作者: 张玲玲, 程阿苗, 王 涛, 袁 奎, 吴易明, 詹 卓, 王 星(陕西黄河工模具有限公司)
文章已刊载在《模具制造》月刊,版权归作者所有,转载请注明出处,谢谢!
【摘要】 介绍了汽车冲压模具验收过程中暴露出来的各项问题点, 通过对各问题点的总结分析, 可对模具的制造问题进行源头的控制及预防, 从而提高模具的质量水平, 可大大降低模具的返修率, 降低生产成本。
关键词: 冲压模具;验收;问题点;汽车覆盖件
1 引言
近年来, 随着社会的发展, 以及人民对幸福生活的向往, 消费市场迎来的大的机遇和挑战, 尤其汽车市场, 更是一片红海。整车厂对汽车零部件的要求越来越高, 从而也直接影响到汽车模具的制造。模具的制造迎来了前所未有的挑战, 面对各种高强度板的出现, 以及越来越高的制件质量要求, 模具制造必须要达到高要求、 高效率、 高质量。
2 模具验收
一辆高质量的汽车是由千千万万的零部件组成的, 每个零部件的质量最终都会影响到整车的质量。汽车覆盖件作为整车的重要组成部分, 对汽车的静态感知质量及功能匹配具有重要影响 [1] 。而汽车覆盖件的质量水准由模具的质量把控, 所以模具的重要性不言而喻。
