针对目前巴沙木在风机叶片应用中出现的发白缺陷,分析界面层发白缺陷产生的机理,模拟巴沙木在风机叶片生产中所产生的缺陷,并给出了缺陷产生的原因和采取的应对措施。结果表明,在一定范围内,固化反应的最大放热温度随着巴沙木含水率的增加而提高; 水在固化反应过程中,受热汽化运动聚集在界面层形成发白缺陷; 巴沙木含水率大于 8% 时,夹心结构件界面层可能出现发白缺陷,且随含水率的增加发白缺陷的严重度增加,建议在巴沙木铺设前,烘烤控制其含水率不大于 8% ; 巴沙木缺陷修补后灌注出的夹心结构件表面未出现外观缺陷,但夹心结构件的力学性能还待评估。
一、前期概况
巴沙木原产地是中美洲和南美洲,是目前人类所知木材中密度最小的木材,也称轻木,由于其独特的类蜂窝状细胞结构,使其具有轻质、高强的特点而成为风机叶片结构夹芯的理想材料,巴沙木作为夹芯材料已应用于风机叶片数十年之久。
夹芯结构主要由纤维布、芯材和界面层组成,它的微观结构是不均匀分布的,无论是结构还是密度均是呈现异性发展。巴沙木是一种天然材料,受生长地理环境及气候的影响,具有木材的一些天然缺陷,如因潮湿出现的霉变、虫蚁出现的虫洞、生长过快导致的木质疏松、中空树结、疏松节等,应用于夹芯结构时需避免缺陷的存在或将缺陷修补处理后再应用。
随着风机叶片制作工艺的发展,在真空灌注工艺中,叶片固化后壳体经常出现质量缺陷。缺陷主要表现为蒙皮发白,分析发白形成的原因可能为:一是铺层过程中产生的空气未排尽; 二是固化过程中水分及易挥发性物质的存在; 三是灌注时树脂浸润到朽木中; 四是巴沙木存在某类型间隙吸收纤维布中的树脂。这些质量缺陷需要复原或补强,从而增加了叶片的制造成本,降低了叶片的质量。由于海上风电的发展和叶片尺寸的增加,蒙皮发白缺陷问题亟需解决。
