陈逢强1 李文都2 夏 雯21 宝胜系统集成科技股份有限公司 扬州 2258192 北京起重运输机械设计研究院有限公司 北京 100007
摘 要:随着停车设备行业的不断发展,其成本控制已成为企业面临的一个重要问题。成本控制方法很多,如优化结构设计、控制采购成本、控制项目的过程成本等。文中从工艺方面探讨如何提高材料的利用率,从而有效控制产品的直接成本
关键词:立体停车设备;材料利用率;成本控制
中图分类号:TU248.3 文献标识码:A 文章编号:1001-0785(2018)10-0160-05
随着我国经济的快速发展,城市化进程的不断加快,城市轿车消费快速增长,对停车设备的需求也与日俱增。伴随停车设备行业的不断发展,其成本控制成为企业面临的一个重要问题。本文从工艺方面探讨如何提高材料的利用率,从而有效控制产品的直接成本。
1 项目合同材料利用率的分析 某项目合同(简称为M 合同)共23 套设备,165个车位,包括中型车位136 个、小小型车位19 个、小型车位10 个,其中G设备130 个车位, C设备35 个车位。为了简单直观,以两层升降横移式停车库产品进行说明:实际所需主要型材见表1;型材采购规格:H 型钢为12m/ 条,矩形管为6 m/ 条;若按照不驳接方式处理,实际需要的采购数量、实际用量、利用率及余料计算见表2。
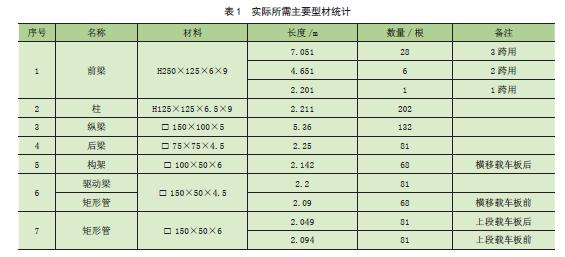

表2 中括号内余料为可在其他合同中套用的余料(数量为1 的不作分析), 其中21 根4.949 m的前梁用料,虽仍可用于2 跨梁,但根据实际规划合同,从成本、车位数考虑,3 跨的数量远大于2 跨及1 跨的合计数量,因此,每一单合同均会出现大量此类规格的余料,其等同于废料。从表2 中可以看出,矩形管除纵梁外,其余规格材料利用率均偏低,将产生很多1.5 m 至2 m 的废料。除柱外,地坑三层升降横移与两层升降横移停车库材料利用率的计算基本一致,合同中有1/2 或全部设备为地坑三层升降横移式时材料利用率计算如下:
1)合同中有1/2 设备为地坑三层升降横移式时所需材料规格见表3,较经济的开料形式为63 根,见图1(括号内为实际所需规格),材料利用率为88%。尽管材料利用率较高,但仍产生41 根1.737 m 的废料。
