1.冷带钢厚度波动的原因有哪些?
冷带钢厚度的波动主要起因于轧制压力的波动,而影响轧制压力波动的原因是多方面的。
(1)带钢方面的原因 。带钢的化学成分和组织不均匀、轧制速度的变化等都对带钢厚度的变化有很大影响,如冷带钢的焊缝及热影响区硬度的增大和组织性能的不均等。
冷轧坯料尺寸变化的影响。坯料宽度不均将引起轧制压力和轧机弹跳的变化;坯料厚度变化则使实际压下量产生波动,也引起轧制压力和弹跳的变化。轧后的板厚变化必然比轧前的板厚变化要小,但很难完全消除。轧机的刚度愈小,则愈不容易消除轧制前的厚度不均。因此,为了提高冷轧产品的厚度精度,要求坯料的尺寸公差要尽可能小。
(2)轧机方面的原因。 轧辊的热膨胀、轧辊的磨损、轧辊的偏心运转等也会造成带钢厚度的波动。这些因素都是在压下螺丝位置不变的情况下使实际辊缝发生变化,从而使轧出的带钢厚度产生波动。
(3)轧制工艺方面的原因。 冷轧轧制时带钢前后张力的变化、轧制速度的变化、摩擦系数的波动等也是造成厚度波动的原因。
带钢在穿带和抛钢时,带钢头部和尾部所受张力是突然增大和突然消失的。带钢张力的变化改变了金属变形抗力,引起轧制压力的波动,使带钢头部和尾部出现两个厚度增大的区段,造成带钢切头切尾损失增加。
轧制速度变化(冷连轧是以低速穿带、高速轧制、减速抛钢进行操作的)使金属变形抗力变化,或者速度变化影响油膜轴承的油膜厚度变化,从而改变轧制压力和实际辊缝。速度增大使油膜增厚,压下量加大,因而使带钢变薄。速度变化对冷轧时摩擦系数的影响也十分显著。速度增加使摩擦系数减小,即使轧制压力减小。
2.什么叫轧机刚度?
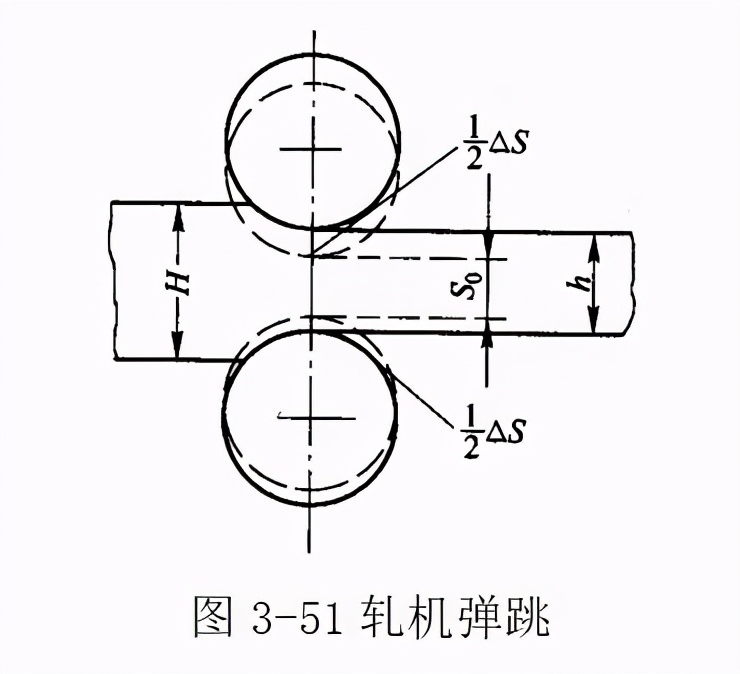
(1)轧机弹跳和刚度。 在轧制过程中,轧件的变形抗力通过轧辊和轧辊轴承、压下螺丝等最后传给机架。从轧辊到机架这一系列受力部件都要产生一定量的弹性变形。这些受力部件的弹性变形的总和,最终都使轧辊辊缝增大,如图3-51所示。
设轧辊原始辊缝为So,在轧制过程中,由于轧制力的作用,轧机受力部件产生弹性变形,使轧出的轧件厚度h将大于So,两者之差(f),即辊缝增大量(轧机总变形)称为轧机弹跳,其关系可表示如下:
F=h—So
式中 f——轧辊弹跳,mm;
h——轧件出口厚度,mm;
So——轧辊开口度(原始辊缝值),在轧辊预压靠情况下,So可为负值。
轧机的弹跳是由轧机的弹性变形引起的,其总变形可达几个毫米,它包括机架、轧辊系统以及压下系统的弹性变形,其中,轧辊变形占总变形量的40%~70%。
表示轧机弹性变形与轧制压力之间关系的曲线称为轧机的弹性曲线。如图3-52所示,轧制压力越大,则轧机吊弹性变形也越大.
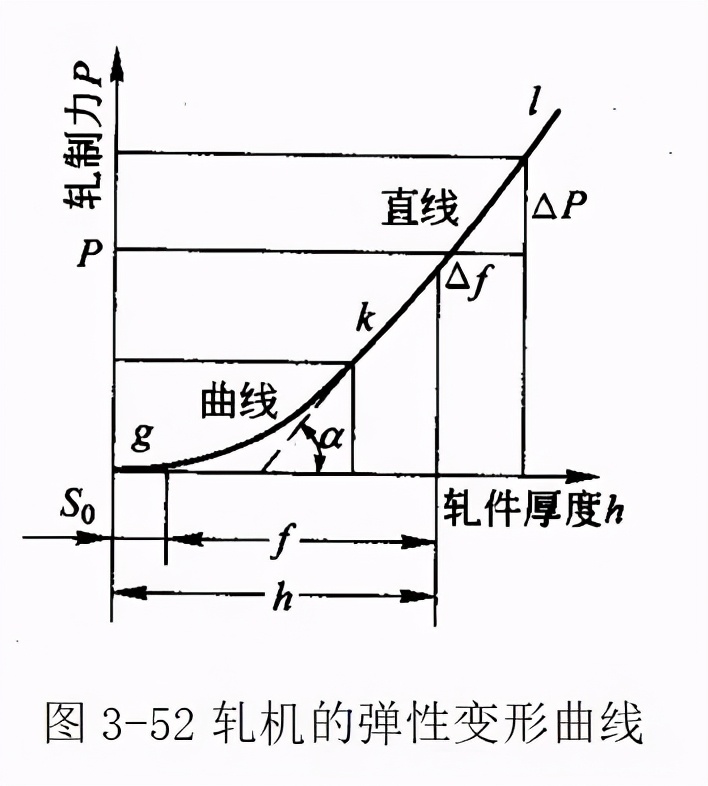
由图3-52可见,轧机的弹性曲线并不完全是一条直线,在弹性曲线的起始段不是直线,而是一小段曲线,这是由于轧机各部件之间存在着一定的间隙和接触不均匀之故。随着轧制压力的增加,弹性曲线的斜率逐渐增大。当轧制压力增大到一定数值后,弹性曲线可近似地看成是一条直线。实际生产中,轧机大多工作在弹性曲线的直线段范围内,因此,通常将直线部分的斜率称为轧机的刚度系数K,或称为轧机模数。轧机刚度系数K可用下式表示:
式中 K——轧机刚度系数,N/mm;
ΔP——弹性曲线直线部分的轧制压力的变化量,N;
△f——弹性曲线直线部分的机座弹性变形的变化量,mm。