模具的质量由各个阶段决定, 但是最终都会在验收中得到体现, 一副模具制造的水平怎么样, 验收时打开看一看就一览无余, 高水平的验收人员通过对模具的现场观察, 就能看出一家模具制造厂家的水平。模具的验收分为动检和静检。动检就是在压机上进行试生产, 通过对生产过程的检验进行验收。静检就是把模具各个部件拆解开, 对具体细节的验收过程。
3 问题点分析
模具的验收过程总会出现各种状况, 暴露出模具各个方面的问题。验收问题点主要体现在以下几个方面:设计阶段、 加工阶段、 装配与调试阶段、 其它。下面具体分析。
3.1 设计阶段
模具的整个生产流程中, 设计是龙头。一副模具设计的水平直接影响到后续的各个阶段。所以设计阶段的模具问题一定是整个验收过程中的重点, 必须从源头遏制。
(1) 镶块拼缝未做5°角。
镶块安装为了稳定可靠, 设计中常规都会互相错开和做5°斜角拼缝。图1所示是未做斜角的镶块, 图2所示是做斜角处理后的镶块。
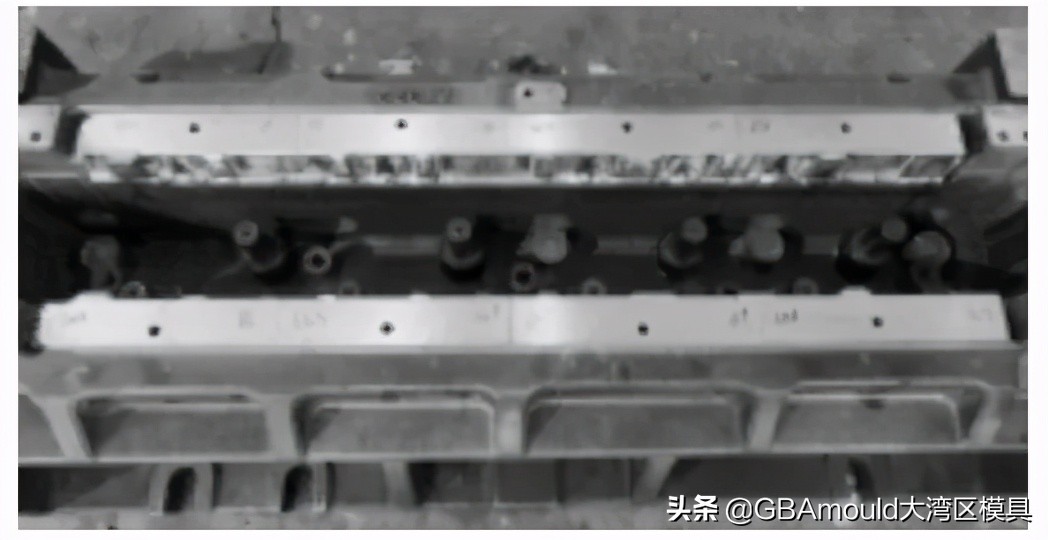
图1 镶块无斜角案例
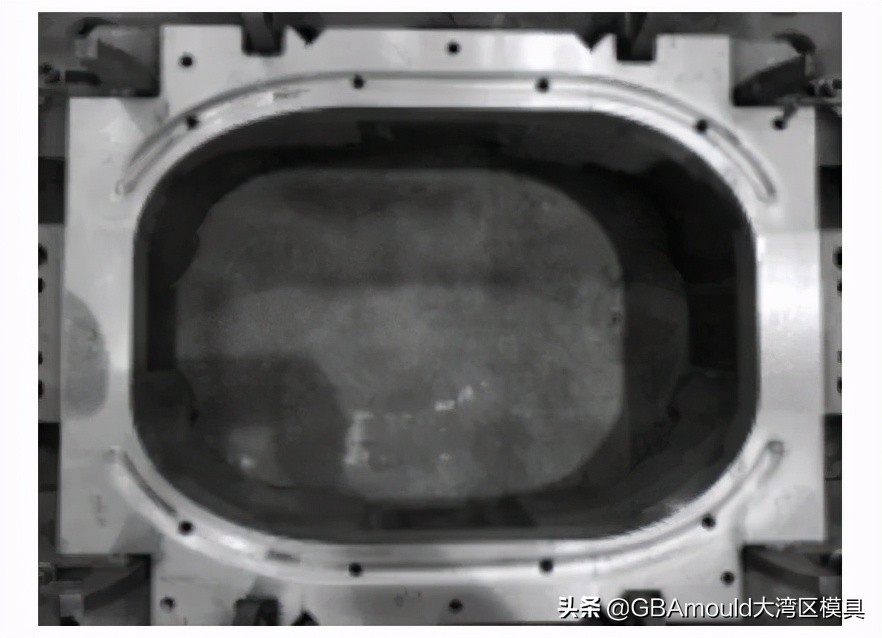
图2 镶块有斜角案例
(2) 多重约束。
镶块布置中, 约束不能太多, 会增加钳工安装的困难, 而且由于加工精度的限制, 总会有一个约束是假的。如图3所示, 镶块既有背靠, 又有底部十字键,还有销孔定位, 这显然是不合理的。

