五、45°粗精两用可转位面铣刀(组合技法)
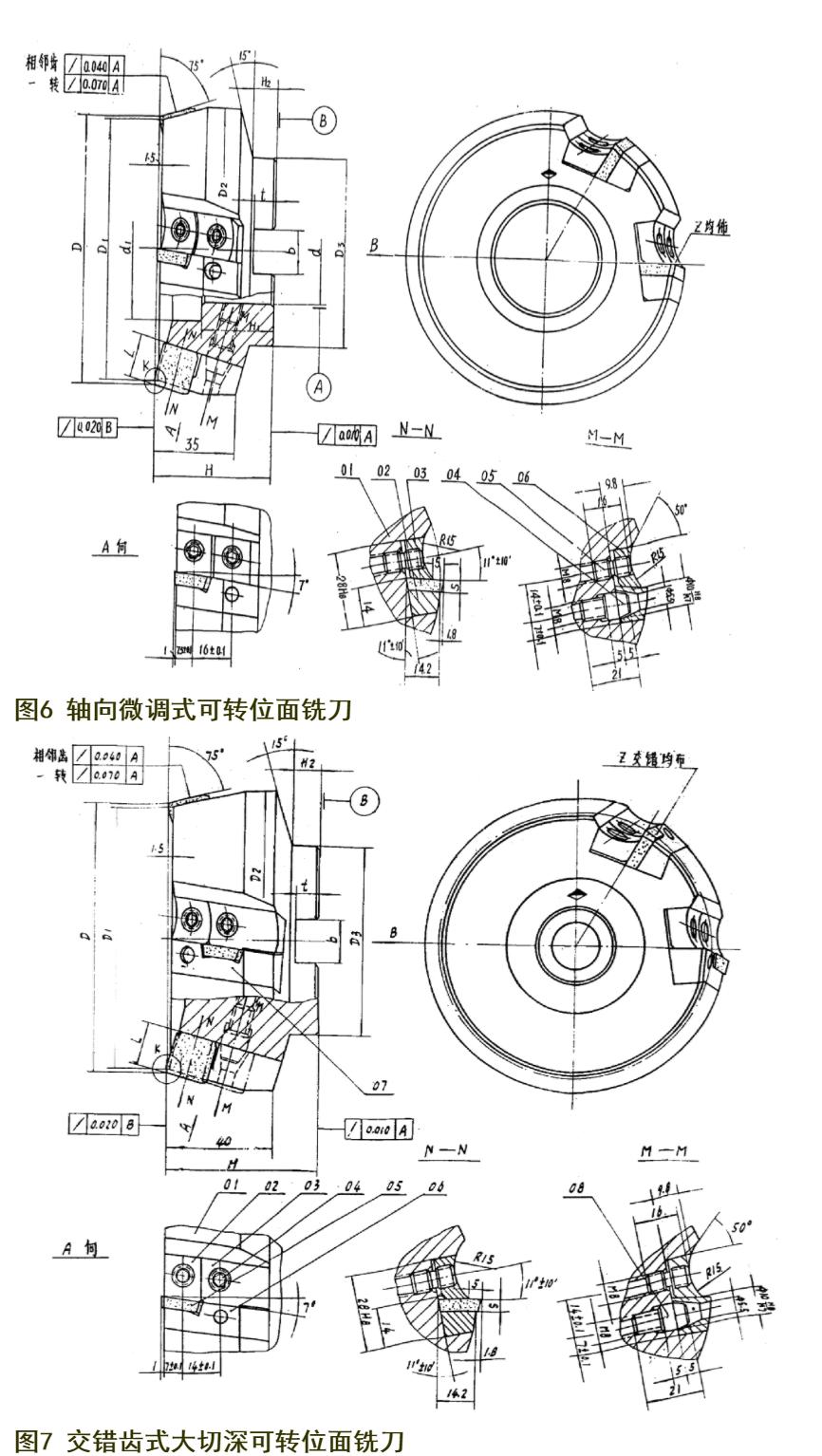
1979年我参加了全国总工会组织的,以王崇伦为团长的“中国工人访日代表团”,在日本参观访问开阔了眼界,学到了许多先进经验。回国后结合国情搞出13种新型刀具,其中一种“45°粗精两用可转位面铣刀”(见图6),就是根据日本的两种铣刀组合而成的,在创造学上叫组合技法。粗齿主边角为45°,刀尖强度高可进行大走刀铣削,精齿刮光刀片刃倾角特别大,为30°~45°,有锯切作用,切削过程平稳,精齿结构为单齿可调式,首先微调刮光刃比粗齿的突出量为0.03~0.05毫米,再微调刮光刃的平行度,其制造工艺性好,调整方便。
在上海召开的“全国29个省市刀具交流会上进行表演,创造了当时国内走刀是1250~3200毫米/分(日本为1000~3000毫米/分)的新纪录。还有一次在福建省刀具交流活动中、加工福建三明工程机械厂的长齿条,使原来走刀量只有20毫米/分,提高到2000毫米/分,提高切削效率100倍!受到省委书记和厂领导的高度赞扬。工人对这把刀爱不释手,看他们最需要这把刀,我就送给了他们……。
以后又改进成大刃倾角三阶梯式镜面铣刀(见图7),成为正式产品。
六、800三面刃曲轴铣刀(等值交换法)
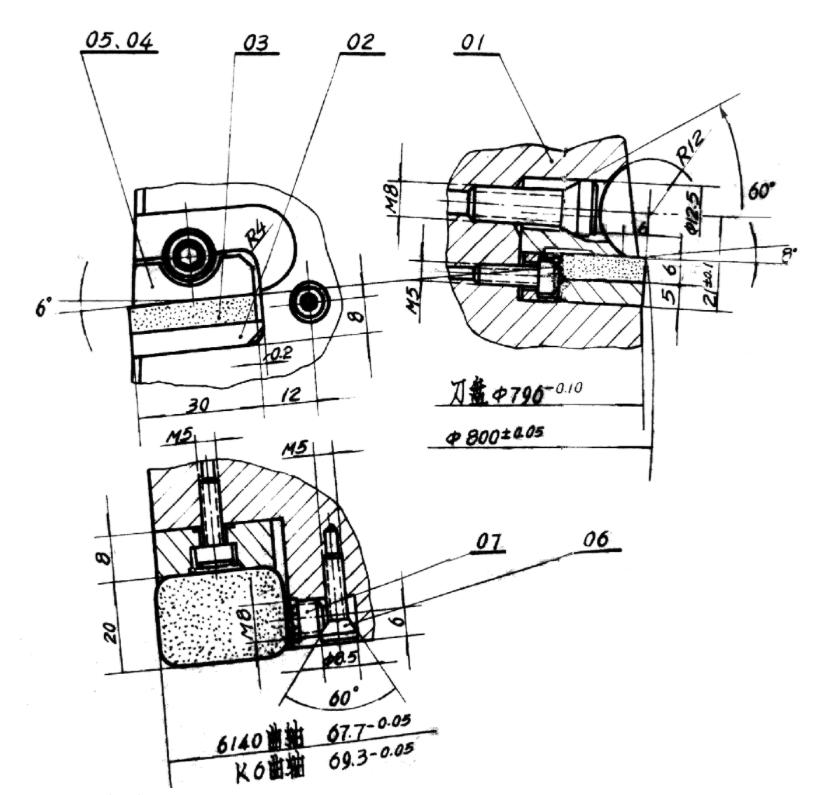