如今,巴沙木产量锐减,市场需求却迎来了旺季,全球处于巴沙木供应短缺的状态,风机叶片工厂为保证产量,考虑降低巴沙木的缺陷要求用于生产。本文将对发白缺陷产生的机理、针对机理采取的措施、缺陷巴沙木灌注后所产生的缺陷等方面进行分析研究,为巴沙木在风机叶片中的应用提供基础数据。
二、实验
主要原材料与仪器:
巴沙木,Co - balsa150,科拉斯公司; 树脂,4321A/B,广东博汇新材料科技股份有限公司; 水分测试仪,DB - 2100,DELMORST; 恒温恒湿箱,BPS - 100CL,上海一恒; 手持红外测温仪,VIC- TOR 303B,深圳市驿生胜科技有限公司; 温度记录仪,CENTER304 /309,群特科技股份有限公司; 电子天平,ESK-1,沈阳龙腾电子有限公司。
巴沙木含水率:
先采用水分仪法测试巴沙木含水率,若巴沙木含水率大于实验要求,则将所需巴沙木置于 70℃ 的烘箱中烘烤,若巴沙木含水率小于实验要求,则采用称重法洒水使其含水率满足需求。
巴沙木含水率对缺陷影响实验:
将不同含水率的巴沙木按照真空灌注工艺制作复合夹心结构件,在巴沙木外依次包裹 2 层双轴800 蒙皮、1层脱模布、1层带孔薄膜、1层导流网,其中巴沙木尺寸为 50mm × 100mm × 500mm,并将温度传感线放置于巴沙木上表面,灌注环氧树脂,预固化温度为 70℃,当测试温度达到 100℃时,停止加热,常温固化 24h 后脱模。
叶片壳体模拟实验:
将不同缺陷的巴沙木按照叶片工厂中壳体铺设、固化工艺的要求,在巴沙木上下铺设一定层数的玻纤布后,铺放真空灌注系统,灌注环氧树脂并固化。
三、结果与讨论
巴沙木含水率与放热温度的关系风机叶片生产主要采用真空灌注成型工艺,灌注树脂以环氧树脂为主,固化剂以胺类为主,树脂的固化为开环本体聚合放热反应,常用固化剂伯胺类固化反应机理如图 1所示,微量的水对环氧基团开环有促进作用,但随着含水量的增加固化反应速度会减慢。
