目录
引言
一、CGT上游装备耗材
1.1 原材料与实验动物
1.2 耗材与试剂
1.3 仪器与设备
二、CGT工艺流程
2.1 质粒工艺流程
2.2 病毒工艺流程
2.3 细胞治疗工艺流程
三、CGT主要流程及设备系统
3.1 主要流程及设备系统
3.2 自动化、封闭式细胞处理系统
四,CGT设备耗材
4.1 细胞培养基
4.2 免疫磁珠
五、CGT洁净设备及发展环境
六、CGT成本影响因素及最佳成本优化
七、重点公司介绍
八、投融资咨询
引言
生物医药的发展浪潮与基础科学研究的进步息息相关,从巅峰期的化药到上升期的抗体药物,现在已经来到的第三次革命浪潮,处于萌芽期的细胞基因疗法正崛起。
细胞和基因疗法(CGT,Cellular and Gene Therapy)是癌症和遗传病治疗的新领域,也是目前生物医药领域最具前景的发展方向。 从 20 世纪 70 年代起,基因载体技术、基因克隆技术、基因编辑技术等给现代基因疗法技术带来了深刻的影响。目前业内公认的 CGT 疗法是指将确定的遗传物质转移至患者的特定靶细胞内,通过基因添加,基因修正,基因沉默等方式修饰个体基因的表达或修复异常基因,达到治愈疾病目的的过程。CGT疗法可进一步分为体内治疗和体外治疗,其中体内治疗是指将携带治疗性基因的病毒或非病毒载体直接递送到患者体内,体外治疗则指将患者的细胞在体外进行遗传修饰后回输。CGT 疗法具体的产品形式包括质粒 DNA、病毒载体、细菌载体、人类基因编辑技术、患者来源的细胞和基因治疗产品等。广义的 CGT 疗法还包括传统细胞疗法,即不涉及基因编辑过程的免疫细胞和干细胞疗法。
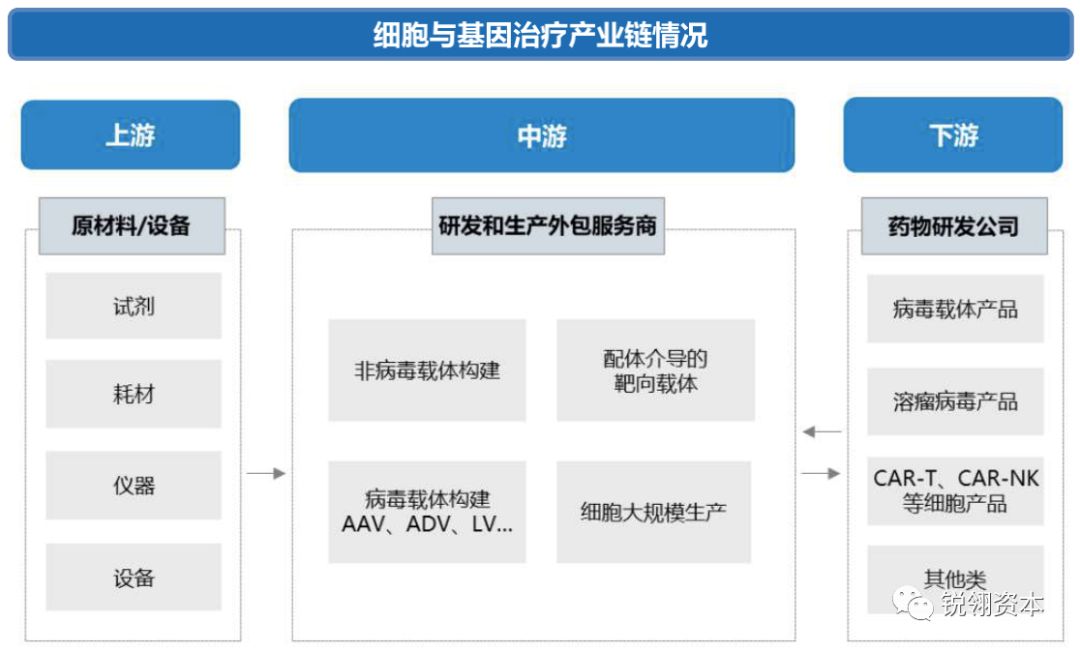
图1 细胞与基因治疗产业链情况图片
上游 :CGT疗法蓬勃发展,上游装备耗材国产化大有可为。国内近年来在CGT产业的快速发展背景下,上游的设备、耗材市场已出现增长。但因为国内产业起步较晚,部分中高端设备依然以进口为主,国内企业的细胞培养及开发工艺、离心提取、分离收集、无菌连接系统等工艺技术与外资企业存在较大的差距。未来国产企业还需要不断加强工艺技术研发能力和服务能力,才能加快进口替代步伐,赢得市场机遇。
中游 :细胞基因治疗生产具有高壁垒,CDMO企业通过专业化分工实现赋能。CGT生产可分为质粒工程、病毒工程、细胞工程三个较为独立的部分,各自难点不一,在质粒构建、菌库构建、递送系统设计、细胞系构建、细胞培养等环节,药企与CDMO企业间存在技术互补。当前CGT领域技术迭代速度快,企业前期投入较大且风险较高,选择CDMO服务不失为明智策略。
下游 :细胞基因治疗逐步从基础科学研究转化到工业应用,得到市场的广泛认可和重视。CDMO产业的下游主要为各类药物研发公司客户,使用产品包括质粒、病毒载体、细胞产品等。细胞基因治疗产品的终端则是以三级医院为主的各类医疗机构。
本篇将主要介绍CGT上游装备耗材的行业发展现在,中下游的CDMO、药企研发策略等详见后续报道。
一、CGT上游装备耗材
CGT蓬勃发展,上游装备耗材市场持续扩容。 近年来,CGT不止在海外火热,在国内的研究也如火如荼,包括复星凯特、药明巨诺、传奇生物等大批本土药企都已入局。同时,由于CGT行业门槛高,监管要求严,近年来CGT CDMO“卖水人”也获得了不错的发展机会,包括康龙化成、博腾生物、药明生基等都有在该领域布局。
《“十四五”医药工业发展规划》提出,重点发展免疫细胞治疗、干细胞治疗、基因治疗产品和特异性免疫球蛋白等。重点开发双功能抗体、抗体偶联药物、多肽偶联药物、新型重组蛋白疫苗、核酸疫苗、细胞治疗和基因治疗药物等新型生物药的产业化制备技术。同时鼓励支持疫苗企业和重要原辅料、耗材、生产设备、包装材料企业协作,提高各类产品质量技术水平。可以预见,在利好政策的支持下,加上技术升级、资本加码, 未来CGT产业有望迎来快速发展,对于上游制药装备的需求将扩大。 同时,相应的要求也将提高,药机企业需要顺应行业发展趋势,积极创新升级生产工艺和制药工艺,才能满足CGT产业发展的需求。
目前CGT上游主要的原材料、设备和耗材有:
1.1 原材料与实验动物 :包括蛋白、抗体、实验动物、动物模型等;实验动物包括豚鼠、金黄地鼠等。
1.2 耗材与试剂 :包括试剂与起始物料,如培养基、缓冲液、生产用细胞等;还包括各类材料,如各类微球色谱材料、细胞激活用磁微粒、一次性反应膜材料等。
1.3 仪器与设备 :仪器包括生物感应器、细胞培养仪器、细胞分离系统等以及相应的风险监控系统和9生物制药设备。
细胞基因治疗产品在肿瘤、罕见病、各类遗传病领域展现出良好的前景,2015年后全球基因治疗行业迎来高速发展,推动上游设备&耗材市场持续扩容。以隔离器为例,全球隔离器市场2021年约202亿美元,2025年将增至约400亿美元,年均增速18.7%(2021年受新冠疫情影响基数较低)。