轧机刚度系数的物理意义是指轧机工作机座抵抗弹性变形的能力的大小,即当轧机产生单位(1mm)弹性变形时所需要的轧制压力的大小,此力越大,则刚度系数越大(即弹性曲线越陡),表明轧机刚度越大,而轧机弹性变形就越小。通俗地说,轧机刚度系数 K即表示轧机工作机座的软硬程度。
(2)轧机纵向刚度和横向刚度。 图3-53示出了工作机座的弹性变形情况。在轧件进入轧辊之前轧辊的开口度(原始辊缝)为 So(如图虚线所示);当轧件进入轧辊后,在轧制压力的作用下,工作机座产生了弹性变形厂,使辊缝加大,弹性变形的结果,使两轧辊轴线产生相对平移,使实际压下量减小,带钢出口厚度大于原始辊缝值,影响带钢纵向厚度。轧机工作机座抵抗纵向弹性变形的能力大小称为轧机纵向刚度,简称轧机刚度。
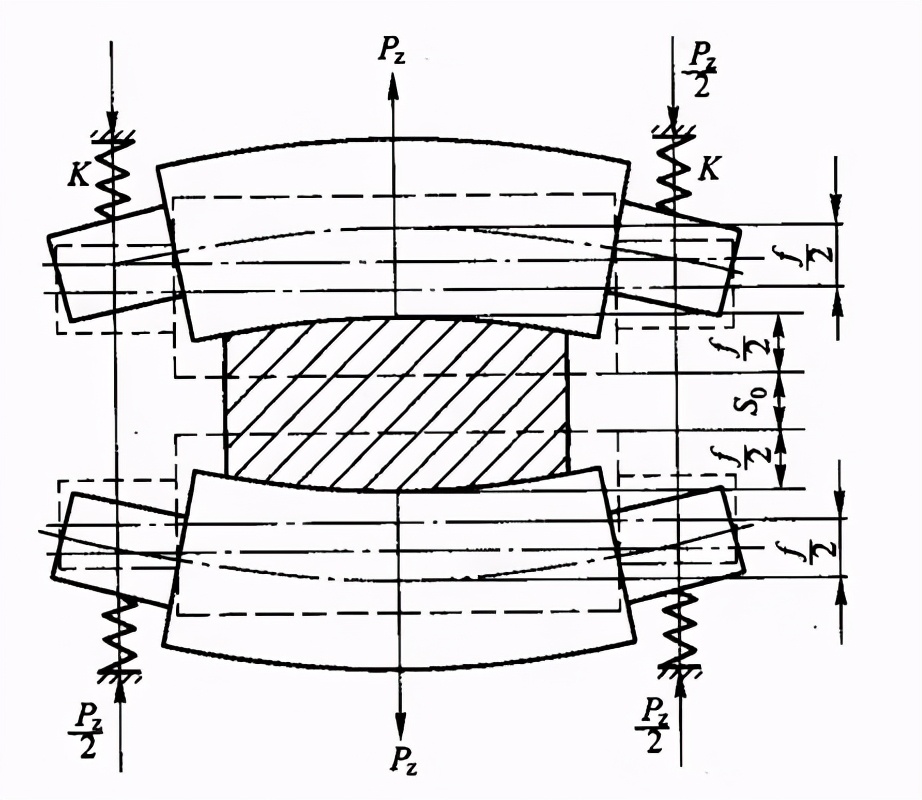
图3-53工作机座变形示意图
在轧制压力作用下,轧辊还会产生弯曲变形,轧辊呈凹形(假设轧辊为平辊)。由于轧辊的弯曲变形,带钢沿宽度方向厚度不均,即出现横向厚差。轧机抵抗横向弹性变形的能力大小称为轧机的横向刚度。带钢沿宽度方向产生的横向厚度偏差,一般是通过合理的辊形设计、辊形调整装置等来控制的。
3.怎样测定轧机刚度,其有何意义?
轧机刚度是可以通过公式计算求得的,但是由于轧机中各部件的形状和受力情况比较复杂,再加上各部件的接触面间存在着间隙,因此,目前轧机刚度只能是近似的计算。最可靠的办法是通过对现有轧机的实测,以求得其刚度。
轧机刚度的实测方法主要有轧板法和调节压下螺丝法两种。
(1)轧板法 。此法又可分为固定辊缝和改变辊缝两种方法。
固定辊缝轧板法: 预先固定轧辊辊缝,然后将宽度相同而不同厚度的轧件依次送入轧辊中轧制,同时测出每一道次的轧制压力和轧出的轧件厚度。求出该道次的轧机弹跳值,以轧制力P为纵坐标,以轧后带钢厚度h与原始辊缝So之差(轧机弹跳值)为横坐标,绘出轧机的弹性曲线,曲线的斜率即为轧机的刚度系数K,即
改变辊缝轧板法:固定轧件厚度和宽度,改变辊缝,以轧出不同厚度的轧件。同样测出每一道次的轧制力和轧出的轧件厚度。求出该道次的轧机弹跳值,作出弹性曲线,求得轧机刚度系数。
用轧板法测定刚度,可得到与轧制条件相符合的轧机刚度系数。其方法最简单,适合于各种轧机,特别是中小轧机。在采用轧板法测定刚度时,应注意正确确定原始辊缝,因为工作机座各零部件之间存在着间隙,而这种间隙随条件的不同会有所变化。当直接测定辊缝时,要注意消除产生间隙的影响,可采用压铅方法来测量辊缝。铅是很软的金属,压出的铅块厚度即为原始辊缝。当采用压下装置的压下电子仪显示辊缝时,要以一个适当的小预压紧力,达到消除间隙的位置为零位。
(2)调节压下螺丝法。 大型轧机的压下装置,采用调节压下螺丝法比较方便。该方法不进行轧制,让工作辊直接压靠,一面旋转轧辊,一面调节压下螺丝,同时记录压下调节量和相对应的压力。压下螺丝开始压靠的移动量即为此压力时的机座总变形量。根据压下调节量与压下作用力之间的关系,作出轧机弹性曲线。采用这种方法,可以从小负荷到最大负荷进行连续测定。
为了使调节压下螺丝法与轧制情况更接近,也可不转动轧辊,而在工作辊之间夹入一块冷态钢板或铝板,板宽与轧件宽度相对应,不断调节压下螺丝,求出压下调节量与压下作用力之间的关系,作出弹性曲线。注意压下调节量要减去所夹板的压下量。
