前言
自1988年第1条早期机械化大理石板材修补生产线在意大利投入使用以来,它为石材加工企业带来了一个全新的石材处理概念。它使得许多石分破碎、用传统工艺无法批量生产的名贵石材品种的加工成为可能,荒料的出版率、板材的出版率、板材的产品率因此而提高许多,这可谓是石材加工工艺的一个十分重要的变革。当时这条机械化修补生产线的设计理念与现在生产的绝大多数生产线非常相似,多年后这条机械化修补生产线仍然在满负荷运行。
本文将以意大利SIMEC公司生产的石材修补生产线为例(如图4-21所示),分析介绍大理石、花岗石板材机械修补工艺的特点和实施要求。

1、大理石、花岗石板材修补的目的和修补材料的选用
研究天然石材的加工机理时,为了使建立的物理化学模型简单可行,都将其视为均质材料,但因受其生成特性所决定无论如何也达不到像人工合成材料那样均匀、致密,所以,天然石材都存在各种各样的,例如由于地质构造运动造成石材矿体产生的裂隙;不同成分之间结晶结合的缺陷形成微观裂隙;溶蚀作用形成的孔洞缺陷;开采中因*破爆**和冲撞产生的*破爆**裂隙;锯切和磨等加工时产生的机械加工损伤等。这些含有缺陷的石材,必须经过适当的用胶修补后才能进行加工。因石材类型不同,缺陷形式不一样,所以对石材修补的目的和手段也各不相同。
① 对不同种类石材修补的目的 规格尺寸大的大理石大板是一种最需要修补的石材。为大理石材质本身容易破碎的特性,所以除了孔洞填补等外观修补外,加固处理是对大理石大板修补的主要目的。
使用双向切机加工大理石条板和规格板时,在荒料切割加工过程中,加工出的条板有时特别容易破碎、破裂或出现裂缝。尤其是厚度仅为10mm,长度达2m或更长的大理石条板,工序、工位变换时更容易破碎,因此,对大理石条板和规格板修补的主要目的,仍是对其进行加固处理。对大理石条板和规格板可进行单面或双面的修补处理。
花岗石本身的强度、硬度指标远高于大理石、因此,通过修补、加固提高其强度已不是主要目的,而表面修饰则成了花岗石板材修补处理的主要目的。花岗石的修补就是对一些多孔隙型花岗石的表面进行孔隙填补的处理。修补后的花岗石板材,在后续磨抛过程中能够得到令人惊奇的表面美观效果。
对花岗石条板和规格板的修补处理目的基本与花岗石大板一样,仍是为了使其表面质量得到改变,使花岗石板材具有绚丽的色泽、晶体结构得到充分地显露。如果花岗石材质缺陷比较严重,加固和维修处理也是必要的。