图2 全球隔离器市场规模与增速
国内近年来在CGT产业的快速发展背景下,上游的设备、耗材市场已出现增长。但因为国内产业起步较晚,部分中高端设备依然以进口为主,国内企业的细胞培养及开发工艺、离心提取、分离收集、无菌连接系统等工艺技术与外资企业存在较大的差距。未来国产企业还需要不断加强工艺技术研发能力和服务能力,才能加快进口替代步伐,赢得市场机遇。
二、CGT工艺流程
CGT工艺流程众多,对耗材与设备要求高。细胞与基因治疗涉及的生产环节众多,可拆分为质粒、病毒、细胞的生产工艺三个相对独立的环节。
2.1 质粒工艺流程 :质粒是直接转染细胞或通过共转染组装病毒载体的重要原材料。根据使用目的、所选用病毒载体的不同,质粒的生产要求也不同。如在慢病毒载体的构建中,需构建质粒共转293T细胞的3质粒或4质粒组装病毒系统。生产周期一般为7-10天;
2.2 病毒工艺流程 :目的是生产病毒载体用以作为遗传物质递送系统。细胞与基因治疗领域常用的病毒载体包括逆转录病毒、腺相关病毒、腺病毒、慢病毒等。生产周期一般为2-3周。
2.3 细胞治疗工艺流程 :涉及细胞的培养、激活、转导、纯化、富集等步骤,根据细胞的的来源可分为自体疗法与异体疗法。生产周期一般为10-15天;

图3 CGT工艺流程图片
CGT生产工艺流程中还包含质控、质检、分析方法开发与验证等步骤。而在质粒、病毒、细胞生产流程的终点还需放行检测,合格即可成为商品化的CGT产品。上述三段工艺流程中,质粒和病毒的生产相对标准化,专业化能够降低生产成本、加快生产流程,而细胞治疗工程则需要利用自动化设备,企业前期投入成本较大。CGT产品工艺开发、放大与GMP规范下的规模化生产铸就高行业壁垒。

