汽车销量连年创下纪录,这在如今这个竞争激烈的世界中实在不容易做到,值得庆祝,简直可以说是一个神话。
人们总是希望迎来业绩突出的一年,而这样的期待经常能够实现。如果整个行业连续两年都能有不俗表现的话,就表明这个行业做对和做好了一些事情。
不过,在打破纪录后又很快出现下滑,也是常有的事。这就迫使制造商必须根据客户需要的变化而作出调整和进行创新。汽车行业同样面临着这种不值得羡慕的处境。
除了互联网相关行业以外,很难找到一个行业会像汽车行业这样如此频繁地被迫经历重大转变,而且是由于自身无法控制的原因。
消费者不断提高的要求已经催生了汽车行业的一个转变——轻量化,而现在又开始推动另一个转变——电动化。
自从奥迪公司在1994款A8车型(图1)上采用了全铝车身以来,汽车制造商们不断将钢制铸件和焊接件改成相应的有色金属部件。

图1. 奥迪A4车身框架
原本出于减重目的(为了提高燃油经济性)而使用的这些有色金属部件带来了结构和机械性能方面的改善;特别要提到的是铝制薄壁结构部件。薄壁结构已经应用了10多年,对它们的要求和期望已经趋于稳定。但是,由于汽车行业在消费者的压力下被迫接受电动化的更大挑战,新的要求超过了它们的能力。
对电动汽车的渴望正在迅速成为一个消费趋势,汽车制造商也在快速作出调整,重点面向大众市场开发价格实惠的高效电动汽车(EV)。
在这方面,铝制结构部件将为汽车行业进一步发挥重要作用。轻量化将在两个关键方面使电动汽车直接受益:重量和行驶距离(电池寿命)。
在电池能够变轻之前,电动汽车必须从其他方面努力减重。车身面板、底盘和其他更多结构部件都会成为减重的目标,可能的方案包括采用塑料、铝、镁或碳纤维部件。
虽然高压压铸(HPDC)工艺、生产和材料科学的进步已经使薄壁铸件得到应用,但它们最终能否成功还取决于它们能否达到机械性能(和耐撞性能)的严格标准,而这又同铸造后的热处理工艺有关。
电动化:对铝来说是一把双刃剑
电动化显然是汽车行业的未来。它是铝制部件在一个涉及面越来越广和空间越来越拥挤的市场中获得增长的机会,同时也让人们注意到了技术发展的方向。
目前,铝制结构部件在汽车行业广泛使用,甚至有些原本只用在豪华车型上的部件(减震塔,横向构件,后导轨,门边框)都已经大批量生产。
由于轻量化的集成成本不断下降,我们将看到所有轻量化车型都会越来越多地使用铝制部件。
随着电动化在整个行业的推进,这些大批量生产的需要可能会传播到更多的部件上。“可能会”其实是一个保守的说法,因为电动化对铝制部件的要求最终将会变成怎样尚不清楚。
不过,这种不确定性并不会阻止这一行业的转变。只要看一看电动汽车的变化,就能明白这是一个必然趋势。
虽然环保可能是电动汽车的一个卖点,但行驶距离大大延长才是电动汽车的真正吸引力,它也让铝制部件在汽车行业拥有了一个诱人的前景。
