本文结合金陵分公司热电运行部静电除尘系统的改造,分析了通过电除尘器内部结构的改造对提高除尘效率的影响,说明了采用先进的有针对性的技术措施能够有效提高电除尘器的除尘效率。介绍了E30智能高低压一体化电除尘控制器的特点及技术优势,其应用不仅能提高除尘效率,而且还能节能降耗。
中石化金陵分公司热电运行部拥有六炉三机,即4台220吨/小时的煤粉炉,2台253吨/小时循环流化床锅炉和220MW发电机组(2台60MW双抽汽轮发电机组和1台100WM的双抽汽轮发电机组),年耗煤量为101万吨;发电能力14亿度/年,供热能力为540万吨/年。4台煤粉炉各配一台3电场静电除尘器,烟气共用一座180米高烟囱。
电除尘器于1989年与锅炉同步安装,采用浙江电除尘器总厂GP系列产品,于1990年投入使用,已运行19年之久。由于电除尘内部极线、极板因腐蚀、磨损、电源系统老化等原因,其效率越来越低。随着国家排放标准的提高,南京地方政府对我厂烟气排放指标监管和控制也越来越严,因此对电除尘的改造也势在必行。
原电除尘系统存在的问题
(1)自动化程度低:控制性能差,控制方式单一,调节手段少,适应性差。
(2)除尘效果差:原设计除尘保证效率为98%,但实际低于这个数值,特别是后期除尘效率越来越低下,造成对大气的严重污染,屡屡受到地方环保部门的经济处罚。
(3)电源系统故障多:线路老化严重,设备超期服役,2007年发生两次整流变烧毁事件。
(4)保护功能不完善:特别对重要设备如整流变,没有设置任何保护和告警信号,无法对其运行工况进行监视。
(5)电除尘内部故障多:内部极线、极板因腐蚀、磨损,故障率高,电场投用率低。
改造项目
根据公司要求,经市场调查并进行充分证,决定对4台220吨/小时的煤粉炉除尘系统进行改造,自2007年初开始到2008年底,四台炉电除尘改造全部结束。主要改造项目如下:
(1)电气/控制设备全部更新。电气控制采选用E30高低压一体智能控制系统,整流变采用干式变压器,顶部布置。
(2)充分利用原除尘器基础和壳体,适当减小检修通道,缩短原三个电场长度,将原电场长度由4米缩短为3.5米,增加烟气在电场中的停留时间,增加总收尘面积;加高电场高度,从10米增至13米,增加流通面积,减低烟气流速,增加烟气的处理时间。
(3)电场采用RSB芒刺阴极线配480C型阳极板,同极间距为400mm,这样更有利于高浓度粉尘的荷电和收尘,避免高浓度粉尘产生的电晕封闭,同时能适应电厂多煤种高浓度的变化。
(4)高压引入装置采用封闭母线加高压隔离开关整体组合形式。
(5)阴、阳极振打更换成顶部传动侧面振打方式。
(6)高压电源更换为1.0A/72KV。
改造后主要参数比较,见表1
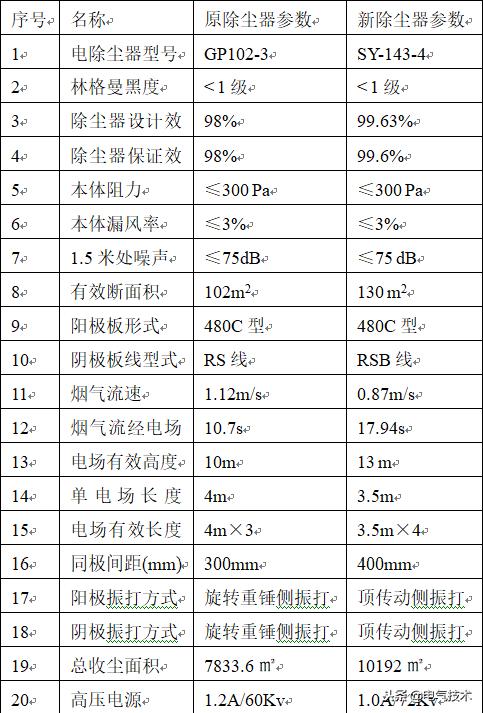
表1 改造前后电除尘器参数比较
改造前后除尘效果分析(略)
根据南京市环保部门的检测,除尘效率由改造前的97.3%提高到改造后的99.66%。
改造后电气部分性能分析
(1)阳极系统