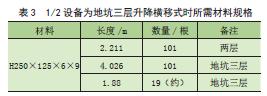
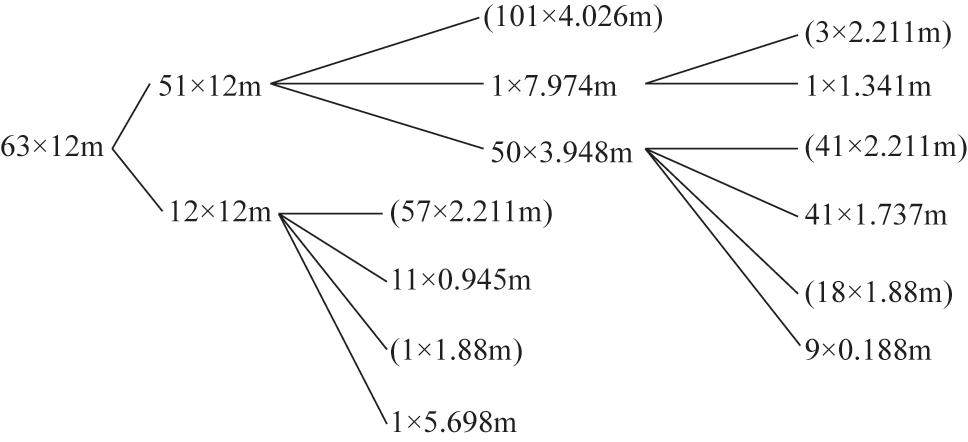
图1 开料形式(1)
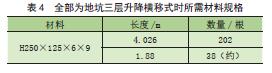
2) 合同中全部为地坑三层升降横移式时所需材料规格见表4,需采购材料数量为101×12 m,利用率为73%, 余料82×3.948 m 及19×0.188 m, 同样82×3.948 m 套用在两层升降横移式设备时将产生82×1.737 m 废料。
2 提高型材材料利用率的措施 2.1 提高型材材料利用率的关键1)减少前梁或C型产品的后梁、纵梁等的材料损耗,包括梁用H 型钢及梁用工字钢;2)减少柱的材料损耗,包括柱用H 型钢及柱用C型矩形管;3)减少载车板、驱动梁等用的矩形管(受力矩形管)材料损耗;4)减少连接用矩形管的材料损耗,包括两层升降横移式设备、地坑三层升降横移式设备的后梁、斜撑等。
2.2 提高型材材料利用率示例分析2.2.1 M 合同中的前梁用料分析由表2 可知,前梁实际用量为227.535 m,相当于19×12 m,分两种方式开料。
方式1 将表2 中的采购量28 假设改为20 根, 先开短料6×4.651 m 及1×2.201 m( 见图2a), 同时完成7×7.051 m,尚余21×7.051 m 待完成,材料尚余13×12 m,将其中的一部分X 直接开7.051 m,另一部分Y 对开6 m 用以驳接,有X +Y = 13 且X + 2Y= 21,得出X = 5,Y = 8,见图2b。 35 条前梁中将有16 条3 跨梁为拼装梁,材料利用率达94.8%(原为67.7%),而且大多余料都可继续套用,实际材料利用率可达98% 以上。
同理,若将28 改为21,拼装梁的数量为14 条,材料利用率达到90.3%;若将28 改为22,拼装梁的数量为12 条,材料利用率达到86.2%;以此类推。
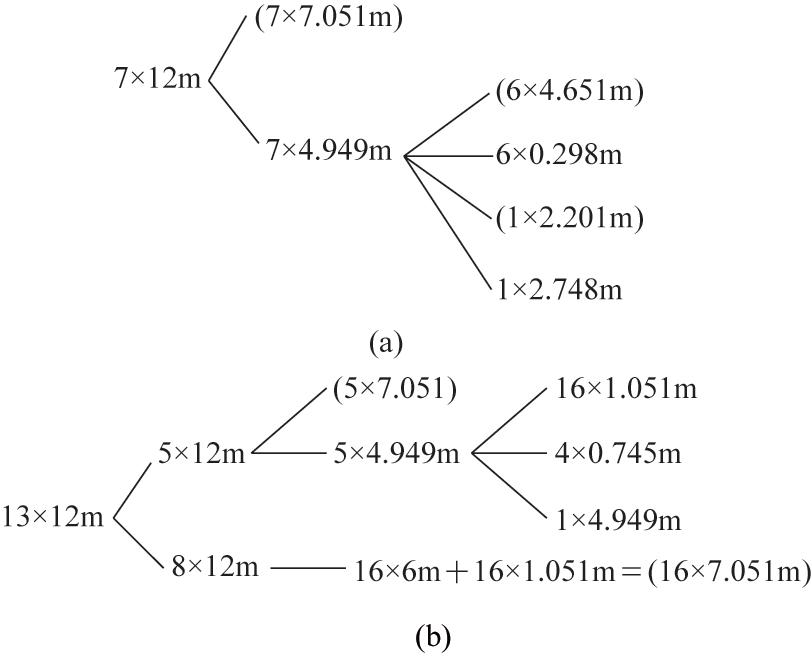
图2 开料方式(2)
