wutao651579962(问题):
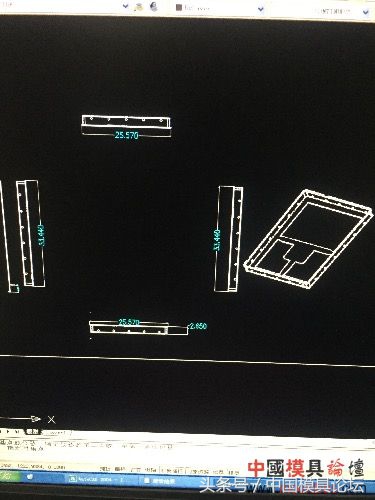
材料7521oh,料厚0.2mm,产品尺寸见下图,目前模具设计胚料宽31.9。凸模与凹模间隙单1个料厚,拉伸冲头r1.5。一拉尺寸到位,2.3.4拉零件出依次产小其他参数都一样,这样设计合理吗?请高人指点一下,目前生产有间歇性开裂现象总生产1万开裂4pcs,产品转角外r0.8。拉伸间隙单一个料厚,胚料角偶是圆弧过渡的,凹模我们有做让位压料只压了一部分未压料部分会下凹变形,这样会引起材料不平整增加流动阻力吗?每次裂在同一位置,先冲0.6圆孔在拉伸,中间方形孔是拉伸完成冲没有预冲孔。1步拉伸3步整形拉伸时有带内脱。

LIAOYAO(回复):
看到这里牙膏也挤出得差不多。
1、从6#照片破裂位置可以明确判定材料流动阻力过大导致的,从楼主14#回复可以佐证。
2、从6#照片可以明显看出凹模R的光洁度不好,模痕太明显了。
3、从9#说明可以直接判定是模具问题,佐证3#说明里第3点的推论。
4、产品高度 2.65 ,凹模转角不敢放大,直接导致材料流动困难,也佐证了 1项的论点。
改模咯,主要还是改善凹模R的光洁度与四个角隅的R加大,在就是胚料角隅部的外形,目前无相关资料无从分析。
1、c7521洋白铜拉伸这样设计合理吗 ?
发个求助帖给的参数零零落落的,很不合理。
2、c7521洋白铜拉伸这样设计合理吗 ?4/10000 开裂率。
模具还算合理,生产技术不到位,先整改生产车间吧!
3、c7521洋白铜拉伸这样设计合理吗 ? --- 加工精度在哪个档次,模具导向稳定度不足。
guwq0724(回复):
破裂位置一致,可以肯定是模具工艺原因。
1>改善0.6预冲孔的毛刺
2>改善拉伸和整形的料厚比值
cming(回复):
初看你的产品,分析有几个不良因素:一个的拉深凹模抛的不够光滑,二是拉深压边力不够,有起皱现象增加了拉深阻力,三是拉深内公也一定要抛光滑,四是不知道你的四个角处的凸缘边是否过大了?有否可以减少的可能?如有可以就尽量减少,减小拉深阻力。