重庆汽车发动机厂,生产汽车发动机曲轴,曾在1962年引进德国一台专用的曲轴铣床,两把φ800铣刀同时加工两个拐,6个拐只用20分钟就完成了,效率相当高。但是铣刀使用10年了,已失去原有的精度,无法修复,加上该厂产品更新换代改美国康明斯发动机,体积小,出力大,曲轴尺寸有变化,原来铣刀也不能使用。
该厂曾与德国厂家联系购买新刀,德国厂家表示:机床和刀具是配套的,买刀必须买机床,否则就不卖。该厂又在国内几个大工具厂求援,结果却因为铣刀精度高,结构复杂,无法承接。该厂厂长很着急希望我承接。我看到φ800直径其端跳精度才0.02毫米,径跳0.03~0.05毫米,100个刀片都是机夹可转位结构的,确实很先进。我国的现在机床精度无法达到。我用了三个月的时间,搞出了10几种方案,最后请厂里选定,厂里选定配磨垫的方案,就是把刀体精度无法加工的难度转移到刀垫上,刀槽测出的精度误差用刀垫精度来补偿,从而保证了φ800三面刃曲轴铣刀(见图8)综合装配精度。这个办法在创造学叫等值交换法。几年后铣刀精度失去时,只要更换新的配 磨垫即可恢复原有精度,这是德国铣刀无法做到的。
刀具验收会也是技术鉴定会,对我们的最大考验是,该厂提供的曲轴锻件加工余量大一倍,(美国曲轴余量3毫米,该厂曲轴余量6~7毫米),已超出合同规定,在这种情况下,从该厂实际出发一次试刀成功!通过这次啃硬骨头,使我体会到:搞任何一种创新,都要在战略上藐视它,不被它吓倒;在战术上又重视它,搞几种方案分析对比。同时一定要按照国内的实际,走我们自己的路。