图3 多重约束案例
(3) 凸模无底键或背靠。
凸模, 尤其拉伸模的大凸模在设计中, 一定要有背靠或者底键, 来保证它的位置。销钉只能用来定位, 在受力上它是不行的。图4所示的凸模即是缺失底键或背靠的典型案例。
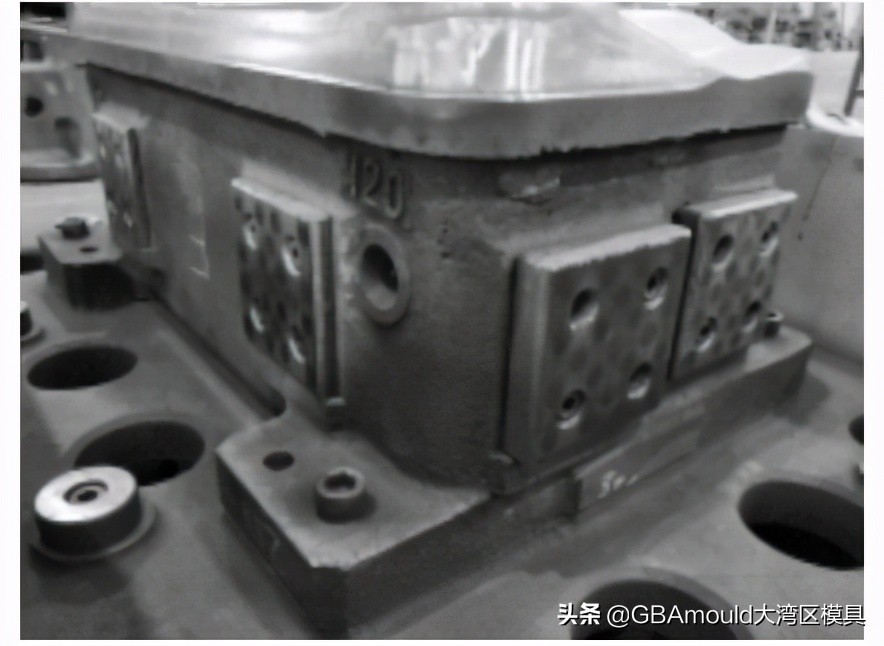
图4 凸模无背靠案例
(4) 定位有误。
模具上的定位是限制零件的位置的, 但是图5所示的定位却设置在侧面, 且只有一处定位, 在实际生产中形同虚设。
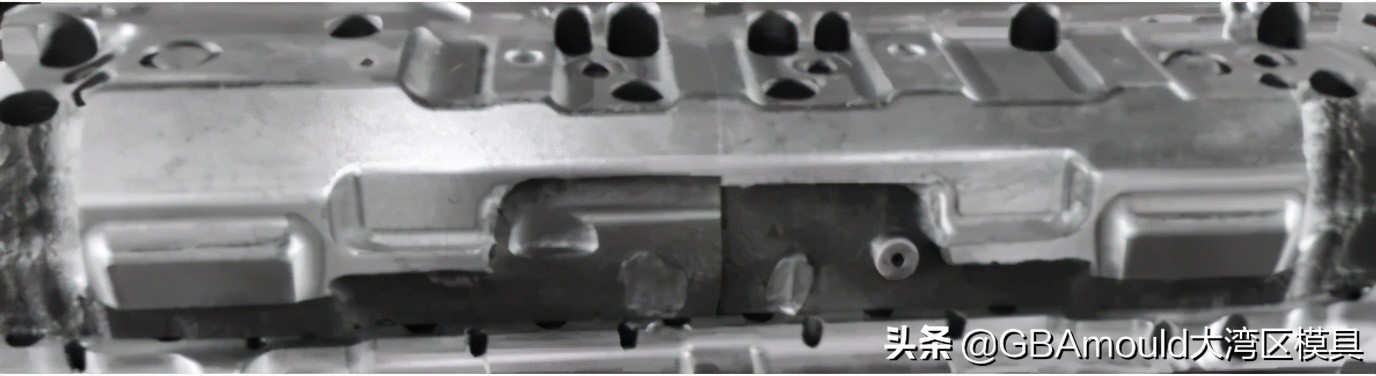
图5 定位错误案例
(5) 镶块无销钉。
镶块安装必须有螺钉和销钉共同配合, 只有螺钉的镶块生产中容易窜动, 尤其在修冲类模具中, 不仅会影响制件的质量, 而且会造成很大的安全隐患。图6所示即是修冲模具压料芯镶块无销钉的案例。

图6 镶块无销钉案例
(6) 挡键背靠低。
模具设计中, 挡键背靠须达到挡键3/4高度以上,以保证强度。图7所示中挡键的背靠高度甚至达不到挡键高度的1/4, 这是典型的低级错误。
(7) 挡键低。
