泵的效能提升保护预案
(淄博福世蓝®高分子复合材料技术有限公司,山东淄博)
关键词:离心泵 泵效提升 水泵节能 叶轮泵体保护 高分子材料 福世蓝®技术
一、摘要
本文首先对离心泵工作效率低下做出了原因分析,离心泵由于结构型式存在机械损失、容积损失、流动损失是造成离心泵效率低下的主要原因;离心泵的运行工况点偏离设计工况使得自身运行效率低下;管路效率低下也是造成能源浪费的原因,并提出解决离心泵实际运行效率低下的方法,其中包括减少离心泵的水力损失的一些措施,调节转速以及改善密封等措施。
随着能源的不断紧缺,节能和能源开发技术一直是研究的热点。泵在人们生活中使用广泛,是主要的耗能设备之一。由于离心泵本身的结构和特点所限,该类型的泵效率普遍偏低,分析水泵效率偏低的原因,如何提高水泵效率、降低水泵耗能是我司一直研究的课题,高效运行的水泵能够对工业生产的节能、降耗工作起到直观而积极的作用。
二、 离心泵效率偏低的原因分析
1、离心泵内的各种损失造成离心泵运行效率下降
液体流过叶轮的损失包括机械损失、流动损失和容积损失,与之相应的就有机械效率、容积效率和流动效率,这些损失在泵工作效率的影响因素中所占比例是最大的。泵过流表面如蜗壳,由于采用铸件,一般不进行机械加工,壁面比较粗糙,粗糙损失就越大。如何提高壁面的光洁度降低摩擦阻力,是降低水力损失的关键。
2、离心泵的运行工况点偏离了设计工况造成效率低
离心泵的工作参数有转速n、扬程H 、流量Qv和效率η,当离心泵的扬程发生变化,其他参数也发生相应的变化,离心泵在设计工况下效率最高。当选用离心泵的扬程高或流量太大,运行工况点偏离了设计工况会造成效率低下。
3、 管路效率低
当被输送液体流量或扬程发生变化,经常见到的处理方法是调节法门,这一方法虽然方便,但却造成管路阻力损失大,使离心泵在低效率状态下运行。
4、离心泵的自身效率低
保证离心泵运行效率较高首先应该选择高效离心泵,但是由于检修安装质量不高,导致机械损失、流动损失、容积损失加大,使得高效离心泵没有发挥应有的作用,造成高效泵在低效率状态下运行。此外在选择离心泵时往往按照最大流量和扬程并考虑一定的富余来选择离心泵,结果出现“大马拉小车”现象,不能达到尽量降低能耗的目的。
三、 高分子材料涂层技术在泵节能方面上的应用
水力损失在泵工作效率的影响因素中所占比例是最大的。泵过流部分的壁面越粗糙,损失就越大。如何提高壁面的光洁度降低摩擦阻力,是降低水力损失的关键。目前西方国家已采用高分子复合材料直接加工泵及部件提高效率,国内目前还没有此类技术,公司通过多年与工业企业合作,成功将高分子复合材料涂层应用在泵体、叶轮上,可提高过流部位的光滑程度,有效降低流体阻力,大幅提高泵效率。
本系列抗腐蚀、磨蚀、气蚀高分子复合材料还用于抵抗流体环境下的磨损、腐蚀、气蚀,适应交替变形和温度的变化等性能,确保材料具有优异的防腐蚀、抗气蚀、耐磨损能力。其表面光滑程度是铸造表面的数倍,这种光滑的表面减少了泵内流体的分层,减少紊流,降低了泵内的容积损失和水力损失,降低了电耗,从而提高泵的综合效率达5%-10%。另外,高分子复合材料本质是高分子聚合物,具有抗化学腐蚀性,能隔绝空气、水等介质和泵、叶轮母材的接触,最大程度减少锈蚀及电化学腐蚀;同时它的特殊分子结构赋予的高弹性及光滑表面,还可有效提升泵的抗气蚀能力,使泵的效能得到提升。
四、 应用案例
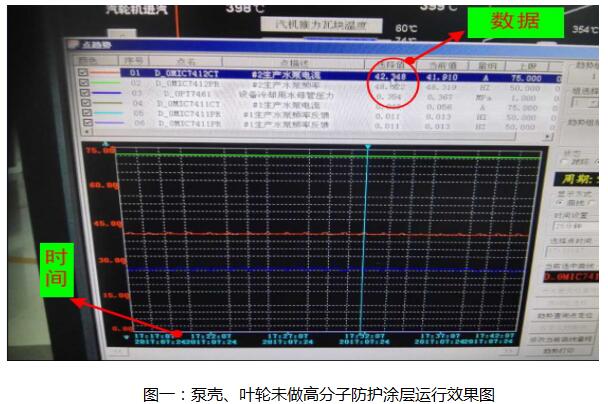
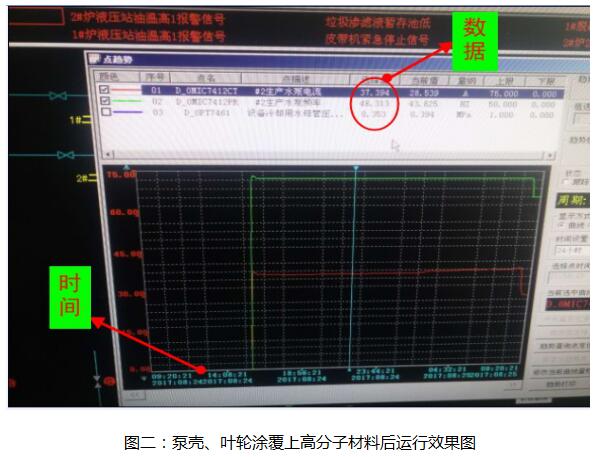
该泵是某新能源电厂循环水泵叶轮和泵壳做的防护涂层来提高泵的效能,该泵的型号是VP-200L,功率30KW,转速2950转/分,从运行图中红圈标记的地方可以看出在相同频率(48HZ)、压力(0.35MPa)、电压(380V)的情况下,涂覆高分子材料后电流相比以前下降了42.348-37.394=4.954安,相比以前的节能提高了4.954÷42.348=11%, 从生产数据统计、分析得出,本次修复保护直接产生的年经济效益为:电机的功率30kw × 节能百分比11% ×电费0.65 ×泵的运行时间24*365 =18790元。
涂覆高分子材料前、后水泵运行参数变化表
|
时间 |
电压(V) |
频率(HZ) |
水压 (MPa) |
电流(A) |
|
|
泵体未做保护 |
2017.7.24 |
380 |
48 |
0.354 |
42.34 |
|
泵体做保护后 |
2017.8.24 |
380 |
48 |
0.353 |
37.39 |
|
数据变化 |
不变 |
不变 |
0.001基本没变 |
下降4.95 |