② 修补和加固材料的选用 研制和开发用于不同处理类型的自动修补生产线时,修补和加固材料的选择至关重要。目前最常用的石材修补材料有环氧树脂、不饱和聚酯树脂和紫外线专用树脂等。表4-59、表 4-60、表4-61、表4-62列出了石材修补和加固用的主要树脂类型,介绍了它们的使用方法、每种处理方式能够达到的最终效果以及相关的修补技术参数指标。从表中可以看出,环氧树脂适用于残缺破碎、需要重新粘合板材的加固和加强网的粘接处理;不饱和聚酯树脂则适用于大理石表面非贯通裂纹的加固处理;对于大理石表面需要充填的裂纹和浅层孔洞,则需要专用的不饱和聚酯树脂修补;为了增加花岗石表面的色泽和装饰效果,必须使用环氧树脂处理。选用树脂的处理效果还取决于所用树脂的最大流动特性。市场上有多种用于修补石材的处理剂,每种都具有其自身的特殊性和适用性。最重要的是在任何情况下,都必须针对不同的修补类型选择适用的树脂和修补方式,不能混淆。
表4-59 使用环氧树脂对大理石、花岗石板材的修补和加固处理的对应关系
|
使用石材种类 |
大理石、花岗石 |
推荐固化烘干炉的类型 |
带风力循环装置的垂直多层式烘干炉 |
|
树脂特点 |
高强度、固化慢、全渗透 |
加强*特网**性 |
非常高度强度 |
|
固化时间 |
室温25h、40℃烘干炉内1h |
相关成本 |
以环氧树脂的成本是100时的成本比例① |
|
破碎强度 |
材料完全硬化后可达到100%的最大强度 |
适用性 |
对非常残缺破碎、需要重新粘合板材的完全修补 |
|
推荐烘干炉的类型 |
带风力循环装置的垂直多层式烘干炉 |
使用温度 |
在-25~65℃之间保持强度 |
①指环氧树脂处理方式的成本是100%为基础,其他处理方式与其相比的成本比例。
表4-60 使用不饱和聚酯树脂对大理石板材的修补处理的对应关系
|
使用石材种类 |
大理石 |
推荐固化烘干炉的类型 |
水平直线式烘干炉 |
|
树脂特点 |
中等强度、快速硬化、全渗透 |
加强*特网**性 |
中等强度 |
|
固化时间 |
室温10min/40℃烘干炉内3min |
相关成本 |
是使用环氧树脂成本的60%① |
|
破碎强度 |
材料完全硬化后可达到20%的最大强度 |
适用性 |
对无贯通裂纹石材的 |
|
推荐烘干炉的类型 |
垂直多层式烘干炉 |
使用温度 |
在0~100℃之间保持强度 |
|
水平直线式烘干炉 |
①指以表4-59环氧树脂处理方式的成本是100%为基础,其他处理方式与其相比的成本比例。
表4-60 使用紫外线烘干固化的专用树脂对大理石薄板的修补的对应关系
|
使用石材种类 |
大理石 |
推荐固化烘干炉的类型 |
紫外线型水平直线式烘干炉 |
|
树脂特点 |
中等强度、快速硬化、有限渗透 |
加强*特网**性 |
不能用于加强网粘接 |
|
固化时间 |
在紫外线烘干炉内1min |
相关成本 |
是使用环氧树脂成本的50%① |
|
破碎强度 |
材料完全硬化后可达到20%的最大强度 |
适用性 |
充填石材的裂纹和浅层孔洞 |
|
推荐烘干炉的类型 |
带风力循环装置的垂直多层式烘干炉 |
使用温度 |
在0~100℃之间保持强度 |
|