与第 (6) 点问题比较相似, 挡键低也是常见的问题点, 一般挡键的高度要达到镶块高度2/3以上, 这才能体现出挡键的作用, 作为镶块的背靠支撑及方向的调整, 挡键安装必须达到它的要求。图8所示是挡键低的案例。
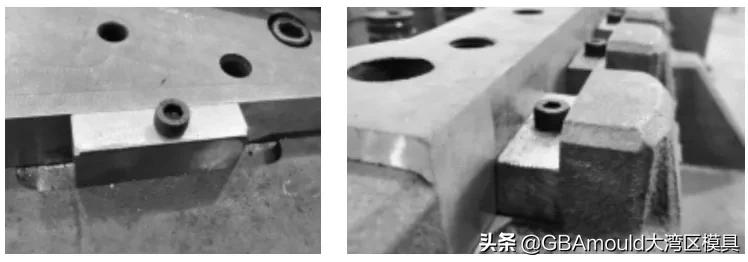
图7 挡键背靠低案例 图8 挡键低案例
3.2 加工阶段
模具的加工阶段是对精度的保证, 是对后期研配的支撑, 加工阶段的问题点一般主要有两类:加工错误及加工不到位。
(1) 加工错误。
加工错误是常见的现象, 比如扎刀, 如图9所示。或者其他的对刀错误引起的等问题点, 以及纯粹的孔面加工错误, 图10所示即是销孔加工错误案例, 销孔位置加工错位, 导致模具安装的停滞, 引起后续修正该错误的的一系列成本增加, 包括堵孔, 重加工以及钳工工作量的增加等。
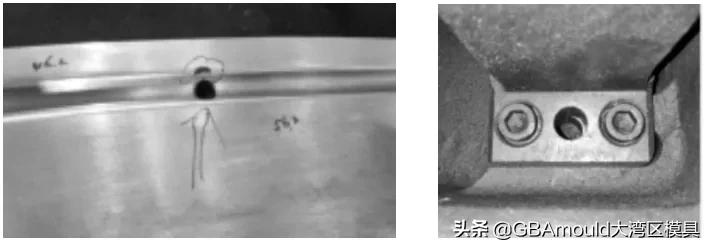
图9 型面扎刀案例 图10 销钉底孔加工错误案例
(2) 加工不到位。
主要体现在以下方面:
a.镶块型面缺失。
镶块型面的缺失, 对制件的质量有严重影响, 尤其成型类模具, 如图11所示。
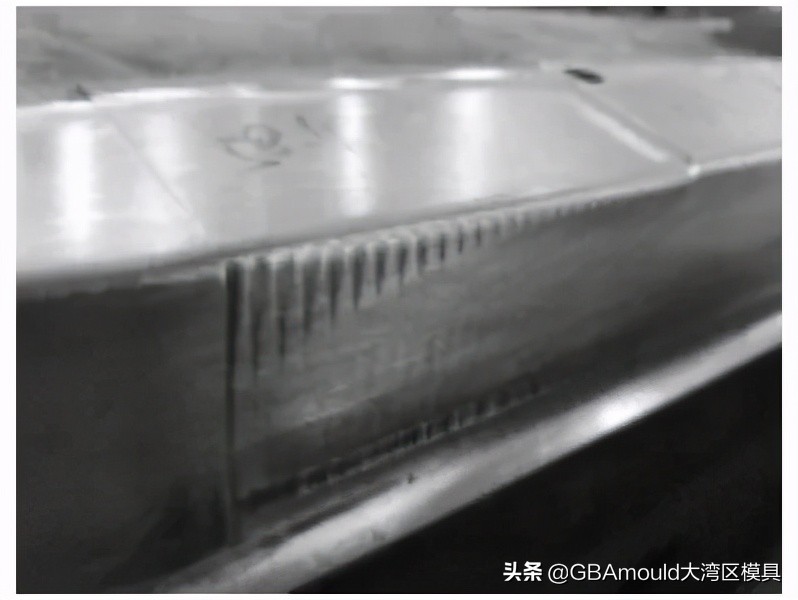
图11 型面缺失案例
b.修冲类模具的刃口过厚, 让位加工不足。