表1 细胞疗法工艺差异受产品开发环境影响
三、CGT主要流程及设备系统
3.1 CGT主要流程及设备系统 图

图4 CGT主要流程及设备
3.1.1 采血系统
献血者或病人身上抽取全血,添加抗凝剂,分离血液成分,采集或去除特定成分,然后将未采集的成分回输给献血者或.病人。在治疗性血浆置换和红细胞置换过程中不断回输适当的替换液。日本泰尔茂采血系统市占率30%左右。其余还有COBE Spectra系统和Spectra Optia 系统等。
3.1.2 细胞分离系统
(1)2017年上市 GE Sepax™C-Pro细胞处理系统 是用于处理细胞的一种自动化、功能性封闭技术的设备,与Sepax C-Pro软件方案和套件联用,处理细胞产品。该系统允许多种处理步骤的多功能组合,包括但不限于富集、分离、洗涤、浓缩、稀释和分袋。C-Pro在国内市占率达到80%。
(2)泰尔茂Elutra 系统 :通过改变与离心力相反方向的液体流速,会按照大小(从最小到最大)和密度(从较低到较高)来排列和采集细胞颗粒,从而分离淋巴细胞和单核细胞。
(3)Gibco™ CTS™ Rotea™逆流离心系统 :用于细胞治疗生产的封闭式细胞处理系统,具有出色的灵活性。系统内置用户可编程的软件、大量细胞处理应用程序,以及用于从科学研究到商业化生产的实用程序。
3.1.3 细胞修饰
利用基因工程技术,通过逆转录病毒和慢病毒载体、转座系统(如SB 转座系统)或直接将mRNA转导到T细胞内,使T细胞表面表达嵌和抗原受体(CAR),即成为CAR-T细胞,拥有识别癌细胞和增殖的作用。
(1)Lonza Nucleofector细胞核转染系统 :结合电穿孔技术和细胞特异性转染液,通过系统内置优化的转染程序,将外源基因高效导入目标细胞的细胞质中,并可直接入核,整合到细胞染色体中。市占率60%-70%。
(2)thermo Invitrogen Neon电穿孔系统/电转染系统 :将移液器吸头用作电穿孔室的新型台式电穿孔设备,可高效转染哺乳动物细胞,包括原代与永生造血细胞、干细胞和原代细胞。该系统可将核酸、蛋白质和siRNA高效地导入到所有类型的哺乳动物细胞,细胞存活率高。
3.1.4 细胞扩增
(1)传统细胞培养模式 如方瓶培养,细胞工厂等,其中赛默飞耗材、德国宾得培养箱市占率较高。
(2)一次性培养体系 :GE的 wave波浪生物反应器系统市占率最高达到90%左右,wave波浪生物反应器采用非介入的波浪式摇动混合,避免了搅拌浆叶端和鼓泡对细胞的伤害,提供温和低剪切力高溶氧的细胞培养微环境,有利于改善细胞状态、提高细胞密度和产量。wave细胞培养表面使用一次性生物反应袋,耗材价格比较贵,国内细胞治疗二期临床一个月可以消耗一百多万,目前国内乐纯、多宁、东富龙都在尝试研发一次性生物反应袋,进行进口替代,国产价格大概只有进口耗材的50%到30%,国产一次性生物反应器价格大概是进口设备的65%,成本优势明显,目前一次性生物反应器主要国产厂家有森松国际、东富龙、楚天科技、多宁、乐纯等。
(3)细胞培养隔离器 :细胞培养隔离器集成离心机、显微镜、二氧化碳培养箱等细胞培养相关的功能组件,在密闭的无菌环境中完成细胞培养相关操作,从而满足细胞产品GMP生产要求。可以通过最大限度地减少被视为高污染风险的人为干预来安全地进行细胞操作。目前国内隔离器尚处于蓝海市场,主要由东富龙、泰林生物、森松国际、楚天科技以及温州维科占据,跨国企业很难进入
3.1.5 质检
流式细胞仪以BD、贝克曼为主。
3.1.6 冻存
全自动液氮存储系统以海尔生物、原能、东富龙等国产化设备为主。
3.2 自动化、封闭式细胞处理系统
产能建设高峰渐行渐近,全自动、封闭式细胞处理设备是未来发展方向。根据CRB报告,影响企业生产工艺的最主要技术包括:自动化、封闭化的工艺,以及悬浮培养的细胞工艺。上述两项工艺主要满足了CGT生产中稳定性、纯度、低成本、可放大等需求。半自动化为现阶段主流技术,但自动化、封闭式细胞处理系统有望解决细胞生产诸多痛点,具备如下优势:
1)无菌制造,提高纯度。
细胞疗法制造过程中所需的细胞处理必须在无菌条件下进行,以防止交叉污染和来自制造环境的培养物污染(支原体、真菌、污染、细菌等)。以支原体污染为例,由于支原体来源广泛(如操作人员、试剂、其它感染细胞),培养过程中很容易引入。因此任何轻微的过程变更或人为错误都可能危及生产批次中产品的质量,而封闭的自动化系统可以有效规避支原体污染。
2)易于扩大生产规模,便于质量控制。
目前细胞和基因治疗的生产过程很多是手工操作,费时费力,通常涉及到难以扩大规模的开放过程,并且严重依赖于操作员的经验和判断。因此,手工操作容易出现人为错误,并可能导致批次间差异增加。
3)降低生产成本。
自动化生产细胞能够降低人力成本,减少人为失误和批次损失,扩大生产规模的同时带来规模效应,从而减低细胞生产成本。

