2021年,金属加工杂志社启动“金锋奖”第二届切削刀具产品创新奖评选活动。52家国内外刀具企业、74款创新刀具产品同台竞技,参评产品质量和规模均再创新高。在激烈角逐中,历经用户、专家等的层层严格评审,获奖产品脱颖而出,凭借的是实打实的创新技术。
大昭和的斯玛特防振系列产品,内置重型减振器,加工时起到快速抑制振动的效果,是深孔和深型腔加工时不可或缺的防振利器。
斯玛特防振系列产品主要应用于深孔和深型腔加工场合,多用于装备制造和模具加工。
视频加载中...
技术创新点
针对于深孔加工和深腔铣削加工,常需要考虑刃具的伸出长度。众所周知,当长径比(伸出长度与刀具直径的比)超出4~5倍时,加工时可能出现振刀现象。特别是在卧式加工中心上使用时,还要加上刀柄本身自重的影响,加工振刀就更易发生了。因此,就需要我们考虑有效的防振对策。
BIG斯玛特防振刀柄内置重型减振器,加工时遵循惯性法则,减振器运动相位与刀尖传递而来的振动相位相互抵消,从而起到快速抑制振动的效果。
对于深孔深腔加工,BIG长年研发陆续推出一系列防振机构内置刀具—斯玛特防振刀柄系列。

加工实例
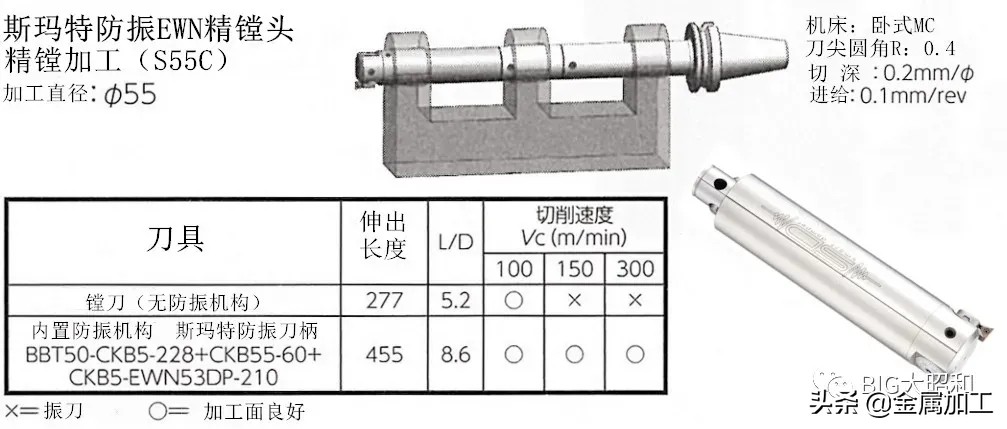
1. 防振精镗加工
下图为建机部件上的深孔加工,原本采用两面分别加工,此次使用EWN防振精镗头,比原有伸出长了177mm,可实现一次性加工,而且效率还提升了3倍多。另外切削速度高了也改善了孔表面质量。
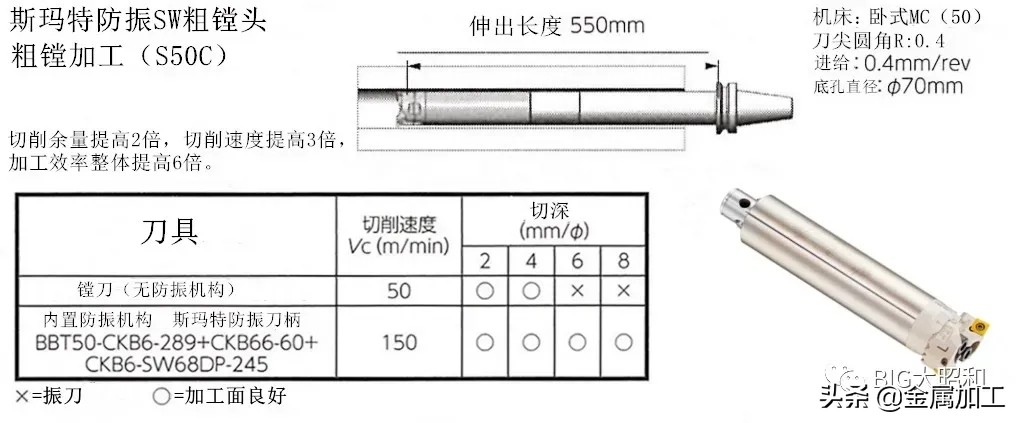
2. 防振粗镗加工
下图为油压部件上的深孔加工,与原有的加工相比,使用SW防振粗镗头加工,切削余量提高2倍,切削速度提高3倍,大幅度提高加工效率。
3. 防振面铣加工
防振面铣刀柄搭配BIG切削轻快的快锋铣刀盘,切削效率大幅提高。

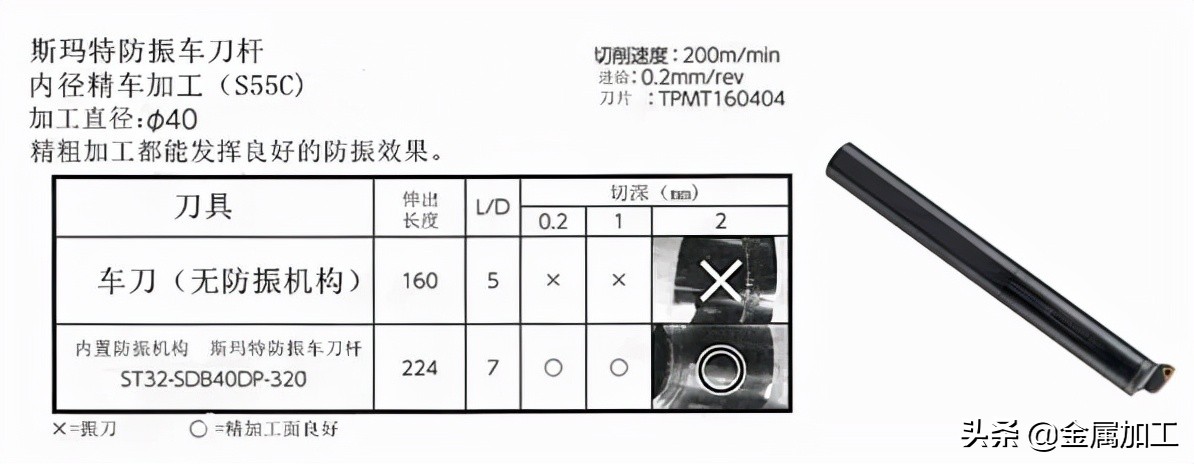
4. 内径车削加工
长径比7倍也可实现内径精粗加工。
正如以上实例所示,使用斯玛特防振刀具不仅可实现以往不可能实现的加工,而且还能成倍提高加工效率。
“金锋奖”创立于2019年,由机械工业信息研究院金属加工杂志社主办,以“推动技术创新,助力制造强国”为己任,旨在通过评选表彰,鼓励企业进行产品创新,推动中国制造技术水平的不断提升。
“金锋奖”切削刀具产品创新奖至今已成功举办两届,在业内引起了广泛关注。该奖项由国内外知*刀名**具企业精选其最具代表性的产品进行申报,历经用户评选、专家评审等多个环节的严格筛选,最终评选出一批兼具公平性、专业性和权威性的获奖产品,得到了业界的高度认可和充分肯定,在一定程度上代表了国内外刀具的最高水平。