钛合金以优异的综合力学性能、低密度以及良好的耐腐蚀性,已被广泛应用于大量的航空结构件,例如飞机起落架、舱门框架、发动机机匣等。
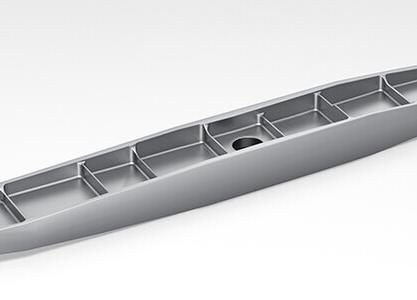
起落架

舱门框架

发动机机匣
刀具材料
刀具材料的选择对于钛合金的加工有很大影响。加工钛合金的理想刀具材料必须同时具备较高的热硬度,良好的韧性、耐磨性,高的导热系数和较低的化学活性,在铣削时,刀具还应具有良好的抗冲击性 。
当今在生产实际中用来加工钛合金的刀具材料主要有:硬质合金、聚晶金刚石(PCD) 、聚晶立方氮化硼(PCBN)等。
硬质合金刀具是目前加工钛合金应用最为广泛的一种刀具。因其较低的价格、优良的导热性、较高的硬度、韧性和热硬性己成为加工钛合金的首选。硬质合金按晶粒的大小可分为普通硬质合金、细晶粒硬质合金和超细晶粒硬质合金;按化学成分可分为钨钻类(YG)、钨钻钛类(YT)和添加稀有碳化物类(YW)。由于钨钻钛(YT)类刀具和钛合金有强烈的亲和力,所以目前在工业生产中获得广泛应用的仍然是钨钴类硬质合金YG8、YG6、YG3等。如果使用添加的稀有金属的细晶粒硬质合金YA6、YD15、YG1OH、YS2等,可提高刀具的寿命和加工效率。
硬质合金加工钛合金速度可以达到45m/min 以上,但当切削速度继续增加时,刀具和工件接触面的温度迅速升高,同时由于Co的熔点较低,在高的切削温度及元素扩散作用下,造成了刀具材料中W和Co元素的扩散和流失,降低了刀具的硬度和韧性,使硬质合金刀具发生严重的塑性变形、粘结磨损和扩散磨损,导致刀具失效,因此,切削速度不宜过大。
几何特点
加工钛合金时,一般应选较小的前角,可以显著提升其切削刃强度和抗崩能力;选用较大的后角,可以减少刀具后面与过渡表面及加工表面的接触面积。

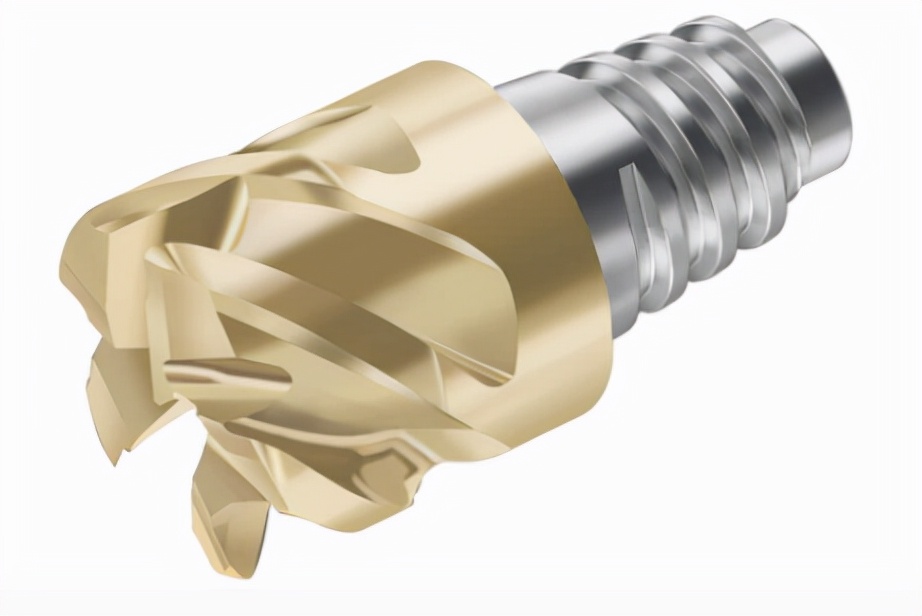
对于快进给刀片,要具有适当的主偏角,以起到切屑浅薄效应。瓦尔特 (Walter) 高进给铣刀 M4002的主偏角为15°,切削效果轻快,更耐用。
综上所述,钛合金因其优良的性能在航空航天工业的使用比例逐年增加,但受切削加工成本高和加工效率低的影响,目前应用仍然受到较大限制。随着刀具材料的研发和加工工艺的不断完善,钛合金的加工效率会大大地提高,加工成本将会明显下降,从而在造船、汽车制造、化工、电子、海洋开发等领域拥有广阔的应用前景。