图5 可影响生产工艺的近期可见(near-term)技术
具体来看, 第一代自动化(部分自动化)系统主要解决由于人工操作而导致的缺乏一致性的问题,其需要使用机械臂和移液机器人,通过编程模仿人类的行为,从而使细胞培养更加精确、可重复和一致。 如CompacT SelecT系统,利用培养箱、机械臂和蠕动泵来执行细胞培养的不同步骤。Cellmate则允许在不改变工艺的情况下,使滚筒瓶和T形瓶中的细胞有更大的扩增空间。近年来,众多移液和液体处理自动化系统逐渐应用,增加生产的灵活性和可拓展性,如CyBio®、RoboLector 、Cello™ robot 、 Biomek®4000、Freedom EVO、STAR system、SimCell™等。这些系统已用于细胞培养应用、细胞系开发、细胞表征或甚至用于纳米级分析开发,然而均无法支持从头到尾的生物过程的全自动。
第二代自动化(全封闭、全自动)系统将减少人工操作,致力于提高工艺灵活性,发展方向是集成化、模块化。
第二代自动化系统将减少人工操作,提供了一系列操作单元的完全自动化,而不是只有一个操作单元。它们是完全封闭的集成平台,因此消除了加工过程中人与源材料或细胞产品的接触,通过消除污染和人为错误来降低生产过程的风险,并通过使洁净室的使用变得不必要来简化过程,从而将总体制造成本降至最低。这些平台是集成的、模块化的,具有灵活性,这是不断发展的细胞和基因治疗制造领域的关键。这种平台的例子包括CliniMACS Prodigy System 、Cocoon™、 Quantum™(本质上是一个中空纤维生物反应器)。以CliniMACS Prodigy System为例,其是一个商业上可用的完全集成的平台,致力于自体细胞和基因治疗的制造。该平台允许通过单元操作进行细胞活化、转导、扩增和最终收获,例如通过优化细胞表面标记进行细胞富集、离心和培养,均在一个设备中进行。然而,该平台仅适用于悬浮细胞,迄今尚未测试其分离和扩增贴壁细胞的适用性。总体来看,全自动、封闭式的细胞处理系统是CGT领域未来的工艺发展方向。

图6 CliniMACS Prodigy System图片
四、CGT设备耗材
在CGT领域,耗材也是生产成本的重要组成部分,尤其对于已申报IND进入临床后期阶段的项目,对生产稳定性的要求极高,部分耗材难以更换。设备耗材构成主要成本,培养基和免疫磁珠基本为进口垄断。
我们认为,生产CGT产品的耗材包括标准化的耗材和非标准化的耗材,前者如各类仪器所需管道、反应袋、色谱材料等,只要达到企业所需质量控制条件,不难在后期更换。一旦出现好的供应商,在不对工艺进行重大更改的情况下,企业有充足动力寻找更便宜的耗材来源。而对于非标准化的耗材,一旦更换可能造成工艺流程的变更,企业更换动力不大。尤其对于已经进入临床后期或商业化阶段的企业,相对于成本更追求稳定性。
4.1 细胞培养基
典型的非标准化耗材是培养基。目前用于细胞培养的培养基有四类,含血清培养基、无血清培养基、无动物来源和成分的培养基以及化学合成的培养基。总的来看,CGT需要对细胞系培养(如生产慢病毒)和对原代细胞培养(自体CAR-T),后者细胞更为敏感,也需要选用特定培养基。

表2 不同培养基优劣势比较
全球主要的培养基供应商包括Gibco(赛默飞)、Hyclone(Cytiva,丹纳赫旗下)、Sigma-Aldrich(默克)等。在CDMO公司中,Lonza已拥有一流的培养基技术和供应能力,尤其在CGT领域,其X-VIVO15无血清培养基专为免疫细胞培养设计,化学成分明确,不含外源生长因子等,近年来广泛应用于细胞治疗产品。
4.2 免疫磁珠
磁珠(beads)是CGT领域的重要试剂,供应为外资垄断。磁珠在CGT领域有着广泛的应用,可用于细胞分选、免疫识别、核酸分离、蛋白纯化等流程。而在CAR-T生产中,磁珠一方面可用于T细胞的分选:E玫瑰花环、尼龙毛柱已经被淘汰;密度梯度离心适合粗分得到PBMC,常与其他方法联用;亲和板法、抗体/补体介导的细胞毒法适合去除不需要的细胞;流式细胞术是磁珠法出现以前应用最广的方法,通量低于磁珠法,目前仍与磁珠法结合使用;磁珠法由于耗时短、对细胞活性影响小,是目前应用最多的分选方法。

表3 不同细胞分离方法及原理介绍
另一方面包被CD3/CD28单抗的磁珠常用于T细胞的激活,与直接使用单抗的白细胞介素相比,磁珠激活方便激活后的分离,更易操作,且激活效率更高,产品表现稳定。

表4 T细胞激活方法对比图片
磁珠分离技术路线分大磁珠和小磁珠两种,大磁珠直径一般>1μm,小磁珠一般在50-100nm左右。大磁珠制备简单快捷成本低,可连续进行分离激活;但对细胞活性有一定不利影响,分离纯度较低,且与流式细胞仪不兼容。小磁珠分离纯度高,对细胞活性影响小,兼容流式细胞仪;但分离需要很强磁场,必须上柱,效率较 低成本较高,且可能被细胞内吞,分离与激活需分开进行。