刃口过厚容易引起积料, 进而影响刃口的强度,积料过多会引起憋炸刃口等事故, 图12所示即是刃口过厚的现象, 引起大量的积料。
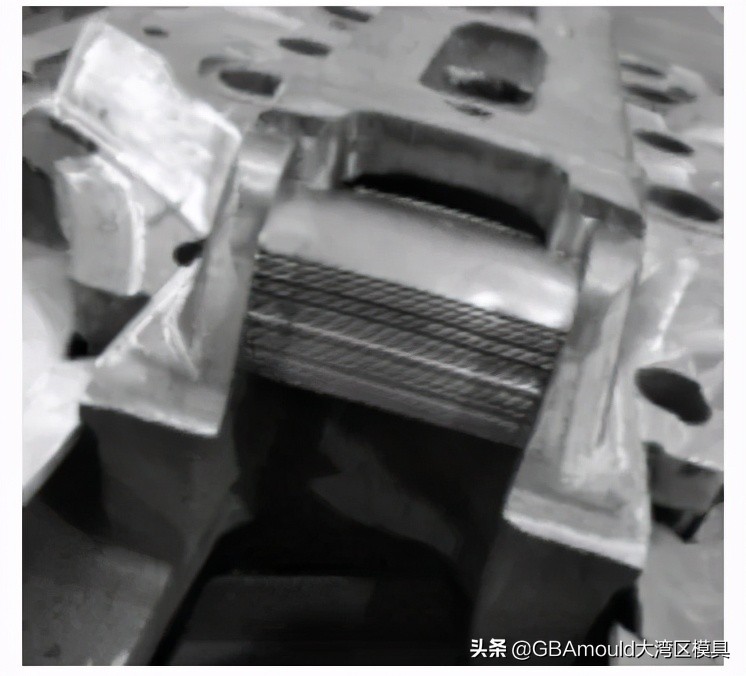
图12 修边刃口过厚积料案例
c.修冲类模具漏料孔有台阶。
修冲类模具常见积料及漏料不畅现象就是因为加工阶段漏料孔错位所致, 漏料孔从凹模套到模架是一级一级增大, 有台阶肯定是加工错误, 这是不允许的, 尤其在现在普遍的自动化生产线上, 因为有台阶引起积料是会出大事故的, 制件损伤, 甚至模具憋坏都是可能发生的, 案例如图13所示。

图13 漏料孔有台阶案例
3.3 装配与调试阶段
模具的装配和调试, 既是对设计阶段和加工阶段的检验, 也是一副完整模具生产出来的最后步骤。这一阶段的问题点主要体现在钳工手里, 问题点的多少也是由钳工的技术水平决定。
主要问题点如下:
(1) 拉毛。
拉毛现象有两种, 镶块之间的拉毛、 导板和导滑面之间的拉毛。镶块之间拉毛的发生多是因为镶块硬度低, 解决办法就是淬火或TD。导板和导滑面之间拉毛是由于间隙不均匀所致, 解决办法就是调整间隙。导板拉毛现象案例如图14所示。

图14 导板拉毛案例
(2) 部件损坏。
