
文丨聆听娱纪
编辑丨聆听娱纪
介绍
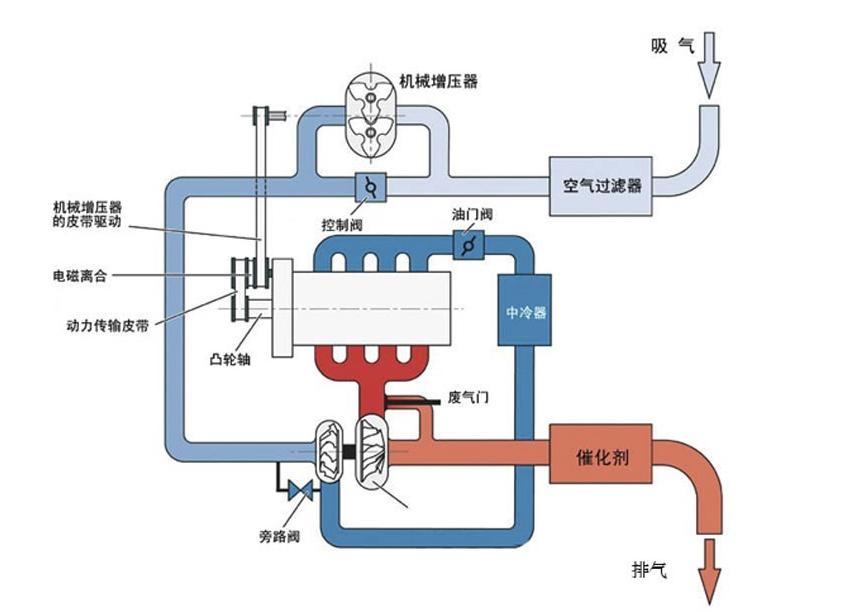
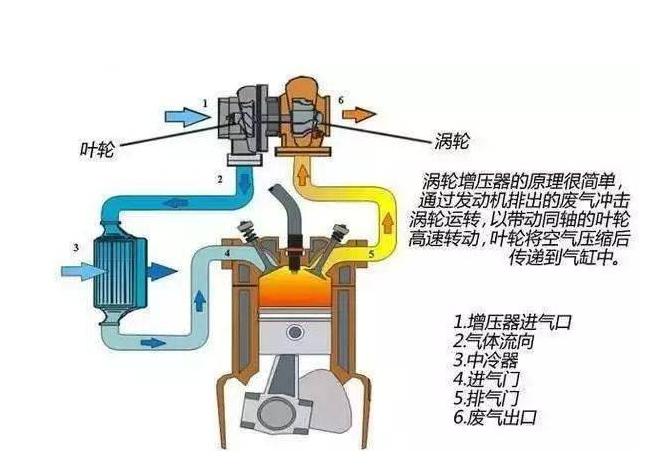
涡轮增压技术是汽车行业实现节能减排最有效的方法之一。
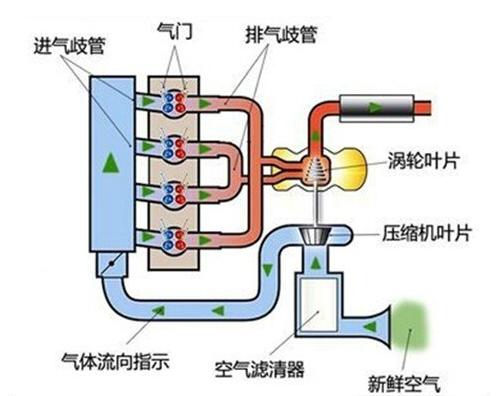
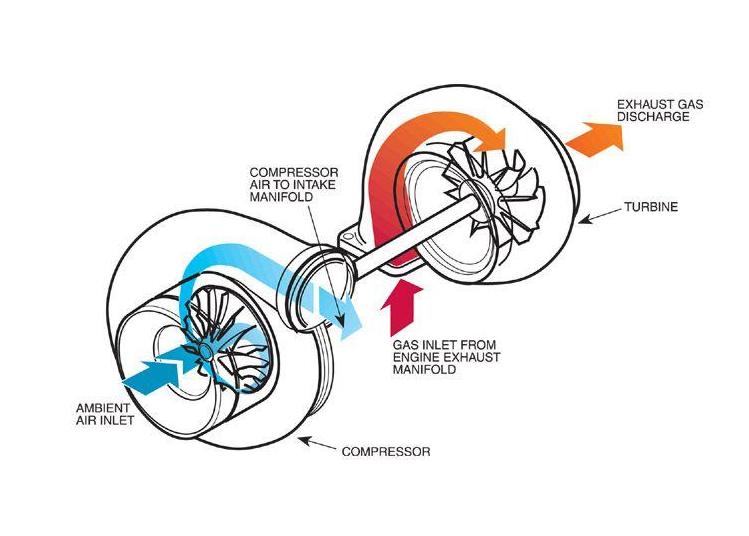
涡轮增压器主要由涡轮和压缩机叶轮组成,它们位于同一轴上。涡轮通过将空气压缩成能量,将发动机排出的气体转化为机械能。
涡轮增压器的关键部件是涡轮,它决定着涡轮的节能减排水平。在众多高温结构材料中,钛铝合金因其低密度、高比强度、优异的抗氧化性和抗蠕变性而备受关注。
与镍基高温合金相比,钛铝基合金制造的涡轮机叶轮的总重量可以减少40-50%。
重量减轻可以显著提高加速度响应性并降低能耗。随着节能减排的发展,涡轮机叶轮在更高温度的环境中工作,这就要求涡轮机叶轮具有更好的耐热性。
在新一代高温结构材料中,钛铝合金在发动机中显示出取代传统镍基高温合金的巨大潜力。
目前, 铸造是水轮机叶轮的主要制造方法。
川崎重工业有限公司、有限公司、三菱重工业、空军研究实验室(AFPL)和通用电气公司(GE)已成功通过铸造制备了钛铝基合金涡轮机叶轮。
然而,由于材料利用率低,微观结构不均匀导致其力学性能差,制备成本高,严重制约了涡轮增压技术的发展。
因此,迫切需要研究制备高性能、低成本的复杂形状钛铝合金涡轮。
MIM是一种近净形状成形技术,它将粉末冶金与塑料注射成型技术相结合,提供了更有效的材料利用率、大大提高的化学均匀性和更均匀的微观结构。
由于具有显著的设计自由度,它特别适合于形状复杂、尺寸较小(100 mm以内)的大规模生产。
在本研究中,我们旨在通过MIM工艺制造高性能、形状复杂的TiAl合金涡轮机叶轮。
通过毛细管流变仪、热重分析仪、ANSYS软件、扫描电子显微镜(SEM)、X射线衍射仪(XRD)、电子背散射衍射仪(EBSD)和试验机。