表5 小磁柱和大磁珠优缺点对比图片
在磁珠供应方面,市场基本为外资垄断,处于第一梯队的企业包括德国美天旎、赛默飞等。其中赛默飞的Dynabeads磁珠被广泛应用于CAR-T生产中的T细胞激活。根据赛默飞官网报价,Dynabeads FlowComp 人CD3试剂盒(用于分离CD3+ T细胞)的单盒(80ml全血或2*10^9 PBMC)报价达1.5万元,而用于T细胞扩增与激活的Dynabeads Human T-Activator CD3/CD28 2ml价格高达9414元。我们认为,在CAR-T临床或商业化生产中,磁珠是生产成本的重要组成部分,有望通过规模化降低相应成本。
五、CGT洁净设备及发展环境
B+A洁净度的厂房及GLP级实验室是CGT产品研发生产主流,GLP、GMP规范构建壁垒利好洁净设备发展。 根据CRB报告,在研发生产中,30%的CGT公司在清洁环境中选择B级环境下的*级A**生物安全柜(B+A),29%的公司选择临床前的GLP环境,分别对应了M端和D端的主流厂房与实验室选择。其后,25%的公司选择C级环境下的封闭系统,6%的公司选择C级环境,占比相对较低。
关于GMP规范,2019年11月,NMPA食品药品审核查验中心发布《GMP附录-细胞治疗产品》(征求意见稿),是国内首部针对细胞治疗产品的GMP附录,对细胞治疗产品的生产质量控制做出明确规范。该附录中,要求“细胞治疗产品、病毒载体和质粒的生产应当分别在各自独立的生产区域进行,并配备独立的空调净化系统”,以此防止交叉污染。同时GMP规范要求阳性供体材料(常见于自体疗法,异体基本不存杂)的生产操作应在独立的专用生产区域进行,对密闭系统、隔离器和隔离贮存同样做出要求。关于GLP规范,一般要求CGT产品的研发在至少P2级的实验室中完成,对实验室环境增加洁净度、通风、温度湿度等要求。我们认为,上述规范要求增加了企业固定资产的投入,建立了CGT研发生产企业的合规壁垒,在供给紧张的情况下,复合GLP/GMP规范的CDMO企业有望承接更多订单或接受企业的产能转移。

表6 洁净室级别与细胞治疗操作对应关系
无菌隔离技术分为洁净室、限制进出屏障系统(RABS)、隔离器3大类。洁净室将操作人员、操作环境和操作对象混在一个空间,人员安全与样品污染风险大,维护成本高,验证困难。
RABS通过物理隔断将*级A**、B级区区分开;RABS可分为分主动与被动式,开放式(ORABS)与封闭式(CRABS);生产时部分可开门干预(CRABS不可以),最低放置于B级区。
隔离器采用完全密闭的系统将生产空间与周围环境完全隔离,并配备相应的空气处理单元及过氧化氢灭菌装置,具有最高的安全性,可放置于D级区

表7 隔离器与RABS优缺点对比图片
细胞培养隔离器可以为细胞治疗企业打造细胞药物柔性制造平台,集成细胞药物制备所需的关键仪器设备,实现分离提取、诱导活化、扩增培养、换液、收集等全站功能,使得从细胞药物研发到细胞药物GMP生产无缝连接,最终实现全过程的密闭化操作,避免了生产过程中的交叉污染并降低了生产耗时和细胞损耗,并减少了安装和运行成本。可以根据客户的需求进行个性化、模块化的设计,将细胞治疗的多个甚至全部工序进行整合,实现封闭或半封闭式的无菌操作,从而满足不同的细胞制备工艺要求。
细胞培养隔离器均价在三百万到五百万左右,进入商业化阶段每个厂家根据自身工艺不同需要数台至十数台不等的隔离器。目前国内细胞培养隔离器正处于萌芽阶段,主要的国产供应商是东富龙、泰林生物、森松国际、楚天科技等。
六、CGT成本影响因素及最佳成本优化
CGT产品生产成本拆分,国产替代助力实现最佳成本优化。
首先,由实验室转向GMP生产,CGT产品成本以及构成可能发生较大改变。当生产规模较小时,人力成本和前期各类投入以及设施的成本占据总成本的比例较高,而一旦规模化生产后,这些成本会被摊薄,适用性也会改变,工业化相关的各类原材料、耗材等成本的占比则会陡然增加。
其次,生产成本与工艺相关,部分原有生产步骤可能通过工艺优化得到简化,从而节省总成本。

图7 CGT领域小规模生产(左)与大规模生产(右)的成本构成示意图(2021)图片
6.1 自体疗法--以DC疫苗为例,半自动化设备策略实现最佳成本优化。
Adriana Lopez等人以DC疫苗为例,对自体细胞疗法的生产成本(COG)进行了拆分,我们以该分析为基础探讨自体细胞疗法的工艺与成本构成。
影响CGT治疗的主要因素包括: 1)医院环境中对患者的管理;2)提取患者体内的细胞并进行扩增和活化;3)用于细胞激活、改造的制造;4)后勤;5)质量控制。
DC疫苗通过体外对DC(树突状细胞)进行激活,回输患者体内后使得抗原递呈,刺激体内的肿瘤*伤杀**性淋巴细胞增殖,其生产包含细胞疗法的全部重要流程,是具有代表意义的自体细胞疗法。主要步骤包括:通过白细胞分离法从单个患者采集新鲜的正常外周血,并通过密度梯度离心分离以获得外周血单个核细胞(PBMC)。对PBMC用粒细胞-巨噬细胞集落刺激因子(GM-CSF)和白细胞介素-4(IL-4)诱导增殖5天,以产生未成熟的外周血DCs,随后用包含肿瘤坏死因子α (TNFα)、白介素-1b(IL-1b) 和白介素-6(IL-6)的培养基使得DCs成熟。最后从肿瘤或病毒样品中引入抗原,制备负载肿瘤抗原的DC,再将这些DC细胞注入体内后刺激体内的肿瘤*伤杀**性淋巴细胞增殖。
该研究的基线(Baseline)情况为全手动操作,涉及50步流程,主要成本影响指标为收率(Yield)和耗时(Duration)。其中离心、洗脱和孵化的收率在模型假设中低于95%,而孵化以得到未成熟或成熟的DC细胞是最耗时的。手工设备包括离心机、水浴机、控速冷冻机、层流罩、核计数器、液氮储存器、高压釜等,自动化设备则包括隔离器、自动化系统和自动化培养箱、分装培养基等。