方式2 将原采购12 m/ 根改为采购9 m/ 根的材料,实际采购数量为32 根,则35 条前梁中将有6 条二跨梁需进行驳接,材料利用率为79%,但此方式将产生大批2 m 左右的废料。
2.2.2 M 合同中的□ 150×50×t 型材用料分析实际需要规格、数量见表2 中序号6 和序号7。用料原则:
1)68×2.09 m(横移载车板前)及81×2.049 m(上段载车板后)不驳接,保持原有刚度(已足够);
2) 81×2.094 m(上段载车板前)全部采用中部驳接结构,借鉴两层升降横移式(2 700 m)的加强形式,以提高此处刚度,载车板组装时一并完成;
3) 81×2.2 m 驱动梁,一部分不驳接,一部分采用两种不同厚度的矩形管驳接而成,使在采用等强度驳接的基础上,还可利用电机座的结构进一步加强驱动梁的强度。开料步骤:
1)开料□150×50×6/81×2.049 m(上段载车板后),见图3a,同时完成开料43×1.047 m。
2) 开□ 150×50×6/(81×2 - 43)×1.047 m,用以拼装81×2.094 m(上段载车板前),见图3b。
步骤1)和步骤2)产生40×0.855 m、1×0.81 m、23×0.765 m、1×1.812 m 余料,相当于66 根0.8 m 左右的□ 150×50×6 余料。
3)完成开料□ 150×50×4.5/68×2.09 m(横移载车板前),见图3c。
4)假设不驳接驱动梁的数量为X ,驳接驱动梁的数量为Y,有X + Y = 81 且X /2 + 34≥Y,求解得出X= 32,Y = 49。开料□ 150×50×4.5/32×2.2 m,见图3d。步骤3)和步骤4)产生34×1.82 m 和16×1.6 m的□ 150×50×4.5 余料。
5) 驳接完成49 根“ □ 150×50×4.5 +□ 150×50×6”长度为2.2 m 的驱动梁。
用料情况对比见表5。

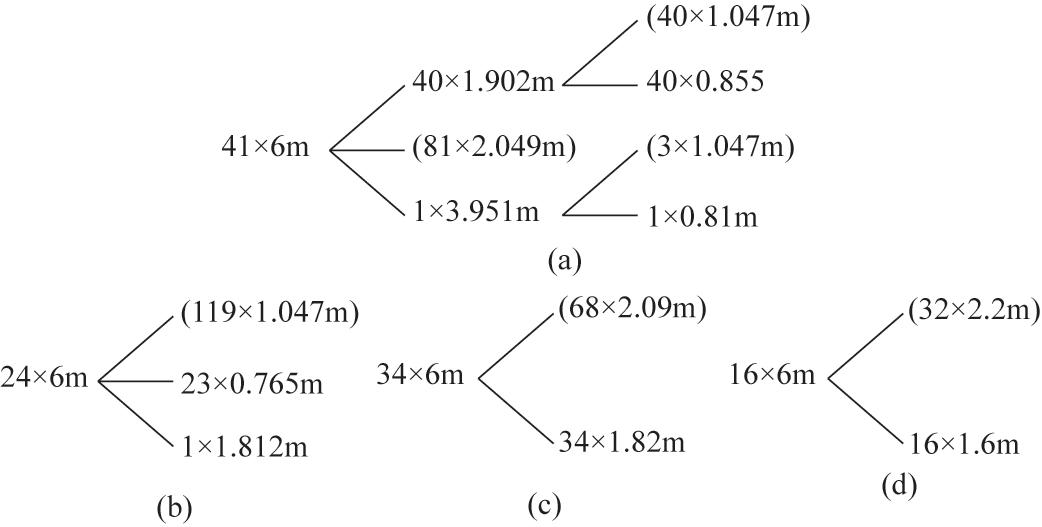
图3 开料形式(3)
以上驳接在载车板及驱动梁组装时一并完成,对加工费的升高影响并不大。