系统地表征了原料的流变性能、注塑成型过程的数值模拟、烧结后的微观结构和力学性能。
这项工作将为后来者促进TiAlbased合金的工业发展提供宝贵的指导。
实验程序
采用气相雾化预合金化Ti-48Al-2Cr-2Nb粉末作为起始材料。粉末的化学成分如表1所示。

表1 Ti-48Al-2Cr-2Nb粉末的化学成分。
Ti-48Al-2Cr-2Nb粉末的SEM图像和相应的粒度分布如图所示。粉末颗粒主要呈球形,平均粒径为14.5μm。
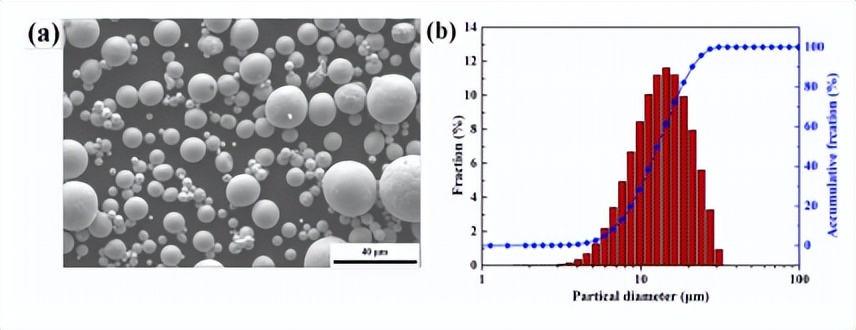
图1。Ti-48Al-2Cr-2Nb粉末的SEM图像(a)和相应的粒度分布。
所用的粘合剂体系由石蜡(PW)、高密度聚乙烯(HDPE)、聚合物聚丙烯(PP)和硬脂酸(SA)组成,由有限公司国药化学试剂有限公司提供。
铸造的TiAl合金由北京航空材料研究所提供,采用水冷铜坩埚真空感应熔炼炉(BJ-ISM-5KG,中国)制造。
在本研究中,表2中列出了纯组分的特性和粘合剂的组成。
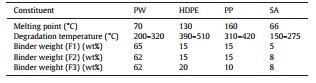
表2纯组分的特性和粘合剂的组成
将Ti-48Al-2Cr-2Nb粉末和粘合剂在XSK-160混合机中在165°C的温度下混合2小时制得的原料。
用中国佛山市陈德塑料机械有限公司生产的CJ-ZZ50型注塑机注射涡轮机叶轮。
注射速度、保持时间和冷却时间分别为90mm·s−1、3s和25s。注射压力、注射温度和模具温度分别为100MPa、160°C和50°C。通过溶剂脱脂和热脱脂去除粘合剂。
随后,在管式炉(GSL-1700×,Chane)中,在高纯度氩气(99.999%纯度)的保护下,在1470°C下,以5°C/分钟的加热速率烧结2小时。

烧结的涡轮机叶轮被炉冷却到室温。在180 MPa的压力下,在1280°C的温度下对烧结试样进行4小时的HIP处理。
利用ANSYS CFX软件对注塑过程进行了数值模拟分析。