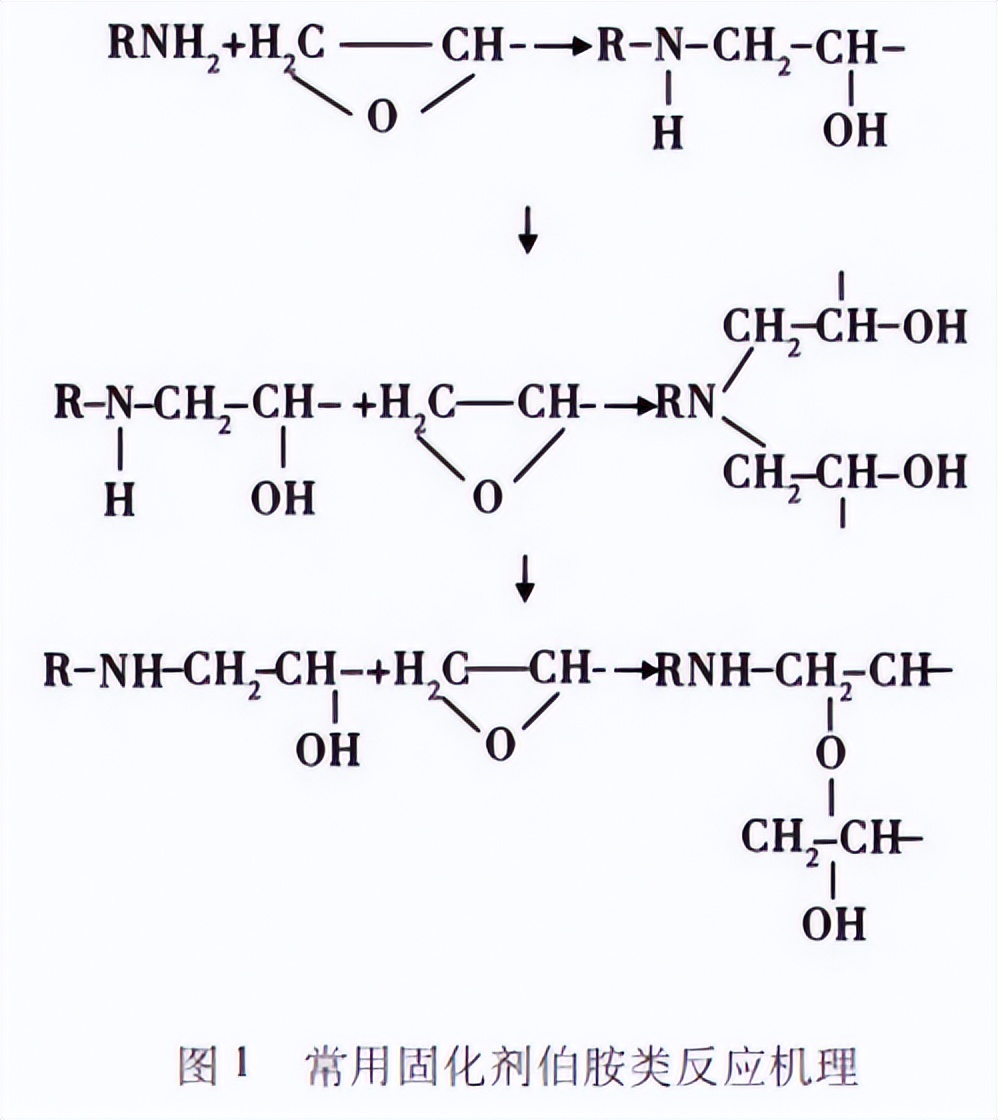
图 2 为巴沙木不同含水率时固化反应的放热曲线,由图 2 可见,4 种夹心结构件固化过程中出现放热峰的时间相近,其中巴沙木含水率分别为 8% 、10% 、12% 和 14%时,相应的最大放热温度为83. 6℃、89. 5℃、91. 9℃和 99. 2℃,含水率的增加导致固化放热最大温度提高,产生的原因可能是环氧树脂固化过程中温度急剧堆积使水产生氢和羟基,促进了环氧基团开环速度,加剧了链增长速度,产生了更多的反应热。
巴沙木含水率与壳体发白缺陷的关系:
复合材料体系中的水分及易挥发性物质在固化过程中经历气泡的成核、生成及运动,气泡在运动中相互凝聚而增大,气泡随树脂的流动而运动,后逸至纤维布与巴沙木界面层、纤维布间界面层,一般树脂在纤维 “网”中的流动服从达西定律,当固化进入凝胶点后,气泡的运动基本停止,界面层表现出发白或分层缺陷。
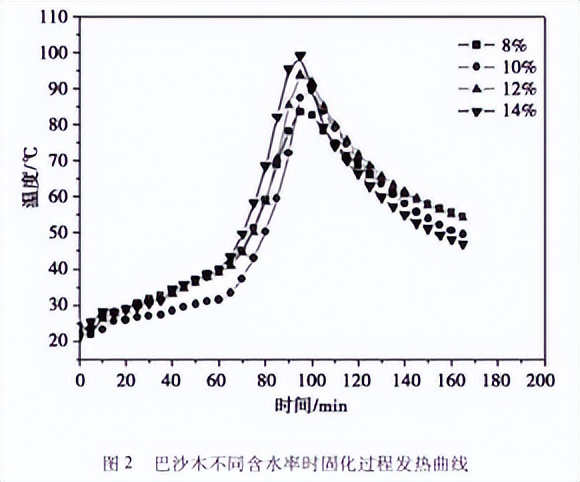
图3为巴沙木不同含水率固化后的夹心结构件,由图3可见,4种夹心结构件固化后表现出不同的外观,随着含水率的增加结构件出现不同程度的发白现象; 当含水率不大于 8% 时,结构件未出现发白现象; 当含水率大于 8% 时,随含水率的增加,结构件发白程度增加; 发白程度对比: 巴沙木含水率 14% >巴沙木含水率12% > 巴沙木含水率10% ,其原因可能为: 一是 H2O 汽化聚集一起逸至界面层所致,二是 H2O 促进了固化反应,加剧了固化反应速度,导致爆聚。
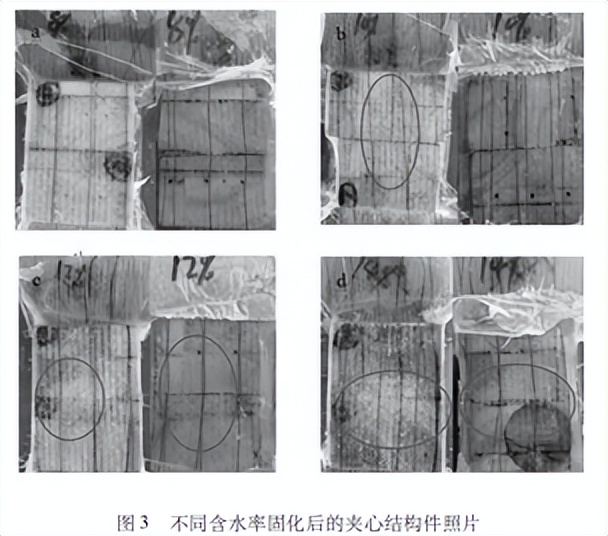