水平直线式烘干炉 |
|||
①指以表4-59环氧树脂处理方式的成本是100%为基础,其他处理方式与其相比的成本比例。
表4-62 使用环氧树脂对花岗石表面的修饰处理
|
使用石材种类 |
花岗石 |
推荐固化烘干炉的类型 |
带风力循环装置的垂直多层式烘干炉 |
|
树脂特点 |
高强度、低渗透型、表面渗透 |
加强*特网**性 |
不需要 |
|
固化时间 |
室温24h、40℃烘干炉内1h |
相关成本 |
是使用环氧树脂成本的60%① |
|
破碎强度 |
- |
适用性 |
表面修饰增强美观 |
|
推荐烘干炉的类型 |
带风力循环装置的垂直多层式烘干炉 |
使用温度 |
在-25~65℃之间保持强度 |
①指环氧树脂处理方式的成本是100%为基础,其他处理方式与其相比的成本比例。
2、机械化修补石材板材的工艺要求
①大理石大板的修补 国内外的许多大理石品种,其内部都存在裂缝和裂纹,而且很可能贯通到板材的表面,使得石材变得容易破碎和断裂。早期开采出的大理石,在石材作坊加工和磨抛之前,都需要经过加固处理,使其达到装饰和使用要求所具有的足够强度。到目前为止,大理石大板的修补已经是一种非常普遍的处理工艺。大理石大板的修补处理主要使用烘干炉、不同种类的树脂,也可使用加强网。使用机械装置对大理石大板的修补和加固处理对工艺流程和工艺有如下要求。
a、板材的先期烘干处理 这是工艺流程中的首道工序,也是最重要的一道工序,主要作用是烘干和去除石材表面裂纹内部存在的潮湿气体,因为这些气体将阻碍树脂渗入石材表面裂纹,影响全部或部分树脂的固化过程。如果使用和操作不正确或使用不合适的烘干炉,则不能达到必需的烘干效果。因此,烘干炉的设计和选用十分重要,必须充分考虑温度和气流的复合作用,确保板材的彻底烘干。目前的烘干炉有垂直多层式(如图 4-22、图4-23所示)和水平直线式(如图4-24所示)两种结构,烘干炉结构的选择取决于所使用的树脂种类和产量的需求。
b、加强网粘贴采用涂敷树脂 使用带喷涂头或机械式毛刷刮板的自动喷涂装置,如图4-25、图 4-26所示,在烘干后的板材表面涂敷树脂,喷涂或刮涂方式的选择取决于树脂的流动性。环氧树脂和不饱和聚酯树脂都可用于加强网的粘贴,环氧树脂的固化效果好、强度高,但成本较高。因为加强网的主要作用就是加固板材,所以还是建议使用环氧树脂粘贴加强网效果最好。
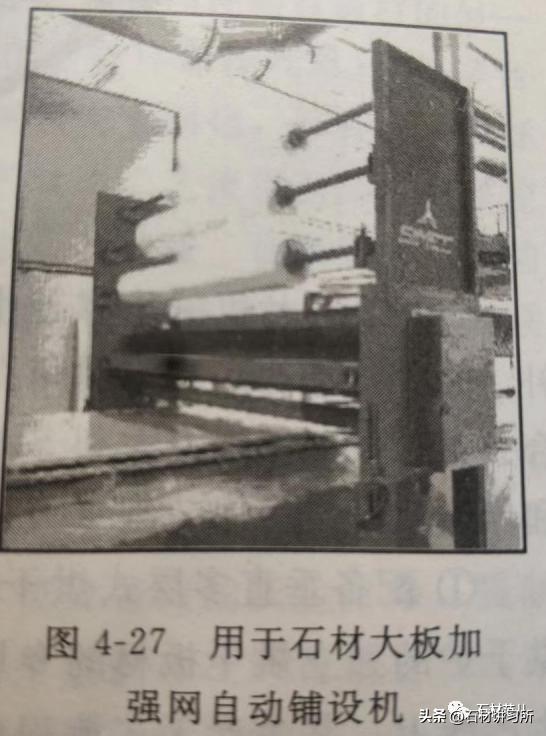
C、加强网的铺设 与涂敷树脂操作的同时,在涂有树脂的板面上铺设增加板材强度 的加强网。自动生产线中可使用加强网自动装置,如图 4-27 所示。