涡轮机叶轮模型是由3604947个单元和698081个节点生成的四面体网格。粘合剂被处理为液相,并且粉末被认为是具有与真实固体颗粒相似性质的伪液相。
粉末相和粘合剂相都遵循质量、动量和动能的连续性方程。表3列出了粉末相和粘合剂相的热物理性质。 模拟参数与上述实际喷射参数一致
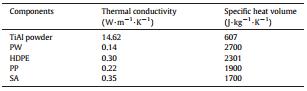
表3粉末和粘合剂成分的热物理性能
通过毛细管流变仪测量制备的原料的粘度。原料的热重分析(TGA)使用耐驰STA409C机器在氩气下以5°C/分钟的加热速率进行。
间隙元素O、N和C的含量分别使用氧/氮/氢分析仪和碳/硫分析仪测量。
使用配备有能量色散X射线光谱(EDS)系统的扫描电子显微镜,表征烧结微观结构和断裂形态。通过自动真密度分析仪测量制备的饲料袜的密度。
通过线相交长度法计算了试样的晶粒尺寸和片层厚度,使用阿基米德法测量烧结密度(五个试样的平均值), 并通过实际密度与理论密度之比(~3.953 g·cm−3)定量测量烧结体的相对密度。
使用X射线衍射(XRD,D/max RB,Japan)分析相识别,Cu Kα辐射(λ=0.51418nm)在50 kV和200 mA下,衍射角为10°至90°,扫描速率为5°/min。
在15kV的加速电压下,通过电子背散射衍射(EBSD,FEI Quanta 450F,USA)定量分析晶粒结构和相分布。
使用AGI-250KN试验机在室温下以1×10−3 s−1的应变速率进行拉伸试验。拉伸试验样品是由MIM制造的狗骨形状,直径为5毫米,标距长度为40毫米。
结果与讨论
原料的粉末负载和流变行为
图2显示了三种不同原料的粉末负载量与原料密度的曲线。
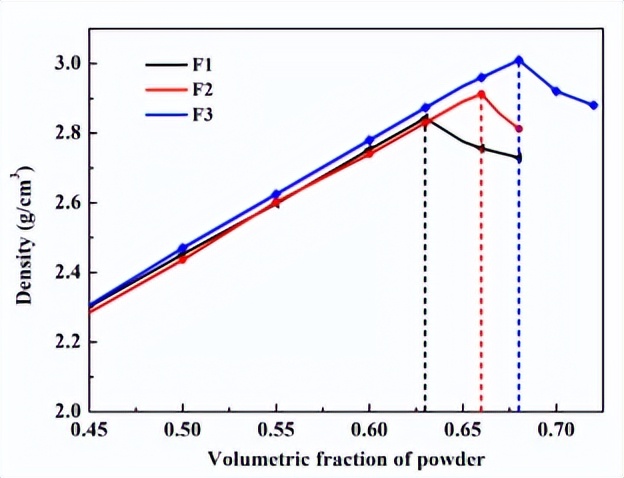
图2。原料密度随粉末装载量的变化
可以看出,在低粉料加载过程中,三种原料密度的变化趋势相似。
当粉末负载增加到一定水平时,密度急剧降低(F1为0.63,F2为0.66,F3为0.68)。转折点代表了临界粉末装载量。