表8 : Baseline process details and areas where varying levels of automation were implemented. (Tan boxes = partially automated process, green boxes = fully automated process, particles = cell count, DC = dendritic cell)
基于上述模型的成本拆分结果:
全手动: 一年最多能生产26个批次,以10%的操作失败率来计算,加上固定投入和维护成本,毎100万个DC细胞的生产成本为94美元;
半自动化生产: 每年最多可以生产84个批次,操作失败率可以控制在3%,毎100万个DC细胞的生产成本最低,仅为68美元。
全自动化生产: 基于设备数量的限制,每年最多可以生产50个批次,操作失败率控制在3%,100万个DC细胞的生产成本为77美元。
假设一个剂量的DC细胞数量为2*10^7个细胞,则一个剂量的细胞生产成本为:手动:1900美元、半自动:1377美元、全自动:1572美元;然而自体情况下,单个批次成本即单个患者治疗成本,因而单个患者的实际生产成本:手动:51301美元、半自动:46832美元、全自动:53445美元。全自动生产成本低于半自动主要系半自动生产每年批次数量更高,分摊了固定设备的投入。因此,在自体细胞疗法中,封闭的自动化设备不仅可以提高安全性,降低污染,而且可以降低生产成本,自体疗法中,部分半自动化的策略最为经济。
具体看生产成本构成:
全手动策略: 人工成本占50%,一个剂量的人工成本达到987美元;占第二位的原材料费,如培养基、生长因子以及缓冲溶液等,也包含QC检测试剂的费用,占比达25%,每个剂量为344美元;固定成本的折旧费将达到18%;耗材费用占比最低,仅贡献1%。
半自动策略: 固定成本占比达47%,每个剂量为656美元;占第二位的仍然是原材料费,占比达到18%,每个剂量为243美元;人工成本降至第三,同样占到了18%,一个剂量的人工成本降至246美元。自动化工艺的加入将提高耗材费用,占比达到3%。
全自动策略: 固定成本占比达到41%,每个剂量为651美元;人工成本,占比26%,一个剂量的人工成本为410美元;原材料费占比降至16%,每个剂量为249美元,同时全自动化工艺条件下耗材费用继续升高,占比达到5%。
综上,自体细胞治疗产品的主要成本来自于人工(包含QA/QC)与前期投入的固定成本,半自动化生产通过:1)提高收率,尤其是孵化、离心、洗脱等关键环节;2)节省生产时间以提高批次量;可以显著降低成本与生产时间。全自动由于高前期投入和设备数量限制,并不一定是降低生产升本的最优选择。
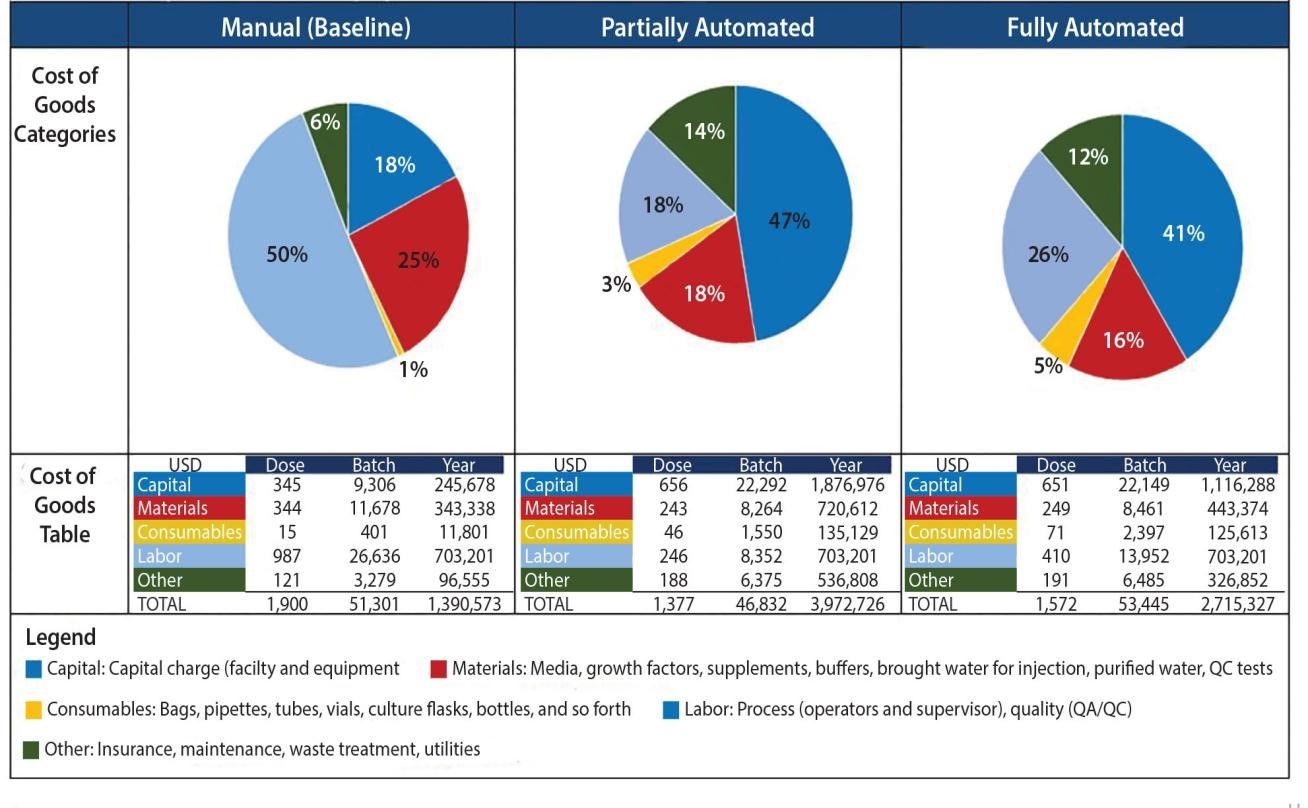
图8 Summary of COG breakdown per process
6.2 异体疗法--以CAR-T为例,递送系统和工艺属性是关键成本驱动因素
UCL的Jenkins和Farid等人对异体CAR-T的生产流程设计与成本优化做了案例分析,假设CAR-T的终端目标价格(TSP)为5万美元
在工艺流程上,研究使用慢病毒转导,同时异体CAR-T的生产较自体多出两步:1)转导后需对宿主T细胞电穿孔,引入遗传物质使得宿主自身TCR基因沉默以避免GvH(移植物抗宿主反应);2)增加最终的富集纯化流程以获得目标浓度和纯度的CAR-T细胞。关键的工艺选择包括对细胞培养技术、富集技术和纯化技术的选择,其中INT即为自动化的集成生物工艺平台,该平台的购置成本为23.55万美元。
研究选用7种工艺组合对最终成本进行研究,最终结果显示使用方瓶培养细胞(5-7号工艺)使得CAR-T总生产成本上升20%以上,而最优生产工艺为摇摆生物反应器+旋压滤膜+独立免疫亲和纯化技术的组合(2号工艺),单剂量生产成本为7629美元(不包含设施折旧),占TSP的约15%。同时,生产成本中最大的组成部分为激活与转导成本,占比75%左右。