图3-54为某厂1200mm四辊冷轧机机架的弹性曲线,其中,曲线1为实测曲线,曲线2为计算曲线。图3—55则为该轧机轧制不同宽度的轧件时的机架弹性曲线。由图可见,轧件越窄,轧机的刚度系数越小。
表3-39列出了一些冷轧机的刚度系数。
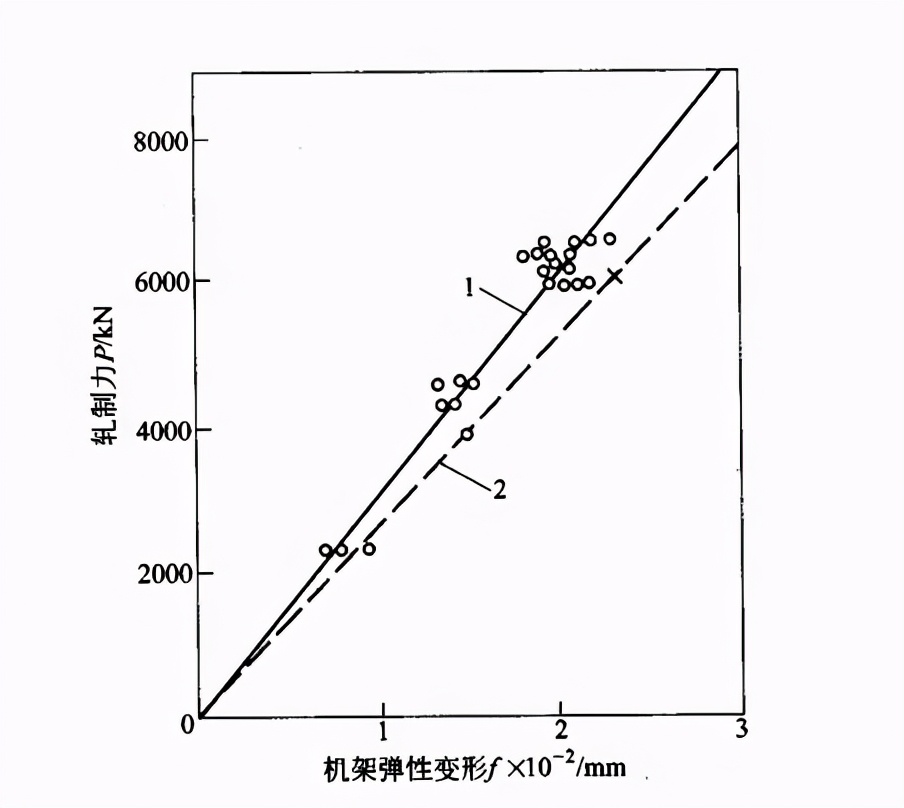
图3-54某厂1200mm四辊冷轧机机架的弹性曲线
1-实测曲线;2-计算曲线
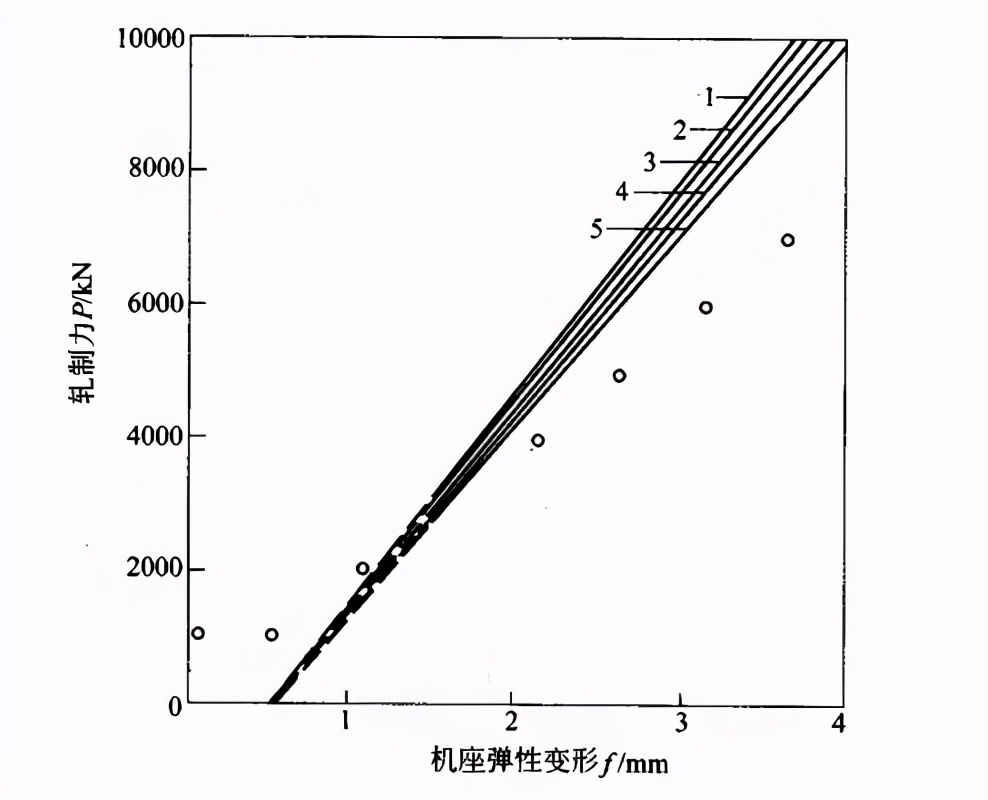
图3-55 某厂1200mm四辊冷轧机轧制不同宽度轧件时的机架弹性曲线
l-轧辊预压靠时;2-轧件宽度为900mm时;3-轧件宽度为750mm时;
4-轧件宽度为500mm时;5-轧件宽度为300mm时
表3-39冷轧机的刚度系数
|
轧机类型 |
轧辊尺寸 /mm×mm |
轧制力 /kN |
牌坊立柱断面积/cm2 |
刚度系数/kN·mm-1 |
轧材 |
板厚/mm |
||||||||
|
坯料 |
成品 |
|||||||||||||
|
四辊可逆 式冷轧机 |
φ650/φ1400×2800 |
20000 |
6480 |
6000 |
铝带 |
6~8 |
O.5~4 |
|||||||
|
偏八辊轧机 |
φ210/φ1250×1400 |
15000 |
5000 |
带钢 |
1.5~4.5 |
O.25~3 |
||||||||
|
四辊可逆式 冷轧机 |
φ250/φ750×800 |
1560 |
2500 |
铜带 |
||||||||||
|
四辊五机架 冷连轧机 |
φ6lO/φ1525×1700 |
25000 |
6000 |
5000 |
带钢 |
1.5~ 6 |
O.2~3 |
|||||||
|
四辊不可逆 式箔材轧机 |
φ230/φ550×1200 |
2000 |
1260 |
1800 |
铝箔 |
O.5~O.7 |
0.005~2 |
|||||||
|
四辊六机架 冷连轧机 |
φ584/φ1422×1422 |
6930 |
5000 |
带钢 |
2.3 |
O.3 |
||||||||
|
六辊冷轧机 |
φ28/φ84×60 |
110~ 120 |
铜 |
O.3 |
O.02 |
|||||||||
|
十二辊罗恩 型可逆轧机 |
φ(42-32)×260, φ93×260, φ185×260 |
680 |
各种 带材 |
2.O |
O.1 |
|||||||||
|
二十辊森吉 米尔轧机 |
φ80×140, 支撑辊φ406×112 |
6000 |
带钢 |
O.152 |
||||||||||
轧机刚度是表征一台轧机结构性能的重要参数,因此,了解和实测轧机的刚度具有重要的意义。
(1)保证成品尺寸精度。对于带钢冷轧机来说,轧机刚度是反映一台轧机所能获得轧制精度的一个重要指标。轧机刚度越大,轧机的弹性变形就越小,由轧机弹性变形所引起的轧件厚度波动值就越小。显而易见,增大轧机刚度有利于减小轧件厚度偏差,提高所轧产品的尺寸精度。
(2)为厚度控制提供可靠的依据。如果忽略轧件轧出后的弹性恢复,那么,轧件出口厚度h与轧机刚度K、轧制力P和辊缝So之间的关系如下:
由上式可知,若已知轧机刚度K,则可求出某一轧制力P下,轧机产生的弹性变形的大小,从而可求出为获得轧件出口厚度为h时所必需的轧辊开口度So,这样就为人工调节轧辊原始辊缝或进一步实现带钢厚度自动控制提供了可靠的数据。
4.影响轧机刚度的因素有哪些?