三种原料的临界粉末负载量分别为原料1(F1)的63体积%、原料2(F2)的66体积%和原料3(F3)的68体积%。
通常,最佳粉末负载量比临界粉末负载量低约2%-5%,以确保注塑原料具有足够的流动性。三种进料的最佳粉末负载量分别确定为60体积%、63体积%和65体积%。
通常,MIM原料往往表现出假塑*行为性**, 并且在不同温度下粘度和剪切速率之间的关系可以由以下方程表示:

其中η是原料粘度,Pa·s,K是材料常数,γ是剪切速率,s−1,n是流动行为指数。n值是评价材料流变特性的一个重要因素
图3显示了在140°C至160°C的温度范围内制造的原料的对数粘度与对数剪切速率的关系图。
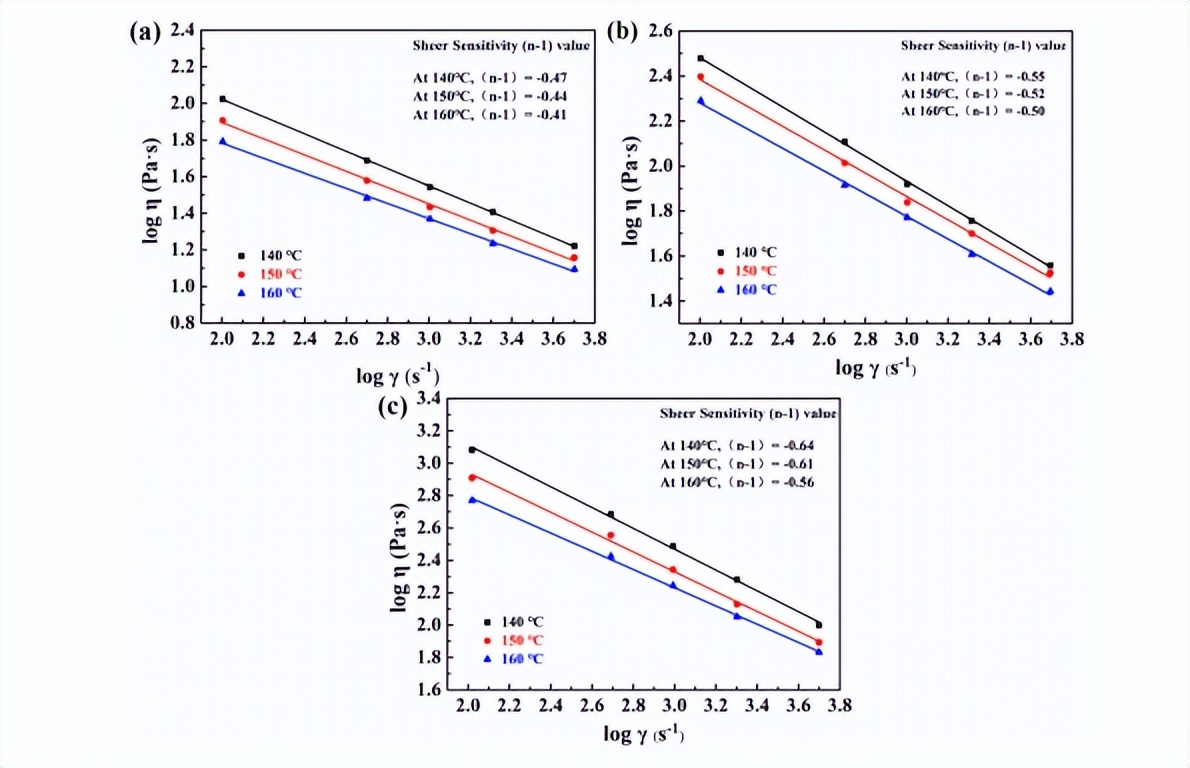
图3。不同温度下粘度与剪切速率的双对数图:(a)原料F1,(b)原料F2,(c)原料F3
根据斜率计算的原料(n-1)值也如图所示。3通过曲线线性拟合,相应的n值列于表4中。
表4三种原料在不同温度下的n值
图3(a)显示,原料F1的(n-1)值分别为−0.47、−0.44和−0.41。
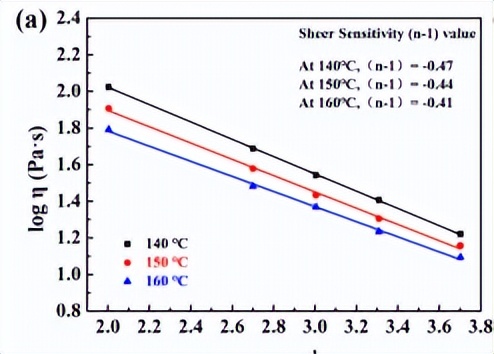
图3(b)显示,在不同温度下,原料F2的(n-1)值低于原料F1。
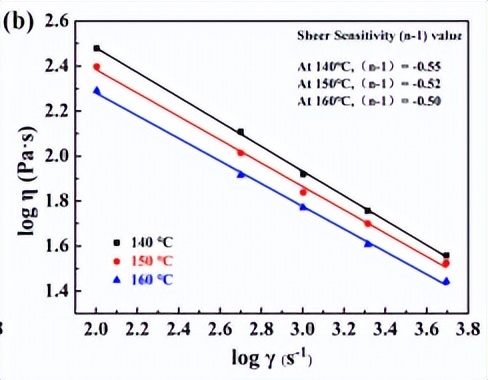
图3(c)显示,与其他两种原料相比,原料F3的(n-1)值最低,并且在相同温度下粘度最高。
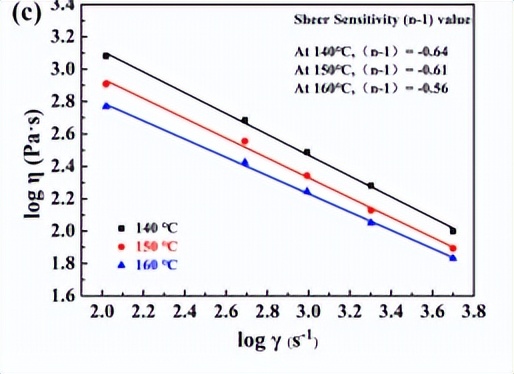
此外,可以看出,三种原料都表现出假塑性流体的剪切稀化特性(图3a-c)。
在相同的温度下,粘度随着剪切速率的增加而降低,在相同的剪切速率下,粘度随温度的增加而下降。
n的值越大,原料粘度随剪切速率的变化速率越慢,原料流动变形的稳定性越好,这对于复杂精密零件的注塑成型极其重要。
如果n的值太大,就没有剪切稀化效应,原料的流动性也会恶化。