D、加强网树脂的烘干、固化 树脂的结合及固化效果会影响到固化后树脂的粘接强度,这与使用树脂类型、固化时间等因素有关。粘贴加强网的板材通常在室温下放置数小时后会自然完成固化。为了加速这一过程,并使其与生产线的流程协调一致,需要选用能在较短时间内即可完成树脂固化的烘干炉。通常垂直多层式烘干炉(如图 4-22、图 4-23所示)用于环氧树脂烘丁固化,而水平直线式烘干炉(如图 4-24所示)则用于不饱和聚酯树脂的烘干固化。
e . 板材表面的树脂修补 对需要更进一步加固的大理石板材,可在板材的另外一面(随后将被磨抛的面)涂敷树脂以改进其表面质量。操作时,需要将板材翻面,然后再次涂敷树脂,在该面上通常使用渗透力强的聚酯树脂。因为对该面的修补主要是以填补孔洞、缝隙为主、在使用树脂刮涂机的同时,还应由人工辅助完成,以提高修补质量。如果仅仅是为了增加板材表面的强度或充填微观裂隙,使用树脂喷涂或刷涂机械即可达到要求,这样可提高生产效率。该道工序只是被推荐使用,如果板材表面不需要修复或加固可以将其省略。
f. 修补树脂的烘干、固化 与环氧树脂相比,不饱和聚酯树脂的固化时间大为缩短,使用水平直线式烘干炉即可满足一般生产工艺流程的协调要求。但对于一些要求产量非常高的全自动生产线,也可选择垂直多层式烘干炉用于固化不饱和聚酯树脂。
② 大理石条板或规格薄板的修补
使用双向切机锯切加工薄板时,所使用的多数荒料都是有缺陷或者易碎的,因此,将大理石荒料切割成条板或规格薄板,将会存在比切割大板时更严重的破碎和开裂问题,尤其是那些看不见的裂纹,会加剧降低板材的强度。这些存在缺陷的板材不能承受加工过程中(板材的装卸、校平和磨抛等)的各种应力,甚至堆放时的应力都不能承受。对于规格薄板的修复处理,能减少废品率、提高产品质量。规格薄板的修补处理分为成品板和对剖板两种方式。因为对剖板的毛坯板厚度增加,可减少毛坯板加工过程中的破碎率。在完成对剖板材的双面修补后,再使用对剖机将其剖切分开,便能从一块毛坯板上得到两块成品厚度的板材。
a. 成品厚度板材的修补 对成品厚度大理石条板,规格薄板的修补处理,最常用的方法与上述对大理石大板修补处理的工艺流程和处理方法基本相同,也包括板材的先期烘干处理、加强网的粘贴、加强网的铺设、加强网树脂的烘干和固化、板材表面的树脂修补、修补树脂的烘干和固化处理。由于石材质量随品种不同也有很大差异,是否需要使用加强网或表面修补处理工序,应由板材质量的不同而确定。
b.对剖板材的修补 对于裂纹非常多的大理石板材为了提高修补速度,采用对剖加工工艺是明智的选择。将树脂和加强网涂敷并粘接在对剖板材的两面,经干和固化最后对剖成两块成品厚度的板材,整个修补工艺流程与上述对大理石大板修,处理基本相其工艺流程和处理方法包括板材的先期烘干处理、先在板材的一个表面粘贴上加强网、强网经铺设、烘干和固化,板材翻面后,对另一个表面再重复相同的加强网粘贴、铺设烘干固化工序。与成品厚度板材的修补不同的是,对剖板材的两个面板材上都必须进行加固网粘贴,然后才能对剖加工。
