涂层组织结构表征 1、 热喷涂 C276 合金涂层组织结构分析 本课题采用日 本 HITACHI 生产的 S-4800 场发射扫描电镜(SEM) 对 C276 合 金涂层的表面形貌以及横截面形貌进行微观组织研究, 并且使用扫描电镜自带的 能谱仪(EDS)分析涂层与基体的元素分布情况; 涂层的孔隙率检测采用 KEYENCEVHX-1000 蔡司金相显微镜观察孔洞并结合 Photoshop 软件进行图片的后处理, 选取连续的 8 张涂层截面图谱, 采用求取平均值的方式分析得到涂层的孔隙率值。
2、 热喷涂 C276 合金涂层和 C276 线材的物相分析 采用 D/max-2550 PC 型 X 射线多晶衍射仪(XRD) 分析 C276 合金涂层以及 C276 线材的物相结构。
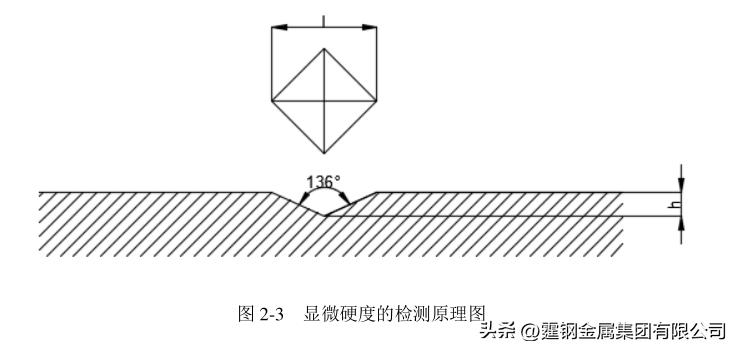
涂层硬度测定 显微硬度是最接近涂层的强度和耐磨性能的力学性能 [50] 。 本次研究采用数显 自动转塔维氏硬度计进行涂层表面和截面显微硬度的测定。 其工作原理是利用菱 形压头以一定的载荷压入涂层表面, 保持一段时间后, 卸除载荷, 留下一个菱形的压痕。 通过测量压痕的尺寸自动计算显示压痕值。 压头压入表面时要求压痕深度不能超过合金层厚度的 1/3, 否则基体材料将会影响压头附近的变形区, 式测量结果无法准确反映涂层自身的硬度。 此次实验采用标准的硬度仪压头, 加载载荷设定为 10kgf, 加载时间为 10s。
图 2-3 中, 菱形的对角线长 l 为压痕长度, h 为压痕深度。 压痕深度和宽度的 关系如下式: h =12푡푎표22°푚 (2-1) 经过测量可以得到, 涂层的压痕长度为 330μm-360μm。 根据式 2-1 计算可以 得到压痕深度为 67-73μm, 约为涂层厚度的七分之一到八分之一。 为了保证表面涂层的均匀性, 使得结果更加准确。 在试样中心的不同距离取得 8 个点, 分别测得各点的硬度值, 并取平均值。
上海霆钢金属集团有限公司
涂层结合情况的检测 这里选择线性摩擦实验去反映涂层与基体的结合情况, 使用泰伯尔 5900 型直 线磨耗试验机。 采用合金钢划头在涂层的表面进行划擦, 负荷为 40N。 实验时间为五分钟。 试验后观察涂层有没有被划破。
上海霆钢金属集团有限公司
耐腐蚀性能的测试方法 如图 2-4 所示, C276 涂层的耐腐蚀检测采用金属材料实验室均匀腐蚀半浸实 验方法。 试样的外形尺寸如图 2-1, 试样表面涂层厚度约为 500μm, 表面有一层多余的封孔剂, 呈现出深棕色。 实验前将试样表面清洗干净, 首先用自来水冲洗后用乙醇清洗, 清洗完成后 放入烘箱干燥, 恒重后称得试样的原始重量为 m 0 。 将试样的上部没有涂层的部分用胶带密封, 悬挂于铁架台上, 调整高度, 使得大部分涂层浸没于浓盐酸溶液中。 调整距离, 使得试样尽量放置在溶液的中间位置。
烧杯中的浓盐酸浓度为 36.5%,总共 120ml。 实验在室温下进行, 一共耗时 720 小时, 每 168 小时更换一次浓盐酸,防止暴露在空气中的浓盐酸因挥发使得浓度下降太多。 每次更换浓盐酸的时间不超过十分钟, 试样不经过再次处理。 观察腐蚀过程中试样与溶液的变化情况。 待实验结束后, 先用大量清水冲洗, 然后放在酒精溶液里用超声波清洗。 表面如果有腐蚀产物, 需要用砂纸清除或者采用化学和电解法清除。 随后将清洗好的试样放置在干燥箱里干燥处理, 称得此时试样的重量为 m 1 。
这里的腐蚀速率我们采用失重法进行表征, 失重法就是根据腐蚀后质量的减 小量, 用下式计算腐蚀速度: ν =(푛0 − 푛 1 ) ∗ 8.76푆푡휌 式中: ν—腐蚀速度(mm/a); m 0 —试样腐蚀前的原始质量(g); m 1 —在清除腐蚀产物后试样的质量(g); S—试样表面积(m 2 ); t—腐蚀时间(h); 휌为金属的密度(g/cm 3 ); 8.76 为单位换算系数。这种检测腐蚀速率的方法适用于均匀腐蚀,腐蚀产物完全可以脱落或者很容易从试样的表面清除掉。