以上两个示例采用的组合方式虽不够全面,具有一定的片面性,需在实际应用中灵活变通,但根据以往的实际经验,其变化的范围并不大,特别是矩形管的组合,对于两层升降横移式设备4 个规格的比例基本上接近恒定,对于其他类型的设备,应能产生更优组合,材料利用率会更高。
3 工厂驳接方式 型材的连接通常有焊接、铆接、螺栓连接三种形式,考虑到现阶段二层升降横移设备所用的型材规格、长度不大,而且全部采用工厂驳接方式,因此采用最经济的焊接形式。
焊接的关键要素为焊缝强度、结构疲劳失稳、焊接变形以及残余应力等。重点考虑设备的结构刚性、驳接的工艺性以及接口的美观等。综合考虑以上要素,拟定以下驳接准则:1)焊缝位置尽量设在受力较小的部位,否则,应进行相应程度的补强;2)驳接结构不影响设备的整体结构,原则上不进行设计图纸的更改,除非可通过驳接形式改进原设计的性能,如上段载车板的刚性;3)驳接结构尽可能简单、美观;4)焊接质量达到三级以上,保证焊缝的尺寸及质量是驳接的关键;5) 焊缝强度全部按略低于母材强度设计;6)所有对接焊缝采用开坡口且完全焊透形式,焊缝根部在条件允许的情况下均需进行补焊,没有条件补焊时,应事先加垫板;7)尽可能采用引弧板及熄弧板施焊,以消除弧坑的影响,引弧板材质及坡口应与被焊工件相同;8)采用刚性固定法、合理的焊接次序以及一定的焊后调整,解决焊接带来的尺寸误差。根据以上准则,结合两层升降横移式设备的实际情况,总结出8 个典型方案,见图4。
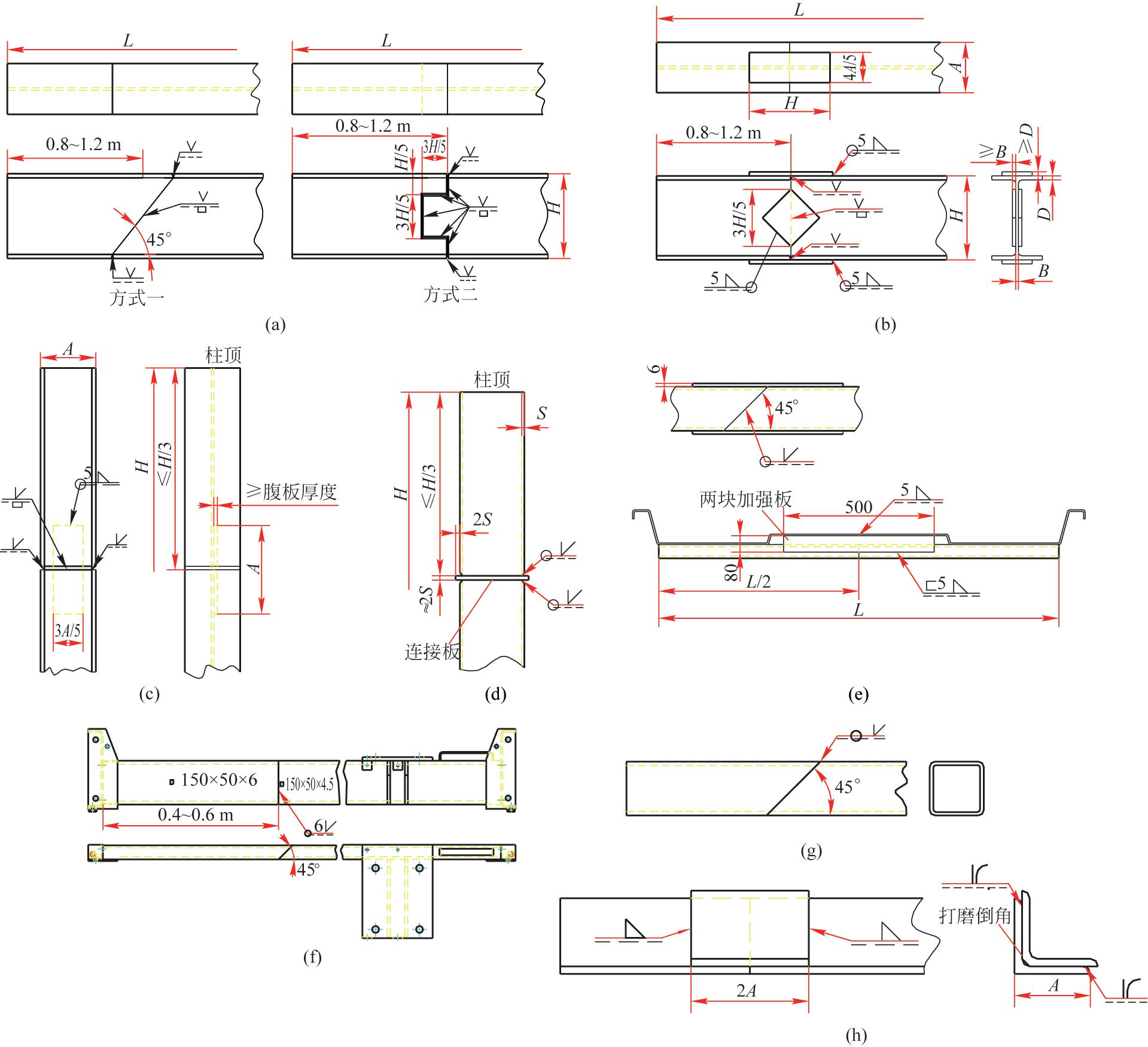
图4 典型的焊接方案
方案1 H 型钢梁。要求:焊缝高度大于母材厚度,直线度要求≤L /1 000(且≤8 mm)。形式:完全焊透的坡口对接斜焊缝的等强度连接(两种方式)。优点:具有较好的外观(前、后梁均适用)。缺点:要求焊工水平非常高,须采取X 射线探伤或超声波探伤方式进行检查,成本相对较高。
方案2 工字钢梁。要求:未注明处焊缝高度大于母材厚度,直线度要求≤L /1 000(且≤8 mm)。形式:完全焊透的坡口对接焊缝夹板的连接。优点:驳接处的强度高。缺点:焊缝较多,外观较差(前梁在量小的情况下不宜采用)。
方案3 H 型钢柱。要求:未注明处焊缝高度大于母材厚度,直线度要求≤L /1 000(且≤8 mm),垫板布置在设备外侧。形式:完全焊透的坡口对接焊缝的等强度连接。优点:具有较好的外观(前、后柱均适用)。