③ 花岗石表面的修饰处理 目前,花岗石板材表面的修饰处理正在成为一种非常流行的处理方式,这与花岗石缺陷的修补处理不同。即使花岗石很硬、强度很高,很少需要加固处理,而且树脂也很难通过板材表而渗入到石材的内部,但修饰处理有时还是要的。修饰处理时,花岗石板材也被涂敷了环氧树脂、但处理的目的主要是为了封闭板上的大孔洞,而且提高板材后续磨抛加工的光泽度效果,但对提高板材的强度影响不大。经修饰处理后的花岗石板材,磨抛后的美观效果确实令人惊奇,所以,花岗石板材表面的修饰处理技术已迅速取得成功。提高花岗石美观的修饰处理方法,可用于花岗石大板、条板和规格板。修饰处理花岗石板材工艺如下。
a. 校平/粗磨处理 修饰处理之前,必须对花岗石板材进行粗磨。必要时,在涂敷树脂前,还需要对板材进行校平处理。
b. 干燥处理 对花岗石板材进行的干燥处理只需对表面起作用,所以,干燥所需时间比对大理石的短。但是,排除板材表面的潮气却很重要,因此,使用带强制排风系统的水甲百线式供干炉效果最好。
c. 涂覆树脂处理 对花岗石板材表面涂敷树脂,一般不需要机械作用迫使树脂深度渗透,通常采用流动性非常好(稀的)的环氧树脂,由专用的装置喷涂,即可使树脂自渗入到需要处理的板材表面内。
d. 固化处理 环氧树脂的固化需要足够长的时间,使用水平直线烘干炉时,板材在烘干炉内停留的时间一般可满足树脂固化的要求,但垂直多层式烘干炉是提高生产效率最佳选择。
④ 花岗石条板和规格薄板的修饰处理 花岗石条板和规格薄板的修饰处理工艺与要求与花岗石大板的修饰处理工艺流程相同。花岗石条板和规格薄板通常只对成品厚度板的表面进行修饰处理。
3、修补生产线的设备特点介绍
石材修补生产线的设备包括烘干炉、树脂涂敷机、加强网铺设机、板材输送系统、板材装卸系统等。
①带热控器的烘干炉
热控器型烘干炉有水平直线式和垂直多层式等不同规格型号的机型,可适应和满足各种不同生产工艺的需要。根据使用加热能源形式的不同,烘干可分为燃气类烘干炉和电力加热类烘干炉。根据使用燃料的不同,燃气类烘干炉又分成化石油气(LPG)燃气炉、甲烷(沼气)燃气炉、煤气燃气炉等;电力加热类烘干炉又分成红外线电力加热炉、紫外线(UV)电力加热红外线加热炉和燃气加热炉的工作原理一样的,不同之处在于使用的能源不同。在许多国家,因为电力比燃气的价格高,所以将燃气作为加热炉的能源方式被广泛地采用。至于是使用煤气、甲烷气体还是使用液化石油气,这要由设备使用地的能源供应情况决定。只有在板材表面需要局部修补,并必须保证修补分与本体材料部分的界限不能显露或颜色必须一致时,才需要使用紫外线加热炉这种特殊的烘干方式,紫外线加热炉用于薄板修补树脂的烘干。国内目前使用最多的还是电力加热炉。
