度和压力。
给零经验的朋友科普一下:螺杆进给有两种动作,分别是注射和保压,保压是防止材料收缩最好的方法。
其实这个问题真的很好解决,但是我想感叹一下: 现在生意真的太难做了,都没有利润,搞销售的都去做了生产,那搞生产的人又何去何从呢?
搜索“泰立注塑”,获得更多干货内容,助您产能翻倍,利润翻倍。