电动汽车行驶距离延长的推动力是电池能量密度的提高,如图2所示。不过,电池能量密度提高的一个副作用是电池重量增加,这对铝来说是一个机会。

图2. 电池的能量密度
电动汽车需要从别的地方补偿这一重量,无论是通过平衡车身前部和后部的重量,还是通过采用新的电动/混合动力汽车专用部件(比如高压电池外壳)。铝制薄壁部件在这方面具有极大的增长潜力。
但是,一定要记住,没有什么事情是确定无疑或一成不变的。
在一开始,铝制轻量化部件在电动化转变中处于一个非常有利的位置。据国际能源署(IEA)预测,到2040年电动汽车的数量将达到7.15亿辆,比2015年的大约100万辆增加几百倍。
不过,这一急剧增长对铝材(尤其是气缸体)来说将是一个“问题”,意味着机会减少。混合动力汽车和电动汽车只需要较小的发动机,甚至不需要发动机,而这是目前的“轻量化汽车”中使用的最主要的铝制部件。
展望未来,随着技术的发展,很可能会有新的材料被开发出来,也许会减少铝的用量,增加碳纤维、镁和3D打印部件的使用。这些问题和可能性大大推动了对于先进的灵活型铝热处理设备的需要。
先进的铝制结构部件热处理系统
对新型热处理系统的需要和期望在过去的10年间快速变化,而且现在仍然在变化。更多的冶金、工艺和产品知识,加上供应链的日益一体化,对技术人员开发先进的铝制部件热处理系统的方式产生了显著的影响。
热处理系统不再拥有专门的厂房或宽敞的空间。生产场地不仅有限,更重要的是很宝贵。一家生产厂的设备布局越灵活,就越能适应将来的产能和/或工艺变化。
传统热处理系统(图3)的特点是体积大,采用线性布置,占据(和浪费)很多宝贵的生产场地。像图3所示这样的系统通常会占用数千平方英尺,但其中有相当大一部分没有得到有效利用。

图3. 传统的铝热处理线
为了满足现代生产企业越来越严格的要求,先进的系统必须采用更紧凑的布局(图4)——占用的场地比传统系统减少35%,而产量能够达到更高的水平。
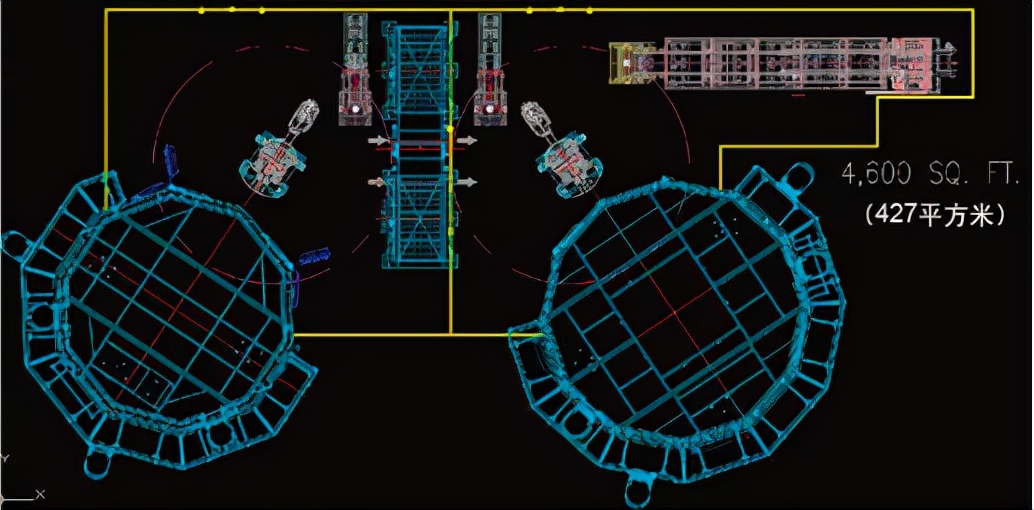
图4. 回转式热处理系统
在刚开始推出铝制薄壁结构部件时,定制型热处理系统的设计人员考虑的产量是150,000件/年。
到了2005年,对热处理系统的产量要求是500,000件/年,而2017的这一要求提高了一倍,达到1,000,000件/年。
虽然这些不断提高的产量要求反映了市场的增长和生产的集中,但也表明了对现代系统的产能和灵活性的要求在提高。
为了成功地开发出紧凑和灵活的系统方案,最重要的因素也许是紧密集成的材料输送系统。
最初,在热处理工作间内引入了机器人,能够完成单个部件或夹具的操作。在交货前频繁地人工搬运薄壁结构铸件;高成本的在制品(WIP)数量过多;集中热处理系统占用数千平方英尺生产场地并因此而影响效益;等等;像这样的情况不再允许存在了。