阳极系统采用480C型极板, 振打方式由原来的旋转重锤侧面振打改为侧部机械振打。阳极采用降压振打并适当增加振打力度,主要目的是为了减少粉尘在阳极板上的粘附力,提高清灰效果,克服反电晕现象。
阳极板面压有沟槽,使之易于吸附粉尘。两旁的折边不仅增加了极板的刚性,在高温和振打作用下抗变形能力强,振打加速度传递良好,单位集尘面积的重量较轻,易于清灰,而且作为防风沟还可以防止粉尘的二次飞扬。由于它结构合理,优点十分突出,所以是目前采用最多的一种极板。
(2) 阴极采用“RSB”整体管型芒刺线、螺旋线,这样更有利于对粉尘的捕集。
即在第Ⅰ~Ⅲ电场高浓度粉尘环境下采用“RSB”系列管型芒刺线,这样能有效地避免电晕封闭现象的产生。由于板和线的刚性较好,能进行有效的清灰,减少极板极线沾灰的可能性,从而进一步保证避免电晕封闭。Ⅳ电场采用不锈钢螺旋线,其放电强度较弱但均匀性好,特别适宜于低浓度、细粉尘的捕集,它的高电压低电流特性,也能有效抑制高比电阻粉尘工况中反电晕现象的产生。
阴极振打方式由原来的旋转重锤侧面振打改为顶部传动机械振打。阴极线采用间歇脉冲供电,能使粉尘充分荷电,提高除尘效率,同时能节能降耗。
(3)改造后新控制系统的技术性能及特点
对于任何一个静电除尘系统来说,想要获得最理想的操作和除尘效率,必须拥有一套完整的控制和通讯系统,能对除尘过程中任何不同的状况迅速作出反应,同时还须提供整个电路,包括从电源到变压器/整流器的信息,并且易于操作。为此我们选用了浙江信雅达环保工程有限公司的新一代E30智能高低压一体控制系统。
E30智能高低压一体控制系统,采用高低压一体化控制模式,有利于高低压设备相关控制的协同工作,并带有TCP/IP协议的上位机通讯接口。系统的结构如图一:
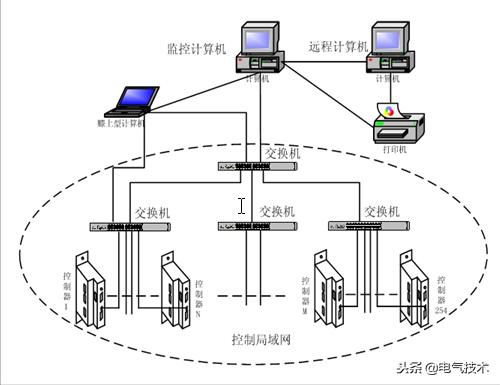
图1 E30智能控制系统结构图
E30智能电除尘控制器应用计算机智能控制、网络通讯、工业现场总线等最新技术,采用全新的“检测—诊断—控制”的控制模式,使控制性能有大幅度的提高。
1) E30采用32位DSP(数字信号处理机)芯片,高速、高分辨率精确采样,对一、二次电流电压进行实时检测。火花监测采用跟踪二次电压突降或二次电流的畸变两种方式,操作人员根据现场二次电流或电压输入信号的质量,可选取“火花*锁封**”、“火花不*锁封**”以及“小火花不*锁封**加大火花*锁封**”三种方式中的一种火花跟踪方式。通过火花电流控制SCR的触发角来控制火花率,并根据探测到的火花率的情况,直接控制可控硅的导通角,实现对二次电压的调整,从而达到跟踪更灵敏,调整更迅速,实现除尘器高效除尘和降低能耗的目的。
2) 电源控制器内含电除尘器电源运行的优化软件,该软件采用间隔充电方式,根据电除尘器的运行情况(灰尘的浓度、特性,烟气的流速、温度、湿度等)实时的调整充电比和充电电流,减少反电晕的产生 (在比电阻较高的情况下,效果尤其明显),从而达到最佳的除尘效率。拥有比原电除尘电源控制器更适合比电阻更高的飞灰收尘的电除尘器工艺优化软件和更加完善的上位机除尘器监控系统。