当n的值太小时,意味着剪切敏感性太高,并且在注射成型过程中会出现诸如泛水之类的缺陷。
为了确保注塑成型,在100和10000 s−1之间的剪切速率范围内,原料的粘度应低于1000 Pa·s。
原料F1、原料F2和原料F3的粘度在相同温度下由于粉末负载的增加而依次增加。值得一提的是,三种原料的粘度均满足图3(a-c)中MIM的要求。
除了剪切速率外,温度对注塑原料的粘度也有显著影响。原料粘度和温度之间的关系可以通过Arrhenius方程来描述:

其中η0是参考温度下的粘度,PaE是流动活化能,KJ·mol−1,R是气体常数,8.314 J·mol-1·K−1,T是绝对温度,KE值表明粘度对温度变化的敏感性。
图4显示了2066 s−1剪切速率下原料粘度和温度之间的关系(ln h vs.1/T)。
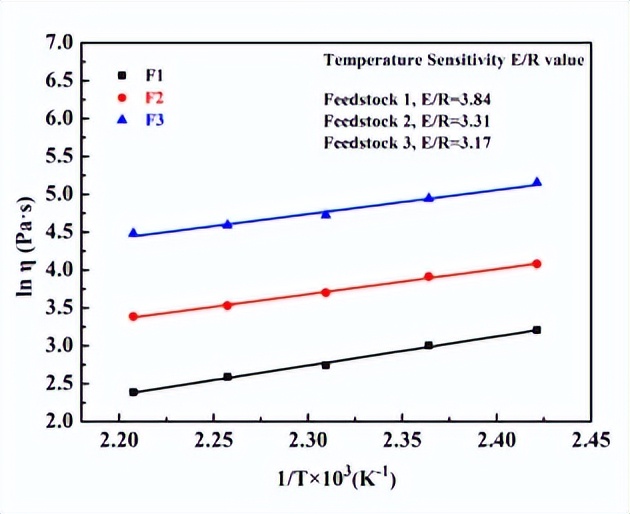
图4。剪切速率为2066 s−1时,原料粘度与温度之间的关系
流动活化能(E)的值可以通过拟合实验结果的曲线图来估计。
根据数据拟合结果,原料F1的E值为31.93 KJ·mol−1,原料F2为27.52 KJ·mol-1,原料F3为26.36 KJ·mol-1E值越低,温度变化对原料粘度的影响就越小。
这允许原料的更宽的注射成型温度范围。显然,三种原料的E值相似,表明温度敏感性对注塑成型的影响很小。
根据图中的数据可以清楚的看到,具有最低E值的原料F3更适合于MIM实验。
注塑过程模拟
图5(a)显示了涡轮机叶轮模型的中空内部结构以及用于模拟的入口和出口位置。
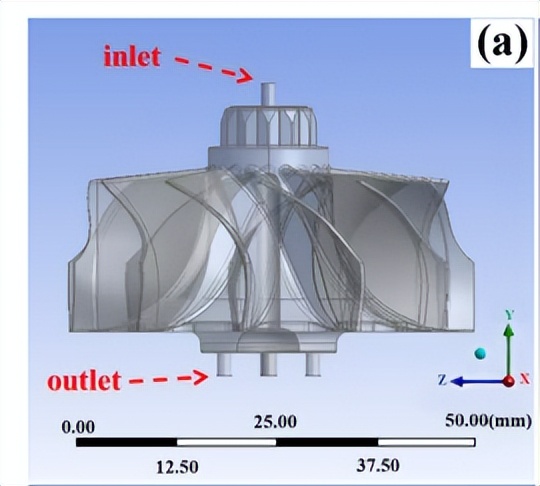
(a)具有中空内部结构的涡轮机叶轮模型
图5(b)显示了具有更密集流动闸门网格的四面体网格模型。
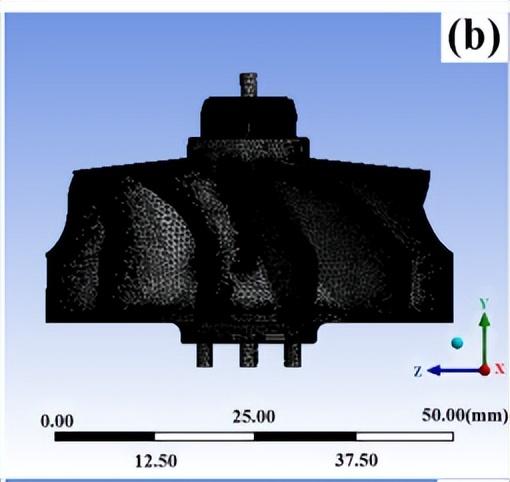
涡轮机叶轮的啮合
图5(c)和(d)显示了注射成型预成型件横截面上的粉末负载和温度分布(F3的65%粉末负载的模拟)。