轧机刚度是轧机弹性曲线上任意点的斜率,即轧机刚度系数 K可用下式表示:
式中ΔP——轧制力的变化量,N;
△f——机座变形的变化量,mm。
轧机的刚度系数不仅是轧机结构所固有的特性,而且和轧制条件有关。不同的轧制速度和轧材宽度,均使轧机刚度系数有所变化。
图3-56示出在不同的轧辊圆周速度条件下,用调节压下螺丝法所测得的轧机弹性曲线。由图可知,轧机刚度系数受轧辊速度的影响较大。
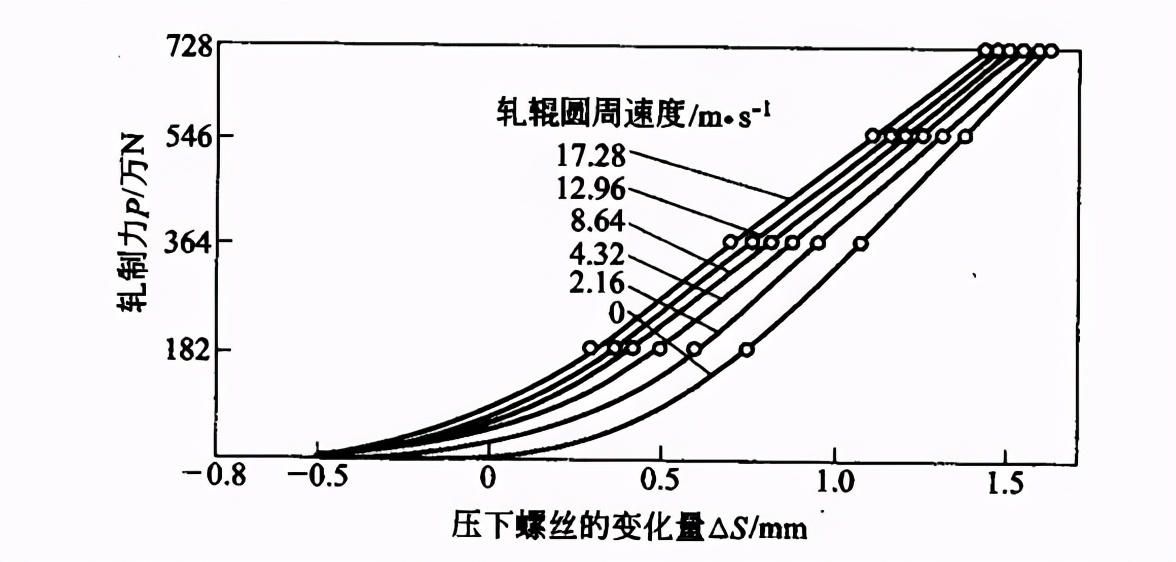
图3-56 由轧辊圆周速度的不同引起的弹性曲线的变化
工作辊与轧件之间产生的接触变形决定于单位板宽上的轧制力。另外,轧件宽度的改变,从工作辊传给支撑辊的轧制力沿宽度的分布发生变化,使接触变形量发生变化,从而引起轧辊弯曲变形也将发生变化。因此轧件宽度会影响轧机的刚度系数。板宽越窄,轧机刚度系数就越小。板宽b对刚度系数的影响一般可写成(图3-57):
式中L——轧辊辊身长度;
b——轧件宽度;
KL——用预压靠法得到的刚度系数,即b=L时的刚度系数;
Kb——宽度为b时的刚度系数;
β——宽度对刚度系数的影响系数。
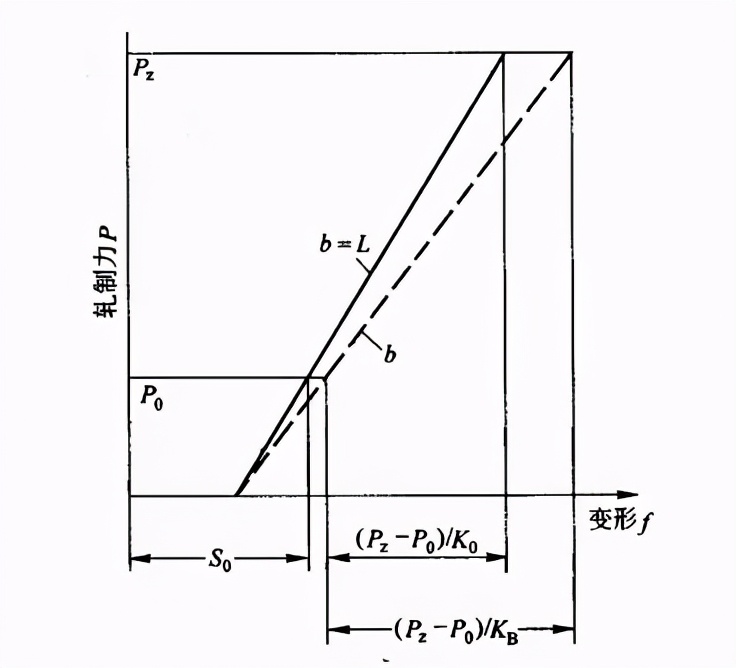
图3-57轧件宽度对轧机刚度的影响
5.怎样粗略估算轧机刚度?