垂直多层式烘干炉一般都配有风力循环装置,以保证不同层面(高度)上的热量得到合理的分布。升降装置使得板材托盘定位在不同水平位置上。由于板材可停留在烘干炉内不同的水平层面上,其停留时间足以确保最大限度地排除板材中的潮湿气体,或足以使树脂得到完全的固化。这种烘干炉能在相对低的环境温度下工作,减少能源消耗。

图 4-22所示的是意大利SIMEC公司的单联垂直多层式烘干炉示意图,这种特殊型号的烘干炉装备了先进的电子系统,可以用于板材在不同的水平层面上的烘干、第2面涂敷树脂的固化等不同工序。在单个烘干炉内能够完成全部的加工循环。
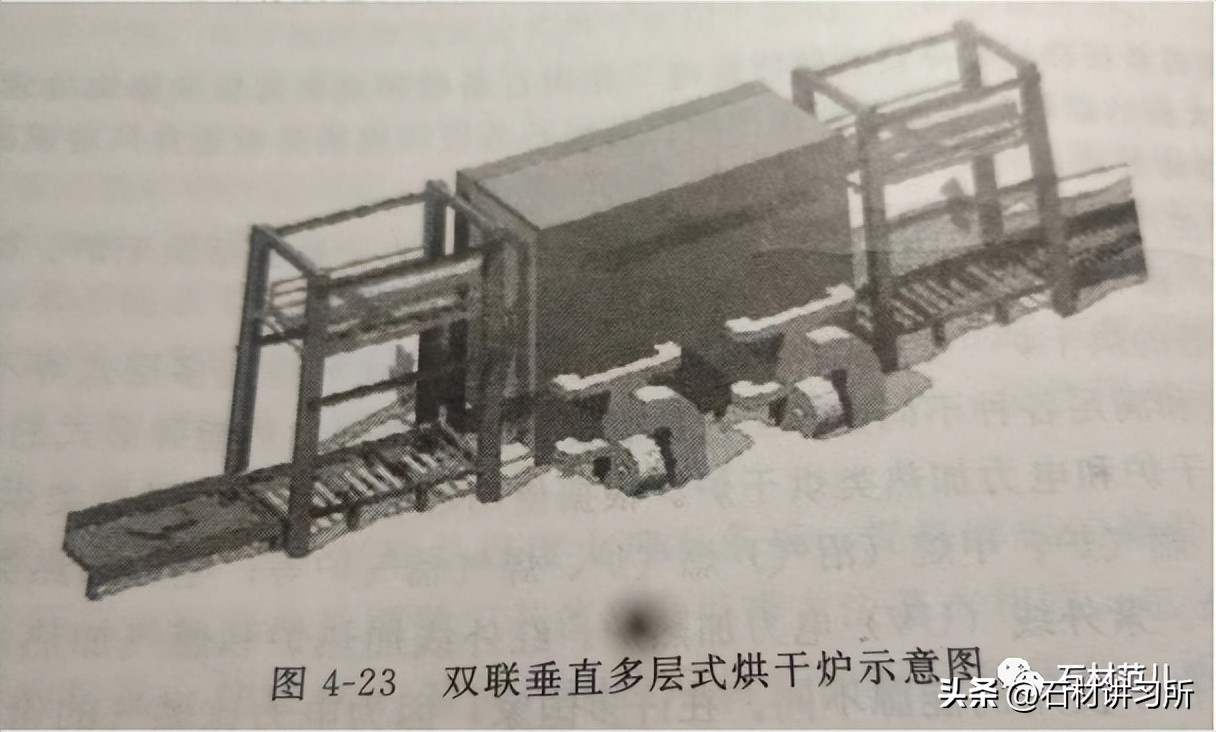
图4-23所示是SIMEC公司的双联垂直多层式烘干炉示意图,如果保持板材在双联烘干炉内停留的时间与在单联烘干炉内相同,则双联烘干炉能够使生产线得到双倍的生产效率。

图4-24是SIMEC公司带强力风力循环装置的水平式烘干炉,该水平烘干炉配记备完善的低温热风流动系统,能确保空气的受控流动和交换,也可有效地去除板材中的水分。
②自动涂敷树脂系统
自动涂敷树脂装置通常有喷涂和刮涂两种结构,在喷涂机中,经过雾化的树脂通过喷嘴喷涂在板材的表,喷涂机所使用的树脂必须是低浓度的。例如对大理石或花岗石条板、规格薄板表面修补树脂的涂敷。刮涂是利用安装在旋转头上的软质刮板,将树脂均匀地涂抹在板材的表面。可采用多个能沿垂直于板材运动方向往复运动、带刮板的旋转头,使得树脂的涂敷更均匀、效率更高。机械化树脂涂敷装置都具有技术先进完善的特点,树脂和固化剂的配比均匀适当,树脂可在连续生产操作下使用,不会出现干固问题。用于大板处理的涂敷机械还可识别板材轮廓,保证树脂准确地涂敷在不规则板材的表面上, 不会污染其他部位。
图 4-25用于大板的树脂自动喷涂机
图 4-25所示是SIMEC公司用于大板的树脂自动喷涂机。图4-26所示是SIMEC公司生产的、可调节涂抹刷升降高度、配备4个涂抹头用于大板的树脂自动刮涂机,该机可识别板材轮廓,涂抹头可自动升降,并安装了防护罩。

③加强网的自动铺设机
为了使修补生产线达到自动化连续生产的要求,必须配备为板材输送台上的板材自动铺设加强网的机械,并可按板材长度尺寸要求自动切断加强网。在加强网铺设机上一般安装有不同宽度加强网的辊轴,可快速便捷地调整和更换不同宽度板材所需的加强网。根据生产板材宽度不同,该机分成用于条板(规格薄板)和大板铺设加强网的两种机型。图4-27所示是SIMEC公司生产的、装备不同宽度加强网辊轴的大板加强网自动铺设机,该机可灵活地适应加工过程中板材宽度尺寸变换。
④板材的输送系统
修补生产线上的一个重要部分是由传送辊台和升降机构组成的板材输送系统,其作用是使板材从上一道工序安全、快速地传送到下道工序。修补的板材通常被固定在托盘内,输送系统将托盘与板材从入口处开始,按照工艺要求逐步被送到板材的卸载工位,板材被卸下后,每个托盘有自动返回并进入自动循环,再装载其他待处理的板材。