方案4 矩形管柱。要求:未注明处焊缝高度大于矩形管壁厚,直线度要求≤L /1 000(且≤8 mm),连接板内留通气孔。形式:连接板双面对称矩形管坡口焊缝连接。优点:具有较好的外观(前、后柱均适用)。
方案5 上段载车板前用矩形管。要求:未注明处焊缝高度大于母材厚度,直线度要求≤L /1 000(且≤8mm)。形式:完全焊透的坡口对接斜焊缝的等强度连接,为增加加强板提高刚性的改良设计。优点:刚性加强的同时具有较好的外观。
方案6 驱动梁用矩形管。要求:直线度要求≤L /1 000(且≤8 mm)。形式:完全焊透的坡口对接斜焊缝的等强度连接。优点:具有较好的外观(当驳接长度在0.3 ~ 0.4 m 时驳接口布置在电机座侧)。
方案7 连接用方管(后梁、斜撑等)。要求:驳接位置(长度)可灵活搭配,保证设备安装之后驳口的直切面与地平面垂直(加工时需对各种情形规范处理),焊缝高度大于母材厚度,直线度要求≤L /1 000(且≤8mm)。形式:完全焊透的坡口对接斜焊缝的等强度连接。优点:具有较好的外观。
方案8 连接用角钢(主要是斜撑)。要求:驳接位置(长度)可灵活搭配,焊缝高度大于母材厚度,直线度要求≤L /1 000(且≤8 mm)。形式:同母材材料驳口搭接连接。优点:加工简单。
4 工作流程 合同(或项目)安排生产之后,设计(计划)人员进行材料规格、数量分析,制定相应的采购方案及计划要求;相应工厂(或部门)按计划要求进行场地、设备、工装、人员等准备;在生产过程中,工艺、质检人员跟踪、检验并完善相应设计方案,并进行加工成本统计;合同(或项目)生产结束之后,召集有关部门对采购方案及计划要求进行全面分析、探讨,并将结果反馈营业、技术部门;将生产反馈结果作为参考,由营业、技术部门进行规划、设计检验;财务部门审核方案实行的实际效果。
参考文献 [1] 武建涛, 陶磊. 机械式停车设备国内外技术动态及发展建议[J]. 起重运输机械,2017(1):1-3.[2] GB/T26476—2011 机械式停车设备 术语[S].[3] GB/T 8910—2013 升降横移类机械式停车设备[S].