轧机工作机座的弹性变形由以下几部分组成:
(1)轧辊辊系的弹性变形fl。四辊轧机轧辊辊系的弹性变形包括3部分:支撑辊的弯曲变形f11、工作辊与支撑辊间的弹性压扁变形f12和工作辊与轧件问的弹性压扁变形f13即轧辊辊系的总变形为:

对于二辊轧机,则无f12这一项。
(2)轧辊轴承的变形f2。滚动轴承的弹性变形可以计算,而动压液体摩擦轴承的油膜厚度是随轧辊运转速度变化而变化的,此油膜厚度将影响辊缝变化,即影响轧机的刚度。可通过自动控制系统对轧机进行速度补偿,来消除油膜厚度变化对辊缝的影响。因此,在进行轧机刚度计算时,可不考虑油膜变化的影响。
(3)牌坊的弹性变形f3。牌坊在垂直方向的变形会使辊缝变化,影响轧制精度,故要考虑。
(4)压下系统的弹性变形f4。对于电动压下装置,影响轧辊辊缝的弹性变形包括压下螺丝和压下螺母的压缩变形以及螺纹螺牙的弯曲变形3部分。
(5)轴承座的弹性变形f5。
(6)止推垫、上垫板、下垫板和测压头等零件的弹性压缩变形f6。
(7)压力调心垫板的接触变形f7。
工作机座在垂直方向的总变形为各部分变形之和:

在给定不同的轧制压力,分别求得与其对应的变形量后,就可作出轧机工作机座的刚度特性曲线,此曲线的斜率即为轧机的刚性系数K。
上述的工作机座各部分弹性变形的计算是比较麻烦的。从轧机各部分变形的计算结果可以看出:轧辊辊系的变形量最大,占总变形的40%~50%;牌坊的变形约占总变形的12%~16%;轧辊轴承的变形占总变形的10%~15%;压下系统变形占总变形的6%~8%;其余的变形约占总变形的15%~20%。
根据现有的某些轧机的刚度系数统计,可得到如图3-58所示的轧机刚度与支撑辊直径的关系。可以看出:随着支撑辊直径的增大,轧机刚度系数也增大。
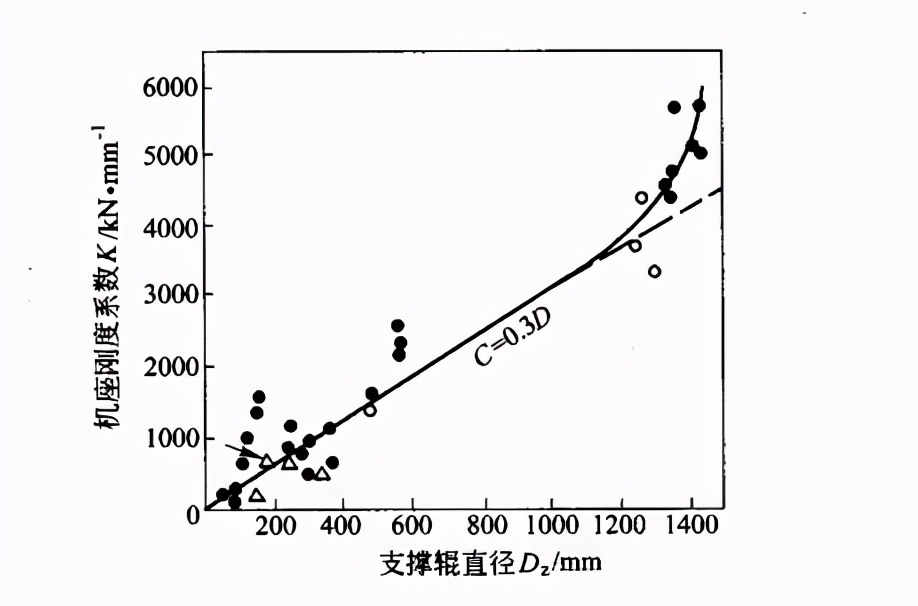
图3-58各种轧机刚度系数K与支撑辊直径D的关系曲线
小型轧机K=0.3Dz(Dz以mm为单位);
对于支撑辊直径为1200~1400mm的大型冷轧机 K=(O.3~0.4)Dz。
图3-59表示了某一四辊冷轧机的轧机刚度系数K与支撑辊直径和辊身长度的关系,这些曲线是通过计算得到的。
轧机的主要特征尺寸:支撑辊直径与工作辊直径之比为2.5;
机架主柱厚度为745mm;
机架主柱宽度为760mm;
压下螺丝直径为458mm。
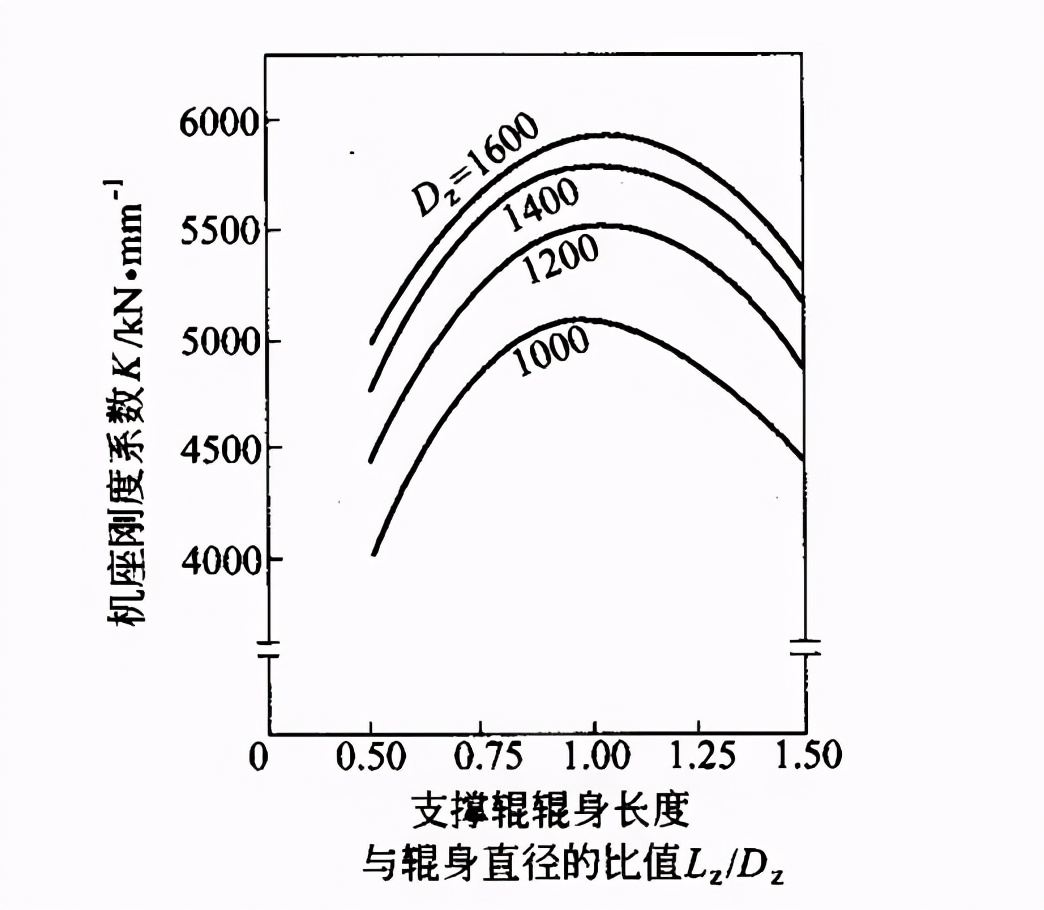
图3-59 四辊冷轧机的轧机刚度系数K与支撑辊直径Dz和辊身长度Lz的关系
6·什么叫轧机可变刚度,生产中为什么需要轧机刚度可变?
