

文丨胖仔研究社
编辑丨胖仔研究社
«——【·前言 ·】——»
钛合金和钢的焊接存在较高的冷开裂风险,这是 由于残余应力引起的金属间相的形成 。
然而通过使用固态和基于扩散的方法以及高功率梁焊接,可以通过控制局部相含量来实现良好的拉伸性能,本文中介绍了目前已有的在钛合金和钢之间建立无缺陷接头的方法,包括不需要填料材料的直接连接、使用与钛合金完全冶金兼容的插入件、使用与不锈钢兼容的插入件,以及 多层工程方法 。
要实现钛合金和钢的工业规模连接,以降低重量和成本仍然面临挑战,因为这两种材料在冶金上存在较高的不兼容性,尽管如此由于钛合金和钢具有出色的机械性能和耐蚀性能,这种接头在 航空航天、核能、运输、发电和化学工业等领域有着广阔的应用前景 。
钛合金和钢的冶金不相容性主要存在于Ti-Fe体系中。这两种金属之间的相互溶解度较低,并且容易形成金属间相,如 FeTi和Fe2Ti 这些金属间相的形成对接头的质量和性能带来了一定的影响。
«——【·实验过程与结果 ·】——»
在钛合金和钢的连接过程中, FeTi相相对来说具有较低的脆性 ,硬度大约为600 HV,而洞穴相Fe2Ti则非常容易产生脆性断裂,其硬度无法精确测量,在钛合金和不锈钢的焊接中,由于镍通常溶解在金属间相和固态溶液中, 会与铬形成额外的脆性相 ,这种脆性相的局部积累会导致严重的冷裂解,这也是为什么这些材料的焊接长期以来一直被认为是不可能的。
当涉及到Fe2Ti相的形成时,连接方法的可靠性可能会受到 热源位置的波动和熔体对流不规律性的影响 ,在处理这个问题时使用第三种材料可能是提高接头质量的重要途径,这可以通过两种方式实现:与 焊接材料或不相容材料 之间创建新的非脆性相。

中间金属的选择很重要, 要能与钛合金和钢相容 ,熔点接近,并具有相应的强度。然而,在钛-钢接头中,能够与钛合金形成非脆性金属间相的金属很少,而且大多数与钢的相容性也不理想。
因此研究人员采用了一些不同的方法,例如 堆叠金属箔 或者创建兼容钛合金与钢的成分梯度以生产中间插件,这些方法旨在利用特定材料和成分的冶金特性优化中间插件的性能,以提高钛合金和钢的连接质量和可靠性。
由于与钛具有良好相容性的金属成本较高,许多研究都测试了与钛形成金属间相的中间材料,包括 铜、镍、铝、银 以及它们的组合,然而所形成的金属间相比 Fe2Ti 来说更不脆弱。
这些中间材料在钛和钢之间起到了连接的作用,并且相对来说更能提供一定的韧性和耐用性。虽然它们可能 不具备与钛完全相同的冶金特性 ,但仍然是实现钛钢连接的一种可行选择。

因为钛合金和钢具有很高的抗拉强度,所以 实现接头系数接近100%是非常复杂的 ,尤其是在第二种类型的中间插件中常常会出现脆性金属间层的断裂。
在高温下使用形成金属间相的材料来促进金属间层的形成,会对接头的使用产生影响同时使两个兼容材料进行两阶段连接可能会导致插件残留,因为插件的拉伸强度较低或被局部 加热退火而断裂 。
在实现高质量的钛合金和钢连接时我们需要综合考虑材料选择、温度条件和加工工艺等多个因素, 以确保接头的稳定性和可靠性 ,对于关键应用而言可能需要进行进一步的测试和优化,以确保接头在不同条件下的使用性能。