如今,技术人员在系统开发时面临的挑战是,取消大型集中热处理系统,避免多次搬运,减少昂贵的在制品数量。
现在,先进的铝制薄壁结构铸件热处理系统直接从高压压铸工作间接收铸件,因而不需要额外的人力、搬运和存放。在传统上,这样的系统被称为无料篮热处理系统(BHTS)。
这些现代系统直接从铸造工作间接收铸件(在有些情况下还会回收铸造工艺的剩余热量),而控制系统则在整个工艺过程中通过独特的部件序列化(二维矩阵)跟踪重要工艺参数的变化。
这种跟踪功能使每个部件的历史都能得到分析和核查,保证了诸如固溶温度、精密空气淬火(PAQ™)温度和人工时效温度等工艺参数的准确性。
如今的结构铸件热处理系统能够确保快速加热和均匀保温,而且系统的总体积大幅度减小。这是因为取消了大型钢制料架和夹具,避免了它们消耗大量热量,还节省了投资和维修成本。
另外,技术人员采用先进的强制气流模拟工具改进了气流循环的设计方案,保证了工艺效率。
高压压铸的铝制结构部件通过热处理而达到最终的性能指标。在热处理工艺中,淬火是最重要的步骤之一。淬火时,部件被从固溶炉中取出,并被迅速放入精密空气淬火(PAQ™)系统。
传统工艺将接收大批量铸件进行淬火,容易造成冷却不均匀和最终机械性能不可预测。
如今,先进的紧凑型热处理系统不仅依靠机器人操作满足了快速移送淬火的要求,而且得益于PAQ的少量分批淬火,保证了铸件机械性能和尺寸精度的可预测性(图5)。
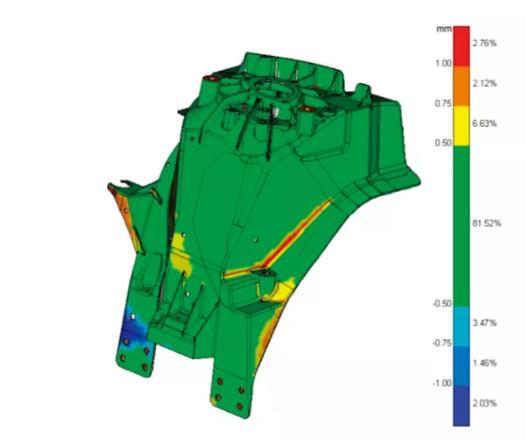
图5. 机械性能和尺寸精度提高了可预测性
如前所述,灵活性是对现代铝热处理系统最重要的一项要求。通过为机器人材料输送系统引入视觉技术,同一个热处理工作间不再被局限在T5、T6或T7的单一工艺。现在,工作间可以对多种部件进行多种工艺的处理。
通过引入视觉技术和与PLC连接,材料输送系统现在能够确定一个部件需要的热处理工艺——这些都需要预先编程。
另外,这些多工艺工作间的占地面积仍然小于传统的热处理工作间。

图6. 铝合金热处理系统
附:铝回转炉
CAN-ENG推出的铝回转炉具有出色的灵活性。它们在处理部件时可以使用(或者不使用)料篮、料架、料盘或夹具。
为了适应铝制部件需求增加的局面而开发的铝回转炉具有下列优点,能够满足日益严格的生产要求:
• 减小占地面积且不需要基坑——至少节省30%空间
• 降低能源消耗(节约单位重量成本)——至少降低15 – 30%
• 节省料篮的投资和维修成本
• 缩短处理时间
• 提高部件质量
• 相比于传统系统降低了材料输送设备的投资和维修成本
• 先进的材料输送方案与多种工艺同时自动处理相结合
• 采用精益制造理念,减少在制品(WIP)数量
• 设计灵活,能够在同一套系统中处理多种不同形状的部件
铝回转炉的可能应用范围包括:
• 铝制薄壁结构铸件
• 减震塔
• 气缸盖
• 悬挂部件
• 气缸体
• 活塞