对于制造好的一台轧机来说,轧机的结构确定后,轧机固有的刚度K是基本不变的,或者说,在较小范围内变化(如轧件宽度变化的影响),把轧机固有的刚度称为轧机自然刚度。
在液压压下轧机中,由于液压压下具有调节速度快、反应灵敏等优点,因轧制压力等因素的波动而产生的轧机弹性变形可随时得到调整补偿。生产中,对于因坯料厚度波动或其力学性能不均等因素所引起的板厚偏差,要求轧机刚度愈大愈好,刚度愈大,则出口板厚偏差愈小。所谓的“恒辊缝轧制”,即轧出的板材厚度保持恒定不变,这相当于轧机具有无限大的刚度K(辊缝没有变化)。实际上辊缝是在不断地变化,通过自动控制系统不断调节液压压下,消除轧机的全部弹性变形,使带钢出口厚度不变。由此引出了一个轧机的可变刚度Kc的概念。
生产中,采用“恒辊缝”控制时,虽然可以完全消除轧件的纵向厚度差,但由于轧制压力急剧增大,轧辊的弯曲变形较大,故带钢的板形较差。当轧机当量刚度较小时,则可获得较好的板形,而带钢的厚度偏差较大。因此,对冷连轧机来说,我们希望各机架的刚度系数是可变的,例如,对于连轧机第一、二机架,希望轧机刚度大,这样容易消除坯料厚度偏差,而最终机架则要求轧机刚度小些,这样更有利于控制板形。
所谓轧机可变刚度,是利用不同的辊缝改变量去抵消因轧制压力所引起的轧机弹性变形的一部分或全部,这就相当于轧机刚度可变。
可变刚度Kc可由以下公式求得。
轧机弹跳方程式为:
压下调节满足下式要求:
代人弹跳方程式得:

由此求得轧机的可变刚度为:
※补P207,第一行
式中K——轧机的自然刚度系数;
C——调节系数。
从上式可知,改变调节系数C的大小,就可以改变可变刚度 Kc,实现不同的控制方法(图3-60):
(1)恒辊缝控制。当C=1时,Kc=∞,即轧机的可变刚度为无限大(最硬),轧辊辊缝的调整量完全补偿了机座的弹性变形波动量,轧出带材厚度h保持恒定,轧制过程工作点始终在Kc=∞这条线(直线1)上。
(2)当0<C<1时,可变刚度Kc大于轧机自然刚度K,这是硬特性控制,轧辊辊缝调整量只能补偿部分的机座弹性变形波动量(直线2)。
(3)当C=0时,Kc=K,即轧机可变刚度等于轧机的自然刚度。轧制过程中压下不进行调节,轧辊原始辊缝So恒定,轧制过程的工作点始终在自然刚度曲线K(直线3)上。
(4)当C<0时,可变刚度Kc小于轧机刚度系数K,这是软特性控制(直线4),轧辊辊缝调整方向与机座弹性变形量的方向相同。
(5),恒压力控制。当C=-∞时,Kc=O,即轧机的可变刚度为零(最软),以保证轧制过程中轧制压力恒定,轧制过程的工作点始终保持在Kc=O这一条线(直线5)上;实现轧制力恒定控制。由图可见,采用恒压力控制时,并不调整由于坯料厚度偏差所形成的带钢偏差。此时,带钢的板形最好。
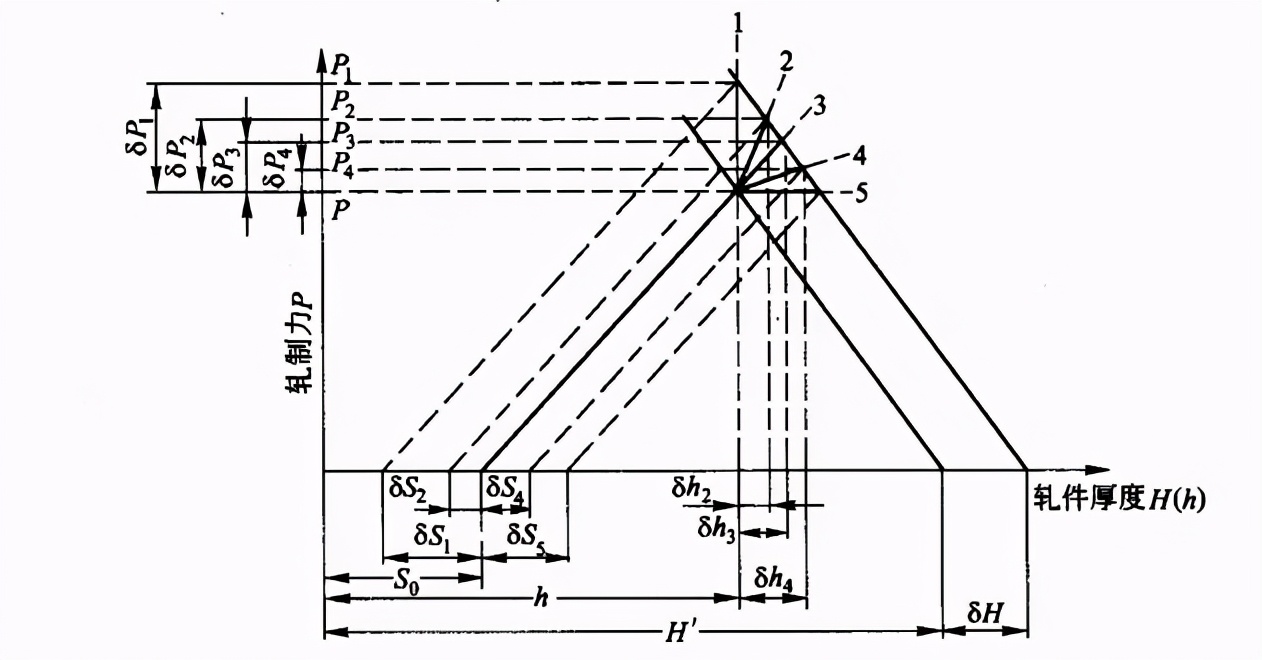
图3-60轧机当量刚度系数可变时的P-H图
1-“恒辊缝”控制;2-硬特性控制;3-恒定原始辊缝控制;4-软特性控制;5-恒压力控制
恒压力控制一般用在平整机操作上,以改善轧件的板形。
7.什么是轧件的塑性曲线和塑性方程式?