调试与装配过程中, 难免引起部分部件的损坏,比如螺钉断裂、 弹簧失效等。但是损坏后必须及时更换, 切不可隐瞒强行安装, 这是具有极大安全隐患的。图15所示是一严重部件损坏现场, 斜楔开裂。
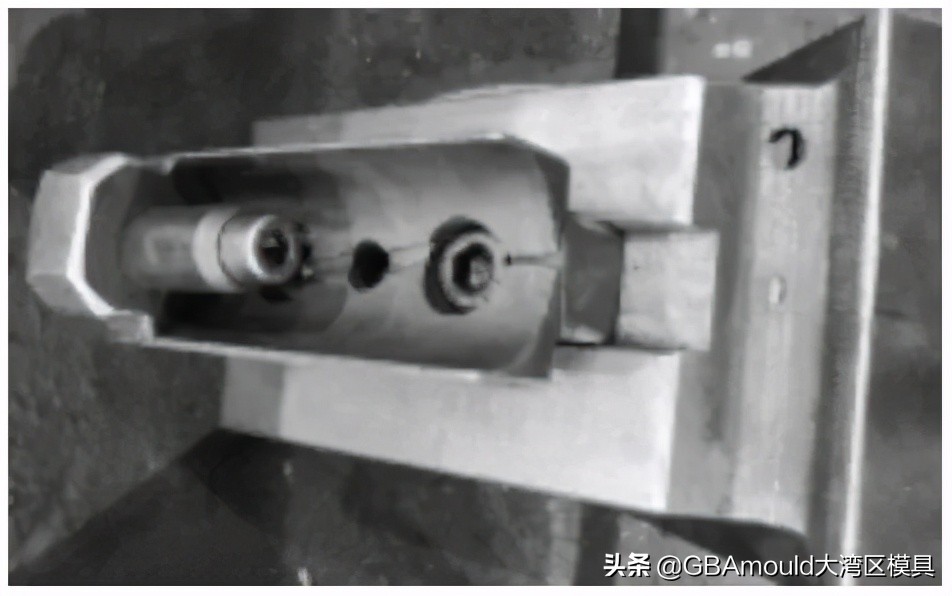
图15 斜楔损坏案例
(3) 零部件未安装。
装配过程中钳工为了简便, 常见模具部分零部件未安装的现象, 如螺钉、 销钉、 底键安装不全等 (见图16) 。有些虽然一时不会引起大的事故, 但是长久使用对模具的损伤是无形且持久的, 减少了模具的寿命。

图16 螺钉安装不全案例
(4) 上模销钉、 垫片未防脱。
为了防止模具运行中销钉脱落引起事故, 模具上模销钉必须进行防脱处理, 常见处理方式是安装堵头, 也可用压片进行防脱, 如图17所示。
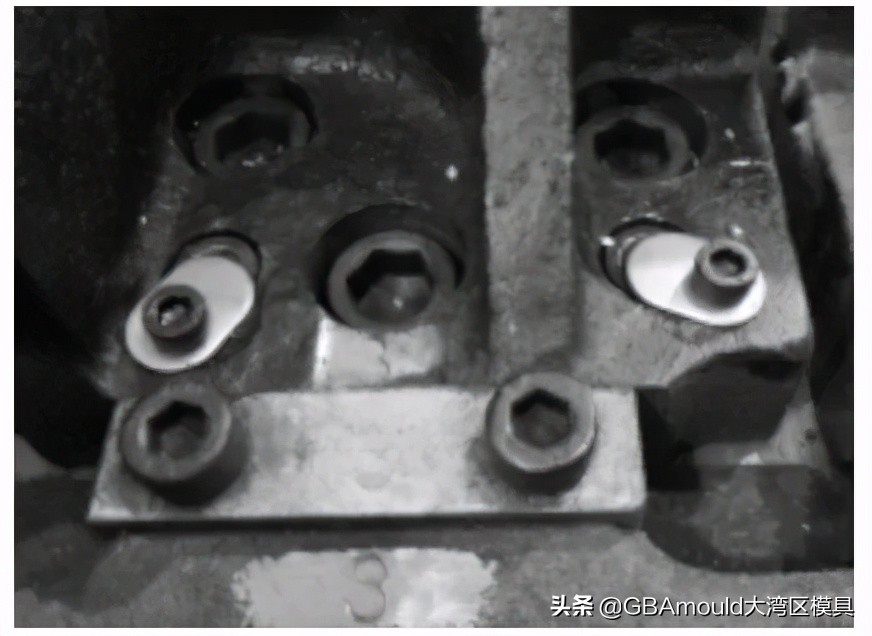
图17 上模销钉防脱案例
模具调试过程中, 镶块的调整经常需要在靠山面加垫片, 如果是上模的镶块, 为了安全起见, 就必须防脱, 防脱处理方式可以是做L形垫片, 将垫片用螺钉固定在模架上。图18所示是上模镶块垫片未防脱案例。
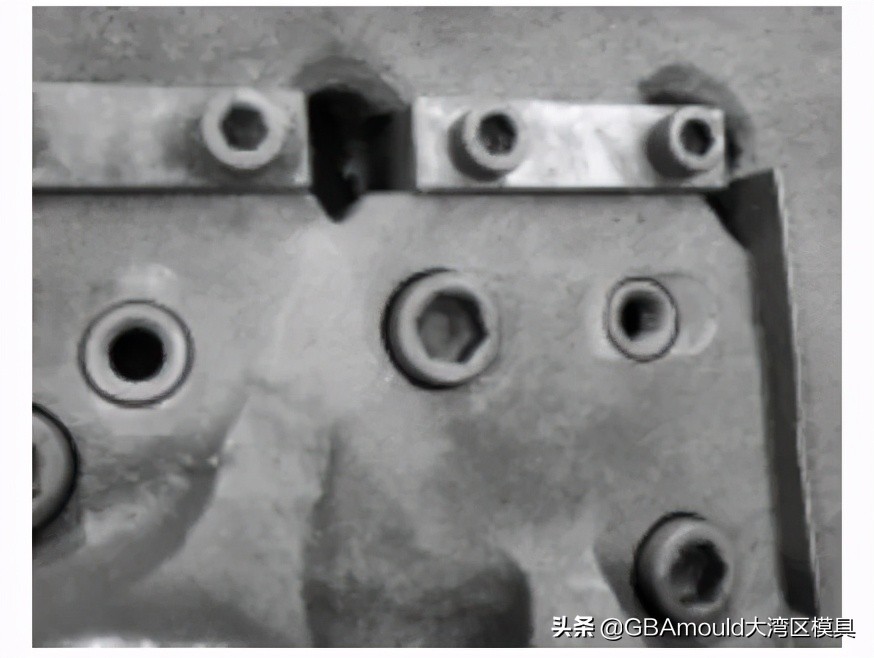
图18 上模镶块垫片未防脱案例
(5) 凸模崩刃、 凸模带磁。