3) 把高、低压供电集控系统、计算机闭环系统这几个重要环节有机结合起来,充分发挥E30控制器的动态检测、分析、诊断能力,全面提高了供电电源对各种复杂工况(如反电晕、电晕闭塞、高粉尘浓度等)的跟踪控制性能。通过E30控制器的“能量管理软件包”、“电压振打最佳化软件包”与“电除尘器工况分析诊断软件包”的紧密结合与协调运行,使电除尘器控制进入全智能、自适应的高级阶段,使每个电场都处于优化运行中,从而确保整个电除尘器排放最小化;
4) 控制系统通过通讯方式自动管理、控制电除尘高压设备、振打设备、卸输灰设备、电加热设备的运行,自动显示和记录各设备的运行参数和状况的集散控制系统,通过浊度仪信号形成闭环控制。系统软件是以Windows XP为操作平台。
5) 监控界面包含了控制器测量和控制的所有信息,操作页面可以选择当前控制模式以及对主回路的开/关操作,报警界面包括了所有控制器产生的报警信息。
6) 改造后控制系统的基本功能
①控制功能:火花跟踪控制;峰值跟踪控制;闪频跟踪控制;阶段恢复跟踪控制;自动间歇供电和脉冲供电控制;粉尘浓度反馈控制;降功率振打方式。
②通讯联网控制功能:控制器上具有标准工业以太网接口;向上位机及辅网传送运行的一次电压电流、二次电压电流、火花率、设备启停状态、设备故障、变压器故障、除尘器故障等信号;设备的启动、停止、升压、降压、调整可受上位机及辅网上的操作员站控制。在上位机和辅网上的操作员站之间实现可靠的闭锁。
③保护功能:负载开路、短路保护;设备过流保护;
④机柜显示功能:一次电压电流、二次电压电流的表计显示;主回路接通、设备故障、变压器故障、除尘器故障显示。
改造后电除尘系统的运行情况
四台炉电除尘器改造完成后,经过一年多的运行,效果良好,各项性能达到设计指标。
(1) 除尘效率大大提高,达到设计标准99.63%,满足环保排放要求。
(2) 长期运行电能消耗比原来节省30%以上。
(3) 系统可以通过上位机集中监控系统进行高压起停、手动自动振打、报警诊断复位等维护管理,大大提高运行维护人员的工作效率,同时降低工作强度。
(4) 可变周期的常规振打、降功率振打大大提高了振打效率,极板、极线积灰明显减少。
(5) 自动优化专家算法可以更好的适应工况变化,始终让除尘器工作在高效、节能的运行参数下。
(6) 高、低压一体化自动控制模式使高低压设备协调工作,同时具有完善的报警和保护功能,使故障率大大降低。
总结
影响电除尘器除尘效率的因素较多且复杂,如设计选型、煤种变化、烟气性质、安装质量、粉尘变化、运行参数、控制手段等。提高电除尘效率的方法也较多,根据热电运行部的实际情况,采取了增加电场、改变结构、改进控制方式等措施。经实践证明,改造后电除尘器的除尘效率有了显著地提高。
(摘编自《电气技术》,原文标题为“提高火力发电厂电除尘器除尘效率的措施”,作者为刘国华。)
打开手机淘宝,搜索"电气技术发红包",领限时红包福利,领到的小伙伴记得使用哦~