轧制力与轧件的轧制条件和受力状态等各种因素有关。轧制力可用下式表示:

式中p——单位压力,MPa;
F——接触面积,mm2;
B——轧件宽度,mm;
R——轧辊半径,mm;
H——轧件轧前厚度,mm;
h——轧件轧后厚度,mm;
nσ——应力状态系数,与摩擦系数及变形速度有关;
σ——变形阻力,与化学成分、变形程度、张力等有关。
当上式中除轧件轧后厚度h外的所有参数都不变时,那么,轧制力的变化量δP可用下式表示:
此式即为轧件的塑性方程式, M称为轧件的塑性系数。它反映了轧件的软硬程度,即变形难易程度。在不同轧制条件下的M值可以通过试验求得。在一定的坯料厚度H的情况下,轧制力与压下量之间的关系如图3-61所示。由图可见,轧制力P在相当宽的压下量范围内呈直线变化。只是在压下量较小或较大时,轧制力才成曲线变化。在一般情况下,采用很小或很大压下量轧制的情况较少,轧制力变化曲线(也称为塑性变形曲线)可以近似地用直线表示。
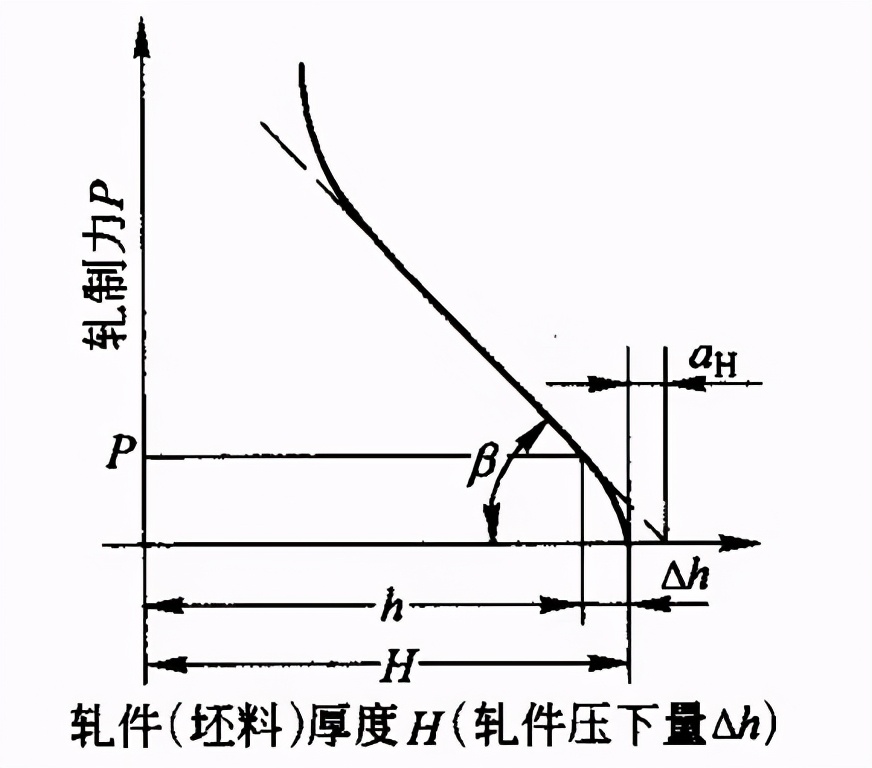
图3-61轧件塑性变形曲线
轧件塑性系数M实际上是近似直线的斜率,M=tanβ。一般说来,坯料厚度H和张力T愈小,塑性系数M愈大,变形阻力σ和摩擦系数愈大,塑性系数M亦越大。
8.什么叫轧机弹塑曲线(P-H图),其有何用途?
轧制过程是轧件和轧机(轧辊)相互作用的过程。相互作用产生了轧制力,轧件受轧制力的作用产生了塑性变形,而轧机工作机座受轧制力的作用产生了弹性变形。所谓轧机的弹塑曲线,是轧机的弹跳曲线与轧件的塑性变形曲线的总称。现在,我们通常用弹塑曲线来说明轧制过程。
由于轧机弹跳曲线和轧件塑性曲线的纵坐标都是轧制力P,
而横坐标都与轧件厚度H(h)有关,因此,将弹跳曲线和塑性曲线绘制在同一图上,就得到弹塑曲线(P-H图)。
现在,以生产操作中确定轧辊的原始辊缝为例,说明P-H图的用途。
P-H图可以较直观地分析坯料厚度H、轧件厚度h、轧制力P以及轧辊辊缝So等参数的关系。在图3-62所示的P-H图上,塑性曲线用近似直线Gd表示。如果采用人工零位操作,轧辊预压靠力为Po,轧机弹性变形压靠曲线为OR′l′。要得到的轧件厚度为h,相应的轧制力为P,则在塑性曲线上的相应点为e,过e作弹跳曲线mel(已知轧机刚度K就是直线mel的斜率)。然后,通过预压靠力Po作水平线,此水平线与弹跳曲线交点k的横坐标So′,即为轧辊辊缝指示盘应表示的原始辊缝值。
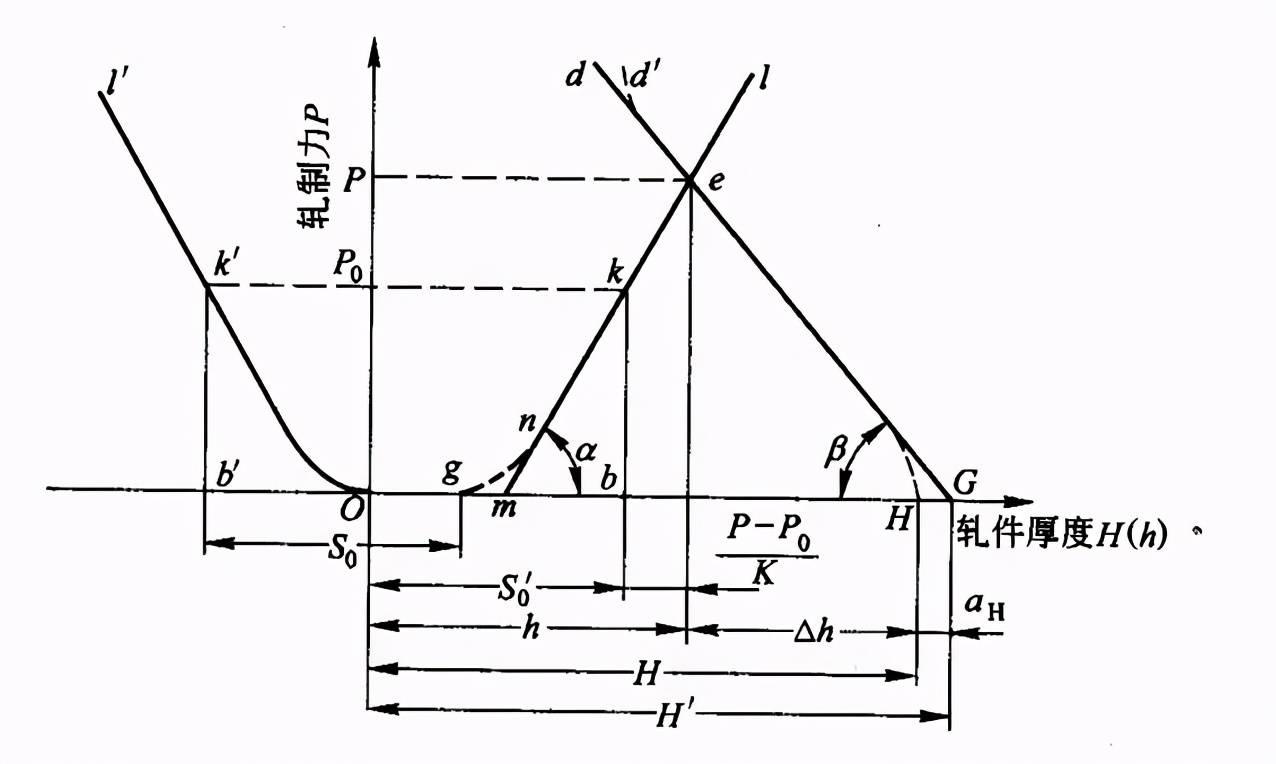
图3-62弹一塑曲线(P-H图)
同样,当已知轧辊辊缝指示盘表的原始辊缝值为So′。时,操作时轧制力为P值,则弹性曲线与塑性曲线交点e的横坐标h,就表示轧出的轧件厚度。在该操作点e下,在P-H图上还可清楚地知道压下量Δh和轧机弹跳值(P-Po)/K等数值。