表9 异体CAR-T主要工艺流程选择的参数及成本

图9 异体CAR-T疗法不同工艺的成本组成
异体细胞疗法中,下游纯化占据成本较高,可并行交叉的下游处理单元(DSP)能极大提升异体CAR-T的生产瓶颈。 异体CAR-T生产的决速步在下游纯化,Jenkins等人研究中生产瓶颈约为350亿个细胞,每个批次可生产75-90个剂量的CAR-T产品,对应1000个剂量需要12个批次(至少12个供体)。而如果允许下游使用可并行的处理单元,则能极大提升异体CAR-T的生产瓶颈,每个批次可生产1500亿个细胞,每个批次可生产311-334个剂量的CAR-T产品,对应1000个剂量仅需要4个生产批次(至少4个供体)。并行的下游工艺流程中:1)生产瓶颈不再是富集或纯化,而是细胞培养;2)使用全自动设备的工艺流程(3号工艺)获得了最大产能,每个批次可生产334个剂量的CAR-T,对应1000个剂量仅需4个批次(至少4个donor)。然而下游纯化单元的交叉极易造成污染,需要更强的QA/QC能力。
对异体CAR-T生产的敏感性分析显示转导效率、电穿孔效率、纯化能力和病毒转导成本是最显著的四个因素,其中转导效率可造成30%的生产成本差异。我们认为上述四个参数主要对应递送系统的设计和工艺属性,高效>低价,证明工艺与技术能力是企业核心竞争力。

图10 可并行的下游工艺流程(右)极大提升异体CAR-T生产瓶颈

图11 异体CAR-T生产成本的敏感性分析
总结CGT生产成本,我们认为不同类型,不同应用目的,不同制造流程的CGT产品成本构成不一,具体来说:
1)生产成本及构成与自体与异体疗法相关。 自体疗法人工成本较高,一剂量的成本等于一批次的成本,且每一批次的产品都需要做验证,QA/QC成本偏高,影响最终生产成本的两个重要参数是关键步骤的收率和耗时;而异体疗法尽管增加电穿孔一步,但固定成本可由较大的生产批次摊薄,其主要成本来自转导和细胞激活成本,对成本的影响:病毒载体转导效率>病毒载体本身的成本,下游纯化效率等关键工艺指标同样影响总生产成本,可并行的下游单元能极大提高生产瓶颈。
2)生产成本及构成与所需产品剂量和生产规模相关。 当CGT产品的生产工艺固定时,部分成本项如企业GMP厂房设施投入、设备投入、人工投入等随着生产批次的增加而被逐步摊薄,同时随着生产规模增加,自动化设备更有可能被应用,但当前自动化设备的产能有限,在自体疗法中平均生产成本不一定优于半自动化生产。
3)生产成本和具体工艺选择相关。 部分新型工艺设计如一次性流体通路设计能够通过减少复杂的生产环节从而缩减相关生产与检测成本,优化成本结构。
总的来说,我们认为CGT产品的生产能够体现规模效应,企业主要能做到的成本优化包括:
1)病毒载体转导效率的提升,提高CAR-T细胞收率;
2)工艺改进减少环节失败率和研发生产耗时;
3)外包或使用国产设备/试剂从而减少过高的前期投入,或通过外包追求自动化、封闭式生产;
4)通过生产转移,降低人工成本。
七、重点公司介绍
全球核心流程主导厂商主要为Cytiva、Miltenyi、ThermoFisher、Lonza等;东富龙、泰林生物等国内厂商积极布局。
7.1 Miltenyi Biotec-全自动设备研发商
Miltenyi Biotec于2012年推出全自动化细胞治疗设备CliniMACS Prodigy,全自动完成分选、激活、转导、扩增、制剂、冻存等步骤。主要试剂耗材一方面是磁珠、激活试剂、 细胞因子等;另一方面包括专用管路系统、袋子及离心培养一体化chamber。CliniMACS Prodigy通过标准化程序自动控制的方法,配合密闭的无菌管道完成各种复杂的细胞操作,有效避免了人工操作过程中可能出现的失误和污染风险,极大地提高实验效率,保证GMP级细胞制备的可重复性。以主要用于科研的CliniMACS Prodigy TS500为例,其一次性管道套装的价格为2.8万元,其他各类耗材的价格普遍在数百元至千元的价位。