目前我们对于钛钢接头腐蚀行为的了解仍存在重要的缺陷缺乏相关的信息,我们知道连接方式可能会影响钛钢接头的腐蚀稳定性,如 钛合金与不锈钢通过摩擦焊缝连接 时其界面可能会受到严重的影响。
摩擦搅拌焊缝的 腐蚀敏感性较高 这主要归因于基材混合过程中可能产生的裂缝,至于熔焊接头的腐蚀敏感性目前还没有报道相关的信息。
根据图2所示,2008年至2010年期间,扩散结合方法是一种流行的连接方式,而自2010年以后,高功率光束方法如激光焊接和电子束焊接变得更加受关注。从2014年开始,固态连接方法如摩擦焊接、摩擦搅拌焊接和爆炸焊接等得到了深入研究。
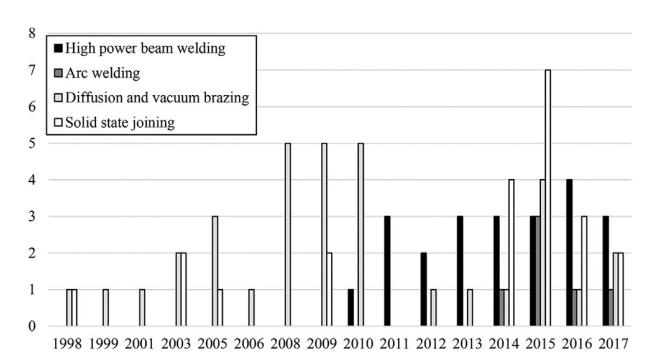
图2
在扩散和固态连接方法下,钛和钢之间形成的脆性相的厚度被减少到非常薄的程度,甚至完全避免,这可以解释为什么这些方法具有较低的复发风险。
然而除了搅拌摩擦焊之外,这些方法在接头的几何形状上存在严重的限制,并需要很多时间来准备接头,高功率光束方法如连续和 脉冲激光焊接 、 激光辅助金属沉积以及电子束焊接 ,则需要精确控制焊接材料之间的稀释比,并在熔化区域进行适当的混合。
准确定位热源和对光束内能量分布的良好了解可以创建控制的组成梯度和微观结构,以与固态连接方法相一致,与高功率梁焊接相比电弧焊接方法在这两种材料的应用较少,原因是难以避免脆性相的堆积、 热源稳定性较差 以及重要的残余应力问题。
钛合金与钢的直接连接
扩散键合是第一种能够实现钛合金和钢之间无缺陷接头的方法,这是因为在 扩散键合过程 中不存在融化和相关的对流现象,因此扩散界面呈现出以温度和键合时间为控制的总厚度的层状结构(见图3)。
接头的抗拉强度随着界面厚度的增加而增加,直到脆 性Fe2Ti相的临界量 开始积累,并有可能形成 柯肯德尔空洞 ,进一步发展该界面会导致严重的脆化降低拉伸强度和伸长率。
较高的键合温度会导致几个微米厚的金属间层的形成。例如,在温度为850-1000°C下持续30分钟的情况下,微双相不锈钢和Ti-6Al-4V合金之间形成了Ti-Fe和Ti-Cr金属间层,这种金属间层的 局部硬度增加到1800 HV 。
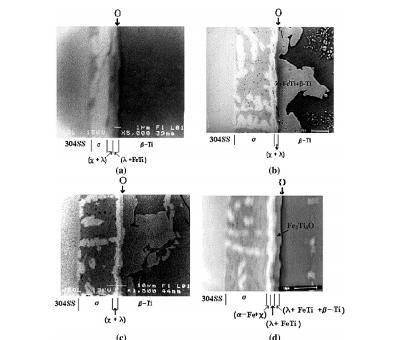
图3
然而这些连接条件相对温和,可以避免微双相不锈钢中σ相的大块形成,在850-1000°C的条件下, 纯钛和304不锈钢接头 的力学试验结果表明在850°C下获得了最佳效果。
其极限抗拉强度为222 MPa,伸长率为9.1%报道了在这些条件下形成的σ相层,该相层连续地由χ相粒子/Fe2Ti(Cr、Ni)/Fe2Ti(Cr、Ni)+Cr2Ti(Fe)/FeTi(Cr、Ni)/β-Ti(Fe、Cr、Ni)组成,总厚度为55 μm,随着温度升 高抗拉强度和伸长率都会降低 ,这可以解释为金属间层较厚所致(见图3)。
在950度下,持续30分钟的键合时间,可以得到类似的结果:接头的极限抗拉强度约为220兆帕,相当于纯钛强度的71%, 接头的伸长