由上可知,弹塑曲线(P-H图)是弹跳方程与塑性方程联立求解的一种图解形式。P-H图能直观地表示出各种轧制条件和轧机刚度对轧件厚度的影响,并能对轧机的操作调整进行分析。
P-H图是目前讨论板厚差和板厚控制问题的一个重要工具。利用P-H图可以形象地分析造成厚度差的各种原因及轧机的调整过程。
9.什么叫辊缝人工零位?
在冷轧机上,以一定的原始辊缝So轧制不同厚度的轧件,测出轧制力P和轧出后的轧件厚度h。显然,轧出的轧件厚度h与原始辊缝So之间的差值,即为在此轧制力P作用下的轧机弹性变形量fo将测得的数值绘制成轧机弹性变形曲线,如图3-63中的曲线gkl所示,此曲线称为轧机弹跳曲线。弹跳曲线可以用轧制力P和轧出厚度h表示,也可以用轧制力P和轧机弹性变形量厂表示。
由于轧制力一般都比轧机弹跳曲线上非直线段的最大轧制力高,故轧机弹跳曲线也可用图3-63的kl直线表示。此时轧出的轧件厚度h可近似地用下式表示:
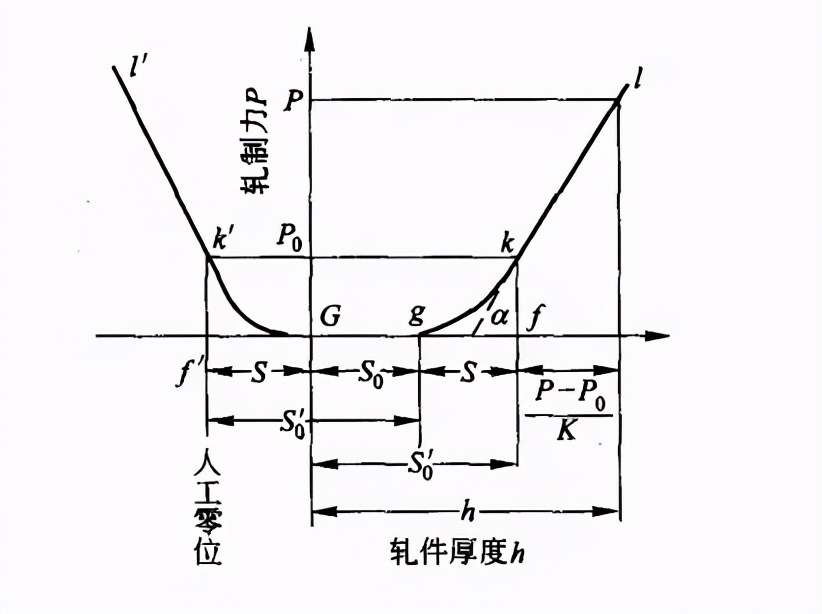
图3-63人工零位时弹跳曲线
式中(3-4)中So——轧辊原始辊缝,mm;
P——轧制力,N;
K——轧机刚度系数,N/mm,K=tanα。
式3-4称为轧机的弹跳方程式,它反映了轧件厚度与轧机弹性变形的关系。
由于机座各部件间存在着间隙和接触不均匀等不稳定因素,弹跳曲线的非直线部分经常是变化的。在实际操作时,为了消除非直线段的影响,往往采用人工零位法进行轧制。即在轧制前,先将轧辊预压靠到一定的压力P0,并将此时的轧辊辊缝指示盘读数设为零,称为人工零位。图3-63中的弹跳曲线Gk′l′就是预压靠曲线,在*点G**处轧辊开始接触,当压靠力为Po时,轧辊原始辊缝为Gf′,是一个负值。今以f′点作为人工零位,即将压靠力为Po时的轧辊辊缝指示盘读数设为零(或称为清零)。显然,当压靠力P等于零时,实际的原始辊缝为零,而辊缝指示盘读数则为f′G=S。如果轧辊继续上升,当实际的原始辊缝为Gg=So时,辊缝指示盘读数应为f′g=S+So=S′o。曲线gkl为在此辊缝下的轧机弹跳曲线,它与压靠曲线Gk′l′完全对称。当轧制力为Po时,轧机弹性变形gf=f′G=s,故线段Gf可代表轧制力为Po时人工零位的轧辊辊缝指示盘读数S′o。如果轧制力为P时,则轧出的轧件厚度h可用下式表示:

式3-5为采用人工零位时的弹跳方程式。采用人工零位操作,可以消除压靠曲线非直线零位的不稳定性,使弹跳方程便于应用。
式3-4和式3-5所示的弹跳方程,对于轧机的调整具有重要的意义:
(1)在实际操作时,要应用弹跳曲线来确定轧辊原始辊缝;
(2)弹跳方程是轧机厚度自动控制的一个有力工具;
(3)由于弹跳方程直接表示了轧件厚度与轧辊辊缝和轧制力的关系,可以用来作为间接测量轧件厚度的一个基本公式。
未完待续......
更多精彩内容,尽在【云轧钢】公众号。