在冲压件生产过程中, 主要影响生产直通率的问题就是高点、 凹坑 [2] 。而冲孔过程中带起的铁屑就是引起此问题的一大原因。修冲类模具验收过程中常见凸模崩刃现象, 多是由于间隙不均, 或对刀口时不慎引起, 需及时处理, 否则会引起制件毛刺大、 塌角等现象。图19所示为刃口崩刃现象。
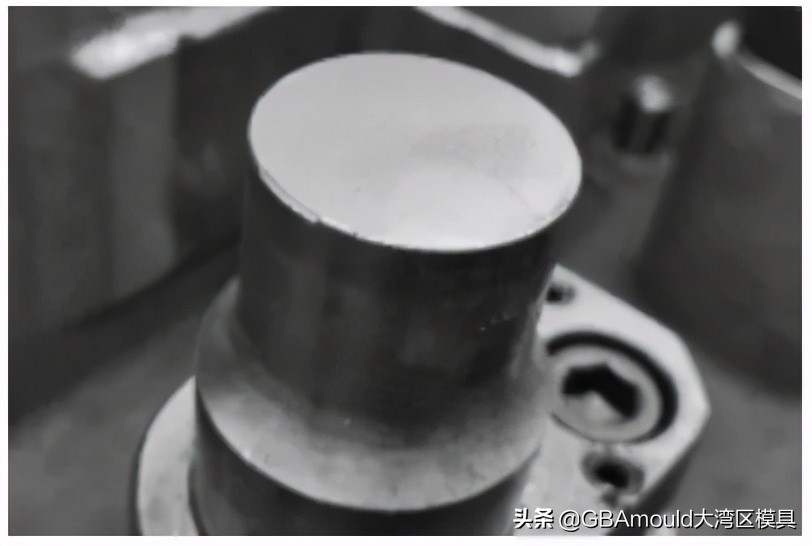
图19 凸模崩刃案例
凸模带磁是钢板模常见现象, 但是铸件模也有,凸模带磁容易积攒铁屑, 引起凸模损坏等现象, 凸模带磁时需及时消磁。图20所示为凸模带磁案例。

图20 凸模带磁案例
(6) 镶块拼缝大。
模具镶块拼缝大不仅会引起制件的损伤, 也会导致镶块间靠不实引起镶块松动错位。需根据数模垫实镶块, 一般拼缝不能大于0.1mm。图21所示是镶块拼缝过大的现象。
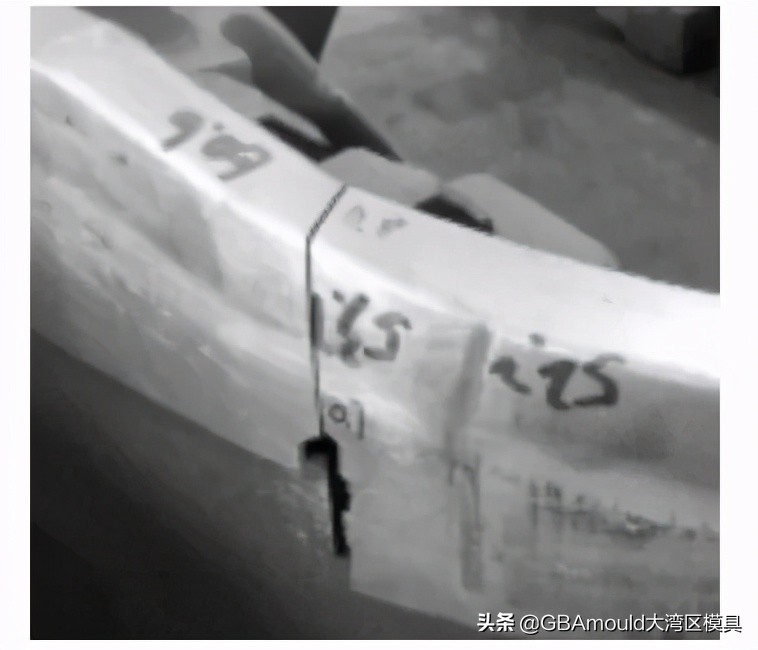
图21 镶块拼缝过大案例
(7) 废料板小于废料。
验收过程中还会遇到一些低级错误, 如废料盒或废料板小于废料片, 如图22所示。

图22 废料滑板小于废料案例
3.4 其它
模具验收中还会遇到一些其他的问题点, 比如铸造、 热处理等过程中的问题, 如下所述。
(1) 铸造缺陷。