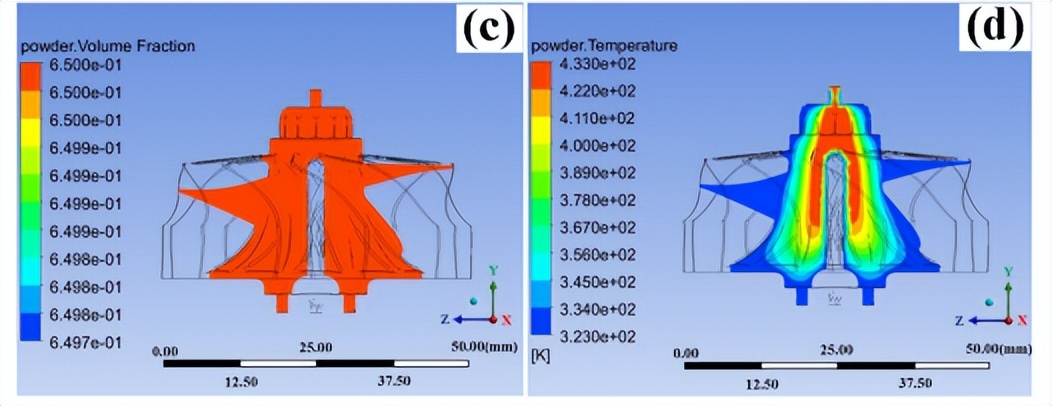
(c) 截面上的粉末负载分布,(d)截面上的温度分布。
红色区域表示在注射成型过程中具有最高粉末负载和温度的区域, 而蓝色区域表示具有最低粉末负载和最低温度的区域。
从图中可以看出,5(c),粉末体积分数在0.6497和0.6500之间略有变化,这表明粉末和粘合剂相在注塑过程中结合良好,尽管这似乎很容易发生在复杂形状的涡轮机叶轮中。
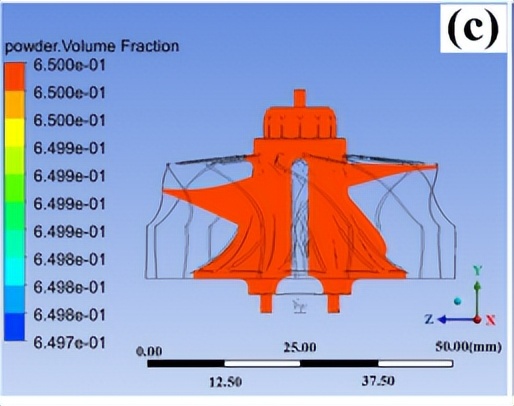
(c) 截面上的粉末负载分布。
图5(d)表明,高温区主要出现在涡轮机叶轮模型的中心,空腔的温度均匀
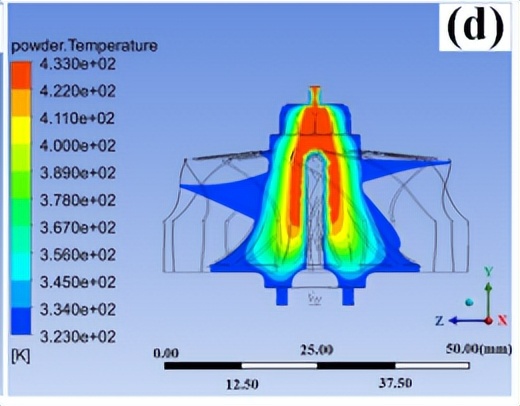
(d)截面上的温度分布
粘结剂分解的方式
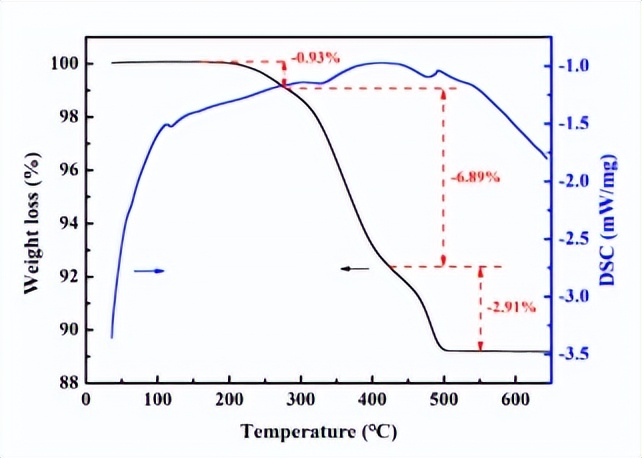
图6显示了制备的原料F3的DSC-TGA曲线。研究表明,粘结剂的总热分解可分为三个阶段。
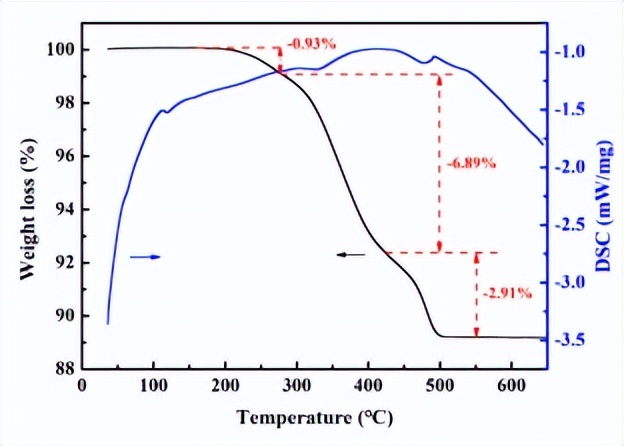
图6。原料F3
第一阶段发生在180°C–275°C ,重量损失0.93%,相当于PW和SA的蒸发
第二阶段发生在275°C–435°C ,重量损失为6.89%,标志着PP和部分HDPE的脱胶。
第三阶段发生在435°C–550°C ,重量损失为2.91%,表明剩余HDPE已脱粘。
总重量损失为10.73%,计算出的脱胶率达到99.7%,表明粘合剂已几乎完全去除。在脱粘过程中,被剩余粘合剂降解的气体产物可以通过开孔扩散出去
表5显示了雾化粉末、脱粘和烧结样品的杂质水平。
表5雾化粉末、脱脂试样和烧结试样的杂质水平。
可以看出,由于高活性钛铝合金粉末与PP和HDPE的分解产物之间的反应,脱粘试样的杂质(C、O、N)都高于雾化粉末。