图12 CliniMACS Prodigy系统
7.2 博雅控股-全自动设备研发商
博雅控股的CAR-TXpress则是一条自动化、全封闭的临床级CAR-T细胞CMC生产线,可由博雅控股旗下CDMO平台IncoCell提供。CAR-Txpress通过省时、提高收率的方式降低生产成本,可将细胞分离制备时间从6-8小时缩短到2小时,将细胞回收率从50%-60%提升至80-90%,最终将CAR-T生产成本降低至纯手工的1/3-1/5。

图13 CAR-Txpress系统
7.3 东富龙-细胞全站+培养系统,逐步突破半自动化设备
公司2015年明确细胞治疗为重点投入方向;2017-2018年细胞药物全站、培养箱等专利陆续获授权,2019年初步具备细胞治疗整体解决方案提供能力,2020年医疗装备及耗材板块(包括细胞治疗装备)实现收入2.4亿元。

表10 东富龙CGT设备
7.4 泰林生物-从检测隔离器出发,开发细胞工作站与蜂巢培养系统。
公司2017年研发细胞免疫治疗工作站等产品,2019年交付首台多功能干细胞工作站;2021年1月,公司变更募投项目,同时进行可转债募资,共3.0亿元投资细胞治疗产业化装备制造基地项目,产品设计细胞工作站、培养系统、检测培养系统等,预计2024年投产。目前公司针对细胞治疗装备已申请了 17 项专利,其中 8 项已授权。目前在建项目建筑面积 43,200 平方米,预计达到年产 500 套细胞制备工作站、蜂巢式细胞培养系统、智能化细胞培养箱等的生产能力。药明巨诺、上海医药、华大基因、上海邦耀生物等已与泰林生物签订装备供应合同。

表11 公司细胞治疗装备产能

表12 公司2018-2020年细胞治疗装备销售情况(单位:万元)
7.5 楚天科技
楚天科技于2019年布局细胞治疗产业装备制造,为CAR-T领域的干细胞、免疫细胞等细胞治疗市场提供符合 GMP 要求的制药装备。2020年先后完成了高速冷冻离心机、培养箱、低温温控系统、活细胞成像等关键技术的匹配和选型,并且进行了人体工程学的模拟操作试验,目前 CAR-T 设备已经成为楚天科技一款成熟、先进的产品。上海医药、上海第十人民医院等已使用楚天科技的 CAR-T 装备。
7.6 纳微科技
纳微科技2021年6月23日于上交所科创板上市。2021 年实现营业收入 4.5 亿元,同比增长 117.7%;实现归母净利 润 1.9 亿元,同比增长 158.8%;IVD 用核心微球产品实现收入 1580 万元(+87.7%);光电领域微球产品实现收入 3768万元(+78.5%)。
MagneStar®系列磁珠是纳微科技开发的具有均一粒径、快速磁响应、低吸附、高载量的磁性微球产品。磁珠在蛋白、核酸、抗体和细胞的生物分析与分离方面具有独特优势,避免了繁琐的沉淀、离心、柱层析等传统手段可能导致的变性失活,不仅广泛用于体外诊断(IVD)领域,如化学发光、核酸提取、基因测序片段筛选、酶固定、细胞分离、药物控释载体等,也为高通量生物样品制备提供了理想选择。
八、投融资资讯
在2010年及之后成立的企业大部分融资比较活跃,尤其在2021年,多家创新企业完成了新一轮融资。经纬创投、启明创投、IDG资本、红杉资本等知名投资机构以及泰格医药、药明生物等医药企业都纷纷活跃于这个赛道。

由于CGT上游设备、耗材、原材料的研发和制造同时涉及生物工程、化学工程、计算机科学、电子工程等多学科和生命科学的交叉融合,CGT耗材设备等行业壁垒较高,需要长期去突破创新和沉淀品牌。国内由于起步晚,在技术水平和专利上的确存在一定的差距。
在2010年及之后成立的企业大部分融资比较活跃,尤其在2021年,多家创新企业完成了新一轮融资。经纬创投、启明创投、IDG资本、红杉资本等知名投资机构以及泰格医药、药明生物等医药企业都纷纷活跃于这个赛道。
虽然相比之下,国内企业与巨头之间的确存在一定的差距。但是CGT上下游产业有许多细分领域目前都处于发展早期,CGT耗材、设备等作为生物医药的支撑产业,产业界上下游更应该协同发力:供应商参与和协助新兴领域的工艺开发,客户不断反馈和帮助优化使用的产品。只有供应商、使用方、监管机构等全产业界同步发力,CGT全产业链才能发展的愈发蓬勃。