模具铸造过程常见问题就是砂眼, 严重的会影响模具强度, 甚至制件质量。图23为铸造砂眼现象。还有一种是铸造错误, 这个问题在白模验收中一般可以发现并处理, 但是还有部分遗漏, 铸造错误就包括个别筋单薄, 引起质量隐患, 如图24所示。
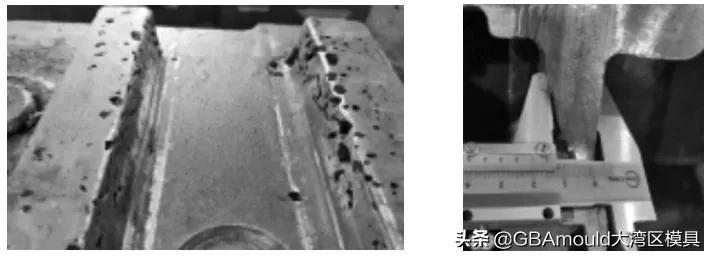
图23 铸件砂眼案例 图24 铸件个别筋单薄案例
(2) 焊接缺陷。
模具的整改中, 焊接是重要的手段, 但是焊接需要平整均匀, 且焊接后表面要处理符型美观, 图25所示即是焊接不规范的典型, 这种模具即使压出来的制件合格也是通不过验收的。
(3) 模具开裂。
模具开裂不常见, 但是发生了就是致命的, 会引起模具的直接报废。图26所示为模具镶块开裂的案例,此种现象没有其他解决办法, 唯有更换新镶块。
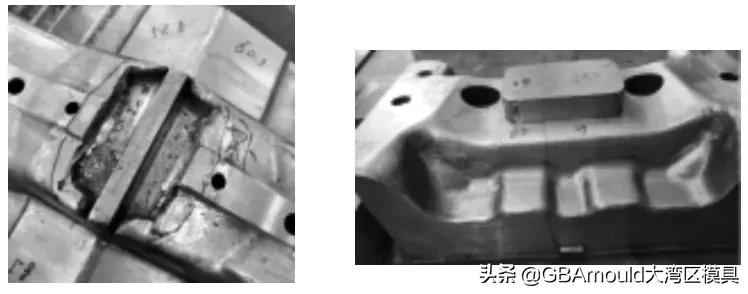
图25 焊接不规范案例 图26 镶块开裂案例
4 结束语
模具验收是模具制造的重要环节, 直接关系到后续的批量生产, 是整车质量的前期保证。本文通过对验收模具问题点的总结分析, 希望能对模具设计及验收人员提供参考, 大家共同进步, 在模具的设计制造过程中尽量避免一些问题点的发生, 达到降本节能的目标。
-END-