脱粘试样的C、O和N含量分别为0.052wt%、0.152wt%和0.044wt%。与原料粉末相比,氧气水平低增加约360ppm,这似乎是由本研究中的无氧粘合剂组分和清洁加工条件引起的。
为了降低最终TiAl合金中的O含量,进行了一些特殊处理
相分析和微观结构
图7显示了在1470°C下烧结的样品的XRD图谱。
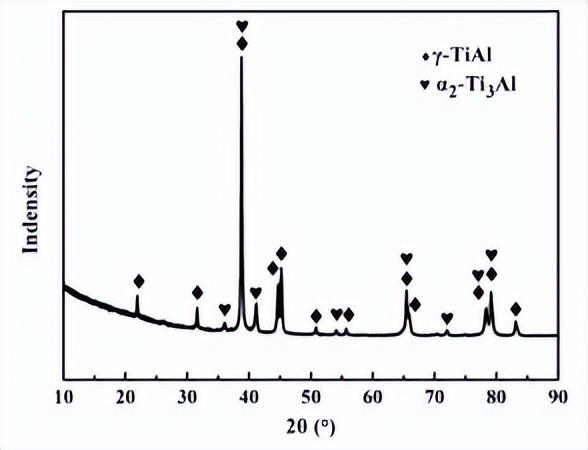
图7。HIPed试样的XRD图谱
清晰的衍射峰表明样品由γ-TiAl相和α2-Ti3Al相组成。
图8显示了Ti48Al-2Cr-2Nb合金通过不同成形方法的微观结构。
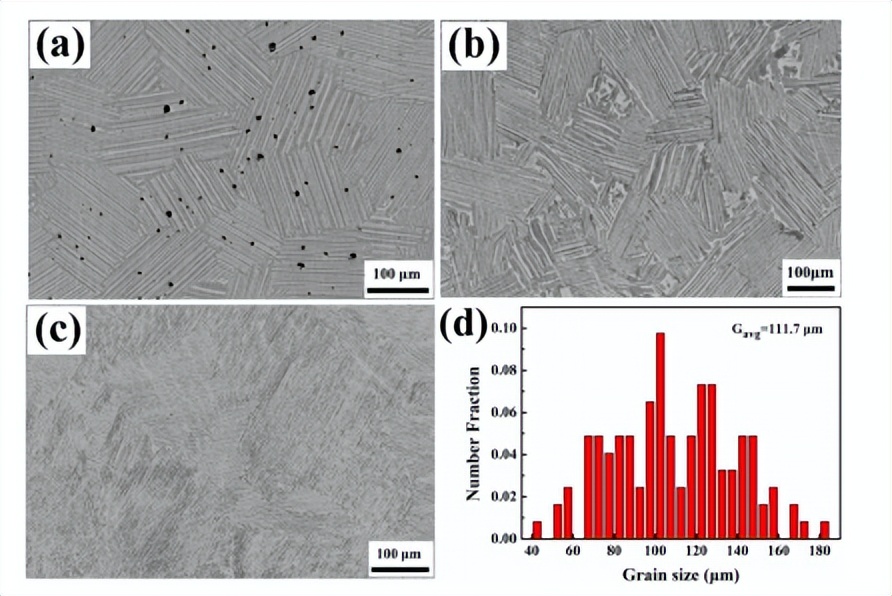
图8。(a)烧结试样,(b)HIPed试样,(c)铸造试样,和(d)根据SEM数据计算的HIPed晶粒尺寸分布
烧结试样的微观结构显示出少量孔隙(图8a);
烧结试样
然而,HIPed试样表现出完全致密的微观结构(图第8b段)。
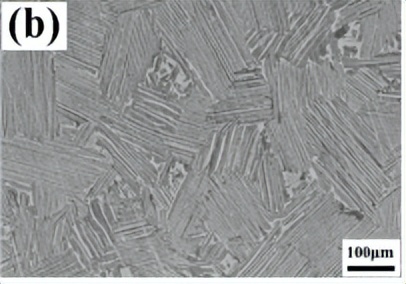
HIPed试样
烧结态和HIPed试样的相应密度分别测量为96.3%和99.8%。
根据图8(a)和(c),通过MIM和铸造制备的TiAl合金的微观结构都是典型的α2-Ti3Al+γ-TiAl层状结构。
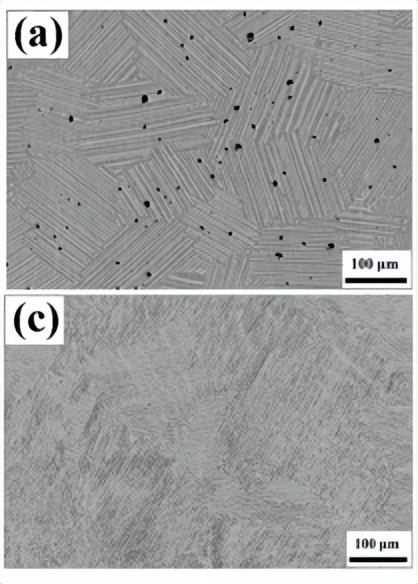
MIM制备的试样显示出更细的晶粒。如图6所示,如图8(d)所示,计算得到的层状合金的平均尺寸为111.7μm,远低于铸造试样。
机械性能
图10显示了烧结、HIPed和铸造试样的室温工程拉伸应力-应变曲线。
HIPed试验的极限抗拉强度、屈服强度和伸长率分别为517MPa、374MPa和0.98%。与烧结试样相比,极限抗拉强度提高了35%。
HIPed试样的力学性能优于铸造试样。表6列出了本工作对HIPed TiAl合金室温拉伸性能的比较。

表6本工作和其他报告对HIPed TiAl合金室温拉伸性能的比较。