用于大板的生产线的输送系统通常包括两个独立的、定位于不同水平层面的输送系统。根据修补工艺的要求,这两个输送系统之间可以通过程序变换运动方式,实现运动相互连接和交叉。上输送系统按加工工序的前后顺序输送板材;下输送系统沿相反的方向运动,按照工艺要求返回前面确定的加工工序(例如板材可数次循环进入相同的烘干炉)或带着空托盘返回前面的板材装载区。托盘升降系统用于板材在垂直多层烘干炉的运动。输送系统中还包括用于板材翻转或将板材从生产线上分离出来的专用输送滚台等自动化输送连接装置。
⑤板材的装卸系统
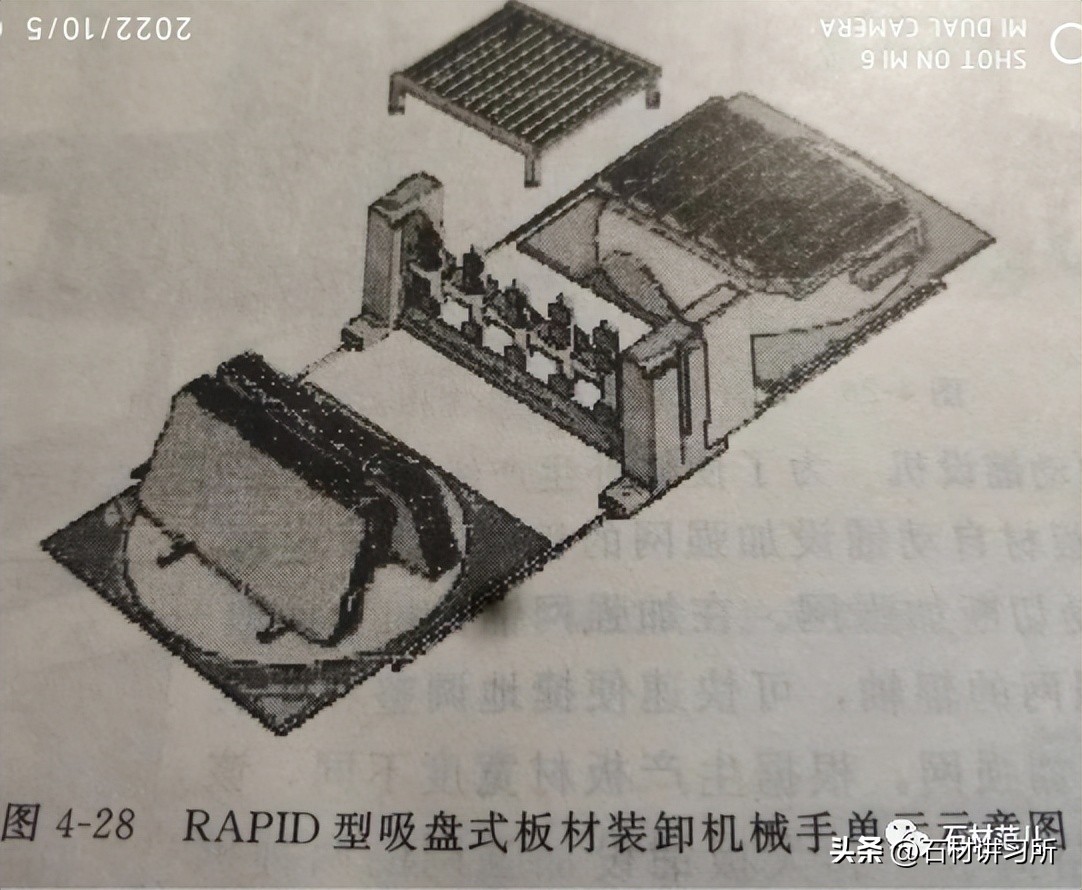
不论是大板或是规格板的修补生产线,板材的自动装卸系统是全自动修补生产线中必不可少的设备。通过这些设备,可将来自锯切、粗磨等不同加工单元的板材自动送入修补生产线;修补后的板材再被送回到诸如精磨抛光或规格板材切割等不同的加工单元,真正实现各个生产加工单元之间的自动化连接。当板材到达装载区时,传送车只需从侧面低位抓取板材直接提升,操作过程中不会对板材构成任何损伤。图4-28所示是一套SIMEC公司生产的RAPID型由开式板材自动装载机(带吸盘的板材装载机械手)、回转式板材贮存台和开式卸板台组成的全自动板材装卸系统。该系统可用于板材入口、出口或生产线中间任何需要卸板的部位。
4、石材的机械化修补生产线配置实例
根据处理对象、规格,处理内容(修补、加固或修饰)的不同和生产效率的高低,石材修补机械化生产线有各种各样的配置组合方案,下面仅以意大利SIMEC公司的设备组成为例,介绍几种典型的板材加固、修补和修饰生产线的工艺配置方案。
① 配备垂直多层式烘干炉的独立烘干生产单元 图4-22所示是一个配备直多层式烘炉的独立烘干板材的专用生产单元,这种生产单元常用于生产效率高,产量大的石材生产线上。其生产工艺流程包括:吸盘式板材装卸机械手将近似垂直地存放在回转式板社存贮台上的待烘干板材取出,将其翻转呈水平状态,移动并放置到生产线的电动传动辊台:通过辊台,板材被输送入冷风吹干机内,进行除尘处理;然后板材前行进入自动升机,该机将吹干后的板材分别送入立式多层烘干炉的不同隔层中,进行烘干处理,烘工的板材仍由自动升降机从隔层中分别取出,通过后面的传送辊台送到生产单元的出口,成处理的板材由另外的吸盘式板材装卸机械手送到成品板材存贮台。
根据生产车间的具保布置方案或后续生产线的不同位置,烘干后的板材,既可以存放成品板材存贮台,也可以从位于垂直多层式烘干炉出口处传送辊台的底层传送辊台,返回初始位置,进入水平并列布置的后续生产线,具有这种功能的辊台必须配备板材升降装置。
② 标准的石材修补、加固生产线