其中( a)含水率为8% ,( b)含水率为10% ,( c) 含水率为 12%,( d) 含水率为 14%。
巴沙木在70℃下烘烤3h后,含水率可达6. 0% ,且巴沙木未出现变形开裂,叶片工厂在巴沙木铺设前,建议烘烤控制含水率不高于 8% ,可有效控制界面发白缺陷。图 4 为模拟壳体工艺并采用烘烤工艺后夹心结构件的照片,巴沙木烘烤前含水率为 9. 8% ,烘烤后为 7. 5% ,固化后产品外观无发白缺陷。

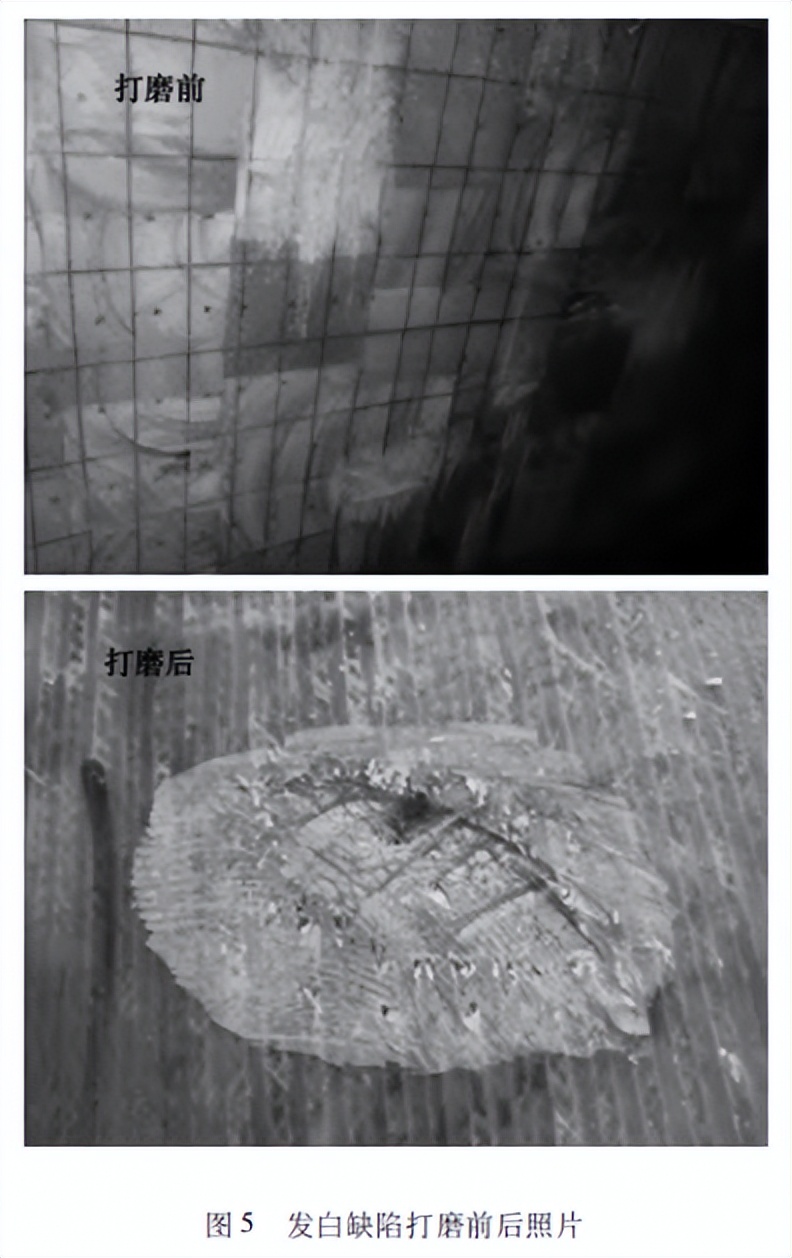
选择壳体灌注固化后对发白缺陷进行打磨,如图 5 所示,打磨后发现缺陷处巴沙木无缺陷,是因H2O 在固化过程中汽化聚集运动至界面层所致。
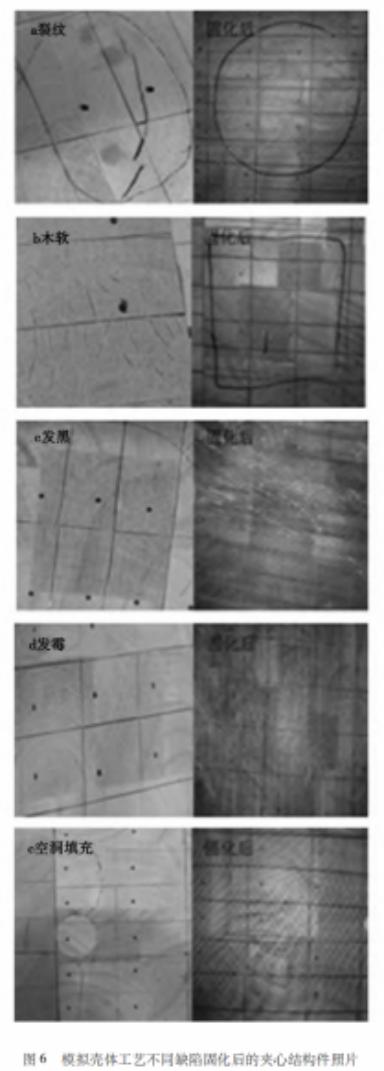
巴沙木作为一种天然材料,易受外界条件的影响,产生虫洞、树结、朽木、霉变、树心、木软和裂纹等缺陷。壳体铺层时将有霉变、木质疏松、裂纹和发黑等缺陷的巴沙木修补后进行标记并拍照,对比注胶固化后标记位置的缺陷情况。如图6 所示,将裂纹( < 3mm) 、木软、发黑、发霉和空洞填充等缺陷进行标识,并按照壳体铺层、固化工艺要求进行实验,固化结束后,标识区域均未出现界面层发白缺陷,但夹心结构件的力学性能还需评估。
四、结语
( 1) 在一定范围内,固化反应的最大放热温度随着巴沙木含水率的增加而提高,微量的水对固化反应有促进作用; 水在固化反应过程中,受热汽化运动聚集在界面层,固化后形成发白缺陷。
( 2) 巴沙木含水率不大于 8% 时,夹心结构件固化后界面层未出现发白缺陷; 巴沙木含水率大于8% 时,夹心结构件界面层可能出现发白缺陷,且随着含水率的增加发白缺陷的严重度增加。
( 3) 巴沙木缺陷修补后灌注出的夹心结构件表面未出现外观缺陷,但夹心结构件的力学性能还待评估。