一、简述
某公司有2条2500t/d带TSD型分解炉的新型干法水泥生产线,一线以生产特种水泥熟料为主,二线以生产普通熟料为主。自公司运营以来,一线系统运行正常,工艺状况良好。2009年改生产特种水泥后接连生产出高强抗硫酸盐水泥、多系列油井水泥、中热硅酸盐水泥等多种优质特种水泥,水泥销售到全国各地,并远销俄罗斯等地。但2013年10月份在生产机场道路水泥时发生了一起严重的工艺生产故障,当时的情况如下:
(1)窑前火焰温度很高,发白刺眼,篦冷机取出的熟料严重黄心,有黄块。
(2)中控操作画面上窑尾温度低,窑尾负压和三次风负压明显上升,窑电流高并且波动大。
(3)窑尾密封处冒烟,严重时密封圈漏料。
(4)从筒体扫描上看,窑前0~5m处温度285℃偏高,中间5~10m的筒体也在250℃,10~18m筒体温度200℃,18~20m易出现厚窑皮,20~25m处筒体280℃。 (见图1)。
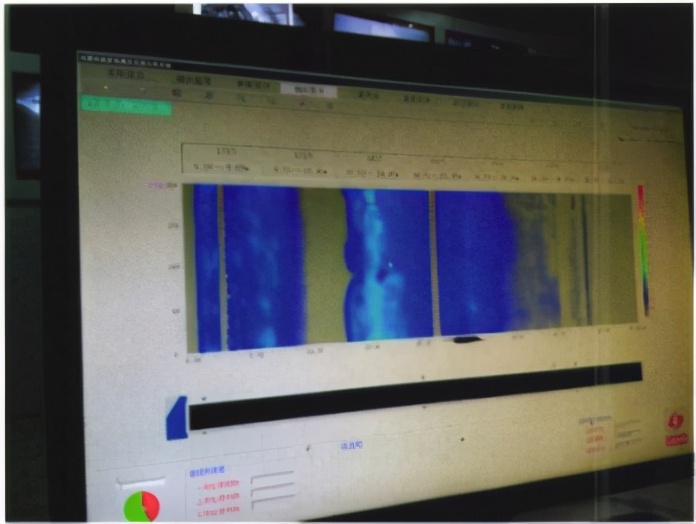
图1 筒体扫描图
二、原因分析和处理办法
我们判定此工艺故障为窑结圈,结圈部位在窑筒体18~20m处。此次故障造成熟料质量不合格,产量低,生产陷入被动。 下面我们对结圈的原因从五个方面进行分析并作出处理。首先从窑头燃烧器的工作情况进行分析,根据以往的回转窑筒体扫描发现窑前0~5m处温度285℃偏高,10~18m筒体温度200℃偏低,现场感觉有明显的振动,按照以往的生产经验判断有结圈且圈后有蛋。由此认为窑头燃烧器的使用环节出现问题,一线采用的是天津博纳公司生产的四风道窑头燃烧器,该燃烧器我们使用将近三年,对其特性已能掌握。但是其中的备件大多已到使用年限。 我们根据该燃烧器特点进行了调整,并根据特种熟料和普通熟料的不同特点重新调整了燃烧器的旋流叶片旋向角度,调整后窑前升温快,火焰温度高并且稳定。
其次,我们从窑的操作中发现窑速和风煤料的配比失调也是造成窑皮分布不均匀甚至结圈的主要原因,针对生产道路硅酸盐水泥熟料的特点,铁含量比普通熟料高一倍,其烧结范围比普通水泥熟料烧结范围窄,大约50~80℃, 生产中窑内极易出现还原气氛,窑内物料多、料层厚,填充率大,造成物料在窑内翻滚较慢,不灵活,易堆积,物料发粘极易长厚窑皮,发展成圈,后结圈严重影响系统通风,破坏窑内煅烧制度,使熟料的产量低、质量差。 为此我们改变旧操作思路,从以下几方面处理:
(1) 运用薄料快转即风煤料对口,尽量减少头煤量 ,窑转速由3.6r/min提高到3.9r/min,控制好窑的填充率,这样还原气氛明显减少,减少煤粉不完全燃烧,主窑皮16~18m,窑皮平整,18~20m处的厚窑皮消失。
(2)特种熟料相对普通熟料而言,铁含量的提高对系统用风提出更高的要求, 我们加大高温风机拉风 ,这样不仅窑头煤粉燃烧状况得到改善,预热器系统的通风也得到质的提升。
(3) 篦冷机一段坚持厚料层操作,篦下压力4300±200Pa,以提高助燃的二、三次风温,二次风温1100±50℃,三次风温850±50℃。
(4)在生产中勤观察筒体扫描,发现窑皮有变厚迹象时, 通过改变火点位置,将喷煤管伸入窑内或拉出,改变火点位置至厚窑皮处,连续多次,来改变煤粉的沉落点,并且加上燃烧器内外风的调节,通过开大内风、关小外风来处理。
第三,加强对预热器和分解炉系统的现场管理,加强对预热器系统的密封堵漏,减少系统漏风。
第四,合理选择配料方案。 从2009年生产特种熟料以来,熟料率值为:KH=0.90±0.02,SM=2.0±0.1,AM=0.90±0.1,铁含量超高,硅率低易挂窑皮,烧结范围窄不利于窑的长期运转。
为了这次能够顺利生产道路水泥,借鉴以前兄弟厂家的经验,在配料环节进行了调整,提高了熟料率值,SM为2.2±0.1,AM为1.0±0.1。调整后液相量减少,窑内温度分布合理,窑工况更加稳定,同时,硅率的提高使得熟料3d强度也明显上升。
第五,控制原、燃材料中的有害成分 ,原、燃材料中的碱、Cl和S的含量对物料在窑内产生液相的时间和位置影响较大。物料所含有害物质过多,其熔点降低,结圈的可能性增大。为此我们严把进厂原燃材料的检验环节,多批次把好质量关。
通过以上五方面的调整,窑系统通风状况大幅改善,生产情况有很大改观,窑的产量和熟料质量得到大幅度提升。
更多文章关注公众号:中国水泥备件网