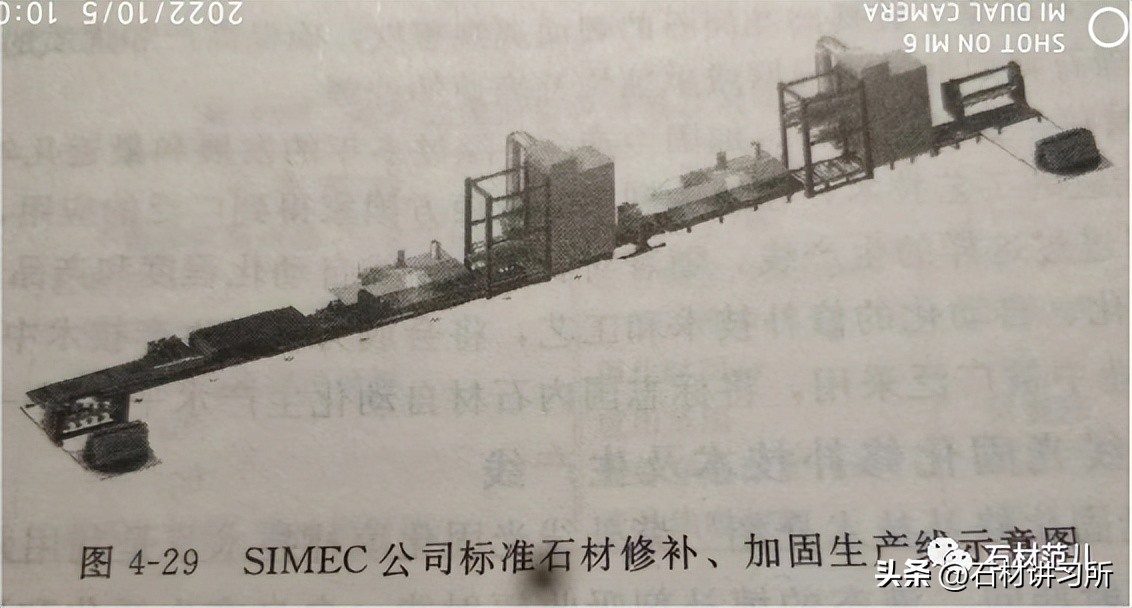
图4-29 所示是最常见的、用于大理石、花岗石大板修补处理、中等产量规模的生产线系统,也适用于石灰华类石材的填充修补。该生产线配备有3个烘干炉,1台是带强制风力循环装置的水平直线式烘干炉,1台是用于固化粘贴加固网环氧树脂的垂直多层式烘干炉,1台是用于固化板材装饰面聚酯树脂的垂直多层式烘干炉。其工艺流程如下。
吸盘式板材装卸机械手将板材从贮存台上取出并水平放置在板材输送辊台上,吹干机将板材表面的灰尘清除,带强制风力循环装置的水平直线式烘干炉将板材烘干,环氧树脂自动涂敷机在板材表面涂抹树脂,加强网自动铺设装置将加强网铺设在涂有树脂的板面上(该作业区配备环保排气罩),带受控强制风力循环装置的垂直多层式烘干炉将加强网表面的树脂烘干固化,烘干后的板材由翻转台翻面,树脂喷涂机将聚酯树脂喷涂在板材的另一表面,如果有必要可由人工修补板材表面的缺陷(该作业区也配备环保排气罩),第2台带受控强制风力循环装置的垂直多层式烘干炉将板材表面的树脂烘干固化,修补、加固好的板材被吸盘式板材装卸机械手送到成品板存贮台。整个生产线的工艺流程全部在程序控制下,自动完成,无须人员介入操作,是一条全自动修补、加固生产线。如果需要更高的产量和修补处理效率,也可将水平直线烘干炉换成垂直多层式烘干炉,用双联甚至是四联垂直多层式烘干炉分别代替上述单联垂直层叠式烘干炉。
③ 花岗石板材的修饰处理生产线
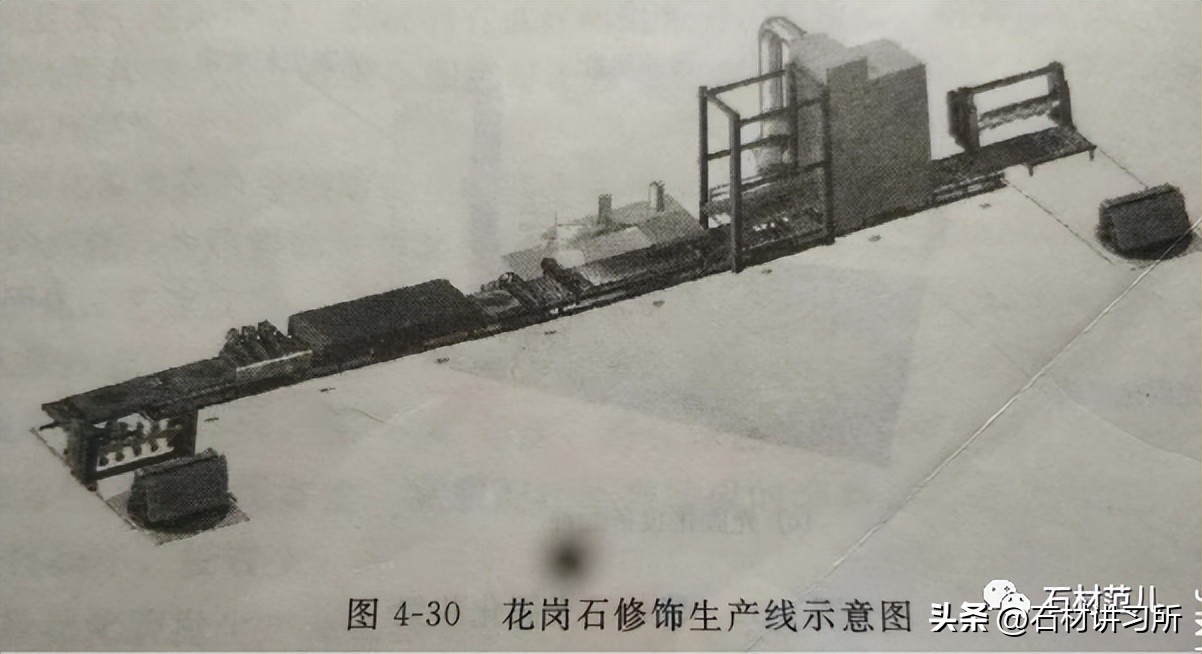
图4-30所示是意大利SIMEC公司的一条用于花岗石修饰处理的自动化生产线示意图,其工艺流程包括:吸盘式板材装卸机械手将花岗石板材从贮存台上取出并水平放置在板材输送辊台上,吹干机将板材表面的灰尘清除,强制风力循环装置的水平直线式烘干炉将板材烘干,环氧树脂自动涂敷机在花岗石板材表面涂抹树脂,带受控强制风力循环装置的垂直多层式烘干炉将表面的树脂烘干固化,经过修饰后的花岗石板材被吸盘式板材装卸机械手送到成品板存贮台。整个生产线也是全自动运行的。这条生产线系统除了能提高花岗石的表面美观程度,确保高产和优质的产品之外,也可单独用于大理石背面铺设加强网或单独修补表面的处理。
板材的机械化、自动化修补、加固生产线,经过多年的发展和最近几年的完善,已经形成一套完整先进的工艺技术,在意大利和其他西方国家得到广泛的应用,国内有些大型石材企业,也引进过这样的生产线。随着对石材生产线自动化程度和产品质量要求的不断提高,这种机械化、自动化的修补技术和工艺,将会成为石材生产技术中的一个重要组成部分,在石材企业中被广泛采用,将标志国内石材自动化生产水平达到一个新的高度。
全文完
原创作者:侯建华 胡云林主编 《石材清洗,防护粘接与深加工》,化学工业出版社
END