需要指出的是,本工作中的HIPed TiAl合金显示出优异的力学性能
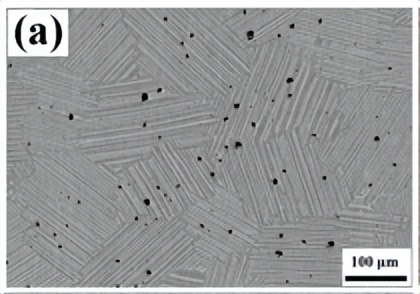
图11显示了拉伸试验后烧结、HIP和铸造试样的断裂表面。
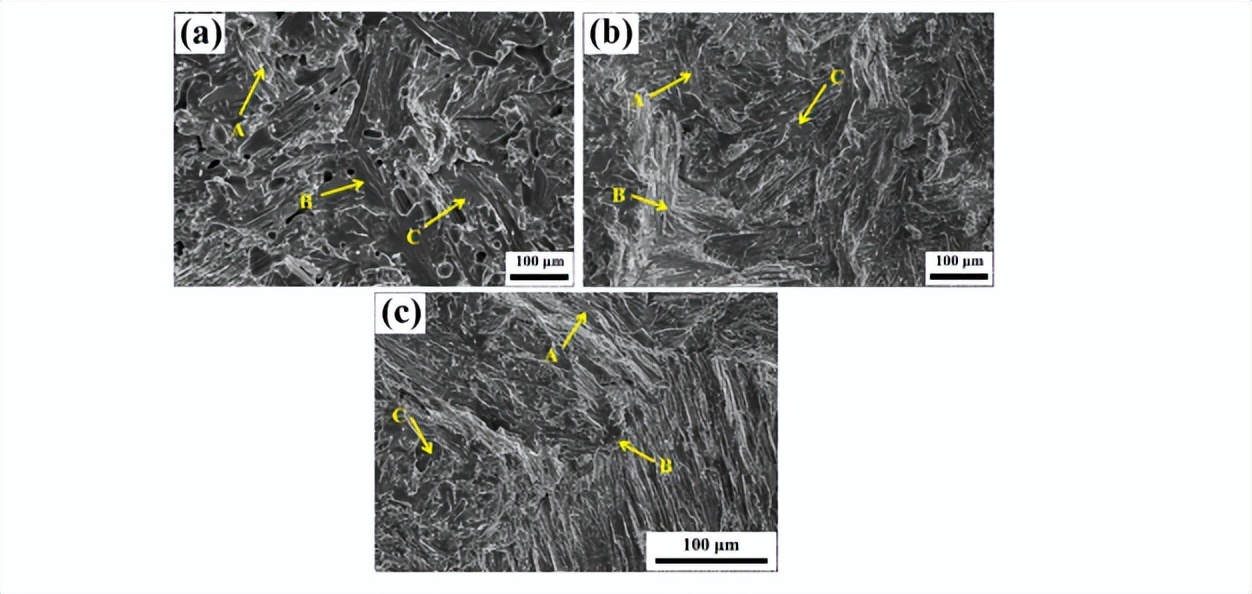
图11。拉伸试验后不同试样的断口形貌:(a)烧结试样,(b)HIPed试样,(c)铸造试样。
可见,二者的断裂方式没有明显的本质区别。它们都表现出典型的脆性断裂特征,包括层间(区域a)、跨层(区域B)和阶梯状(区域C)。
由于加载过程中两相强度差异较大,微裂纹倾向于在α2/γ层状界面成核。当晶粒中的片层与裂纹路径成小角度时,微裂纹通常沿层间路径传播;
否则,微裂纹将沿着跨层或阶梯路径传播。
结论
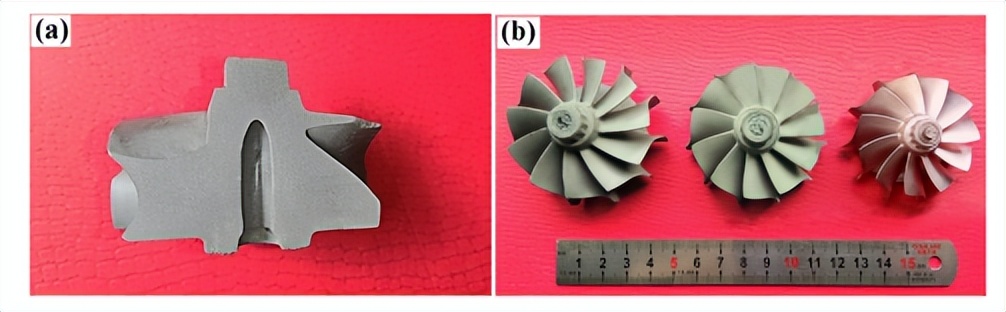
采用MIM和HIP工艺成功地制备了发动机用复杂形状的Ti-48Al-2Cr-2Nb合金涡轮。
研究了原料的流变行为、注射成型过程的模拟、粘结剂的分解行为、试样的微观结构和力学性能。可以得出以下结论:
(1) 粘结剂体系为62%PW+20%HDPE+10%PP+8%SA的原料最适合TiAl涡轮机叶轮的MIM。
原料F3在160°C时表现出最低的剪切敏感性和温度敏感性,n为0.44,E为26.36 KJ·mol−1。数值模拟结果表明,粉末体积分数在0.6497和0.6500之间略有变化。
(2) 与镍基涡轮机叶轮相比,具有几乎全密度(≥99.8%)的HIPed涡轮机叶轮具有约12.7%的均匀收缩率,并实现了约45%的重量减轻。
与铸造钛铝合金相比,MIM-TiAl合金晶粒细小,具有α2/γ全层状组织。烧结试样的片层集落的平均尺寸和片层厚度分别为111.7μm和0.548μm。α2和γ相的含量分别为11.2wt%和88.8wt%。
(3) HIPed试样的力学性能优于烧结试样和铸造试样。钛铝合金HIP后的极限强度、屈服强度和伸长率分别达到517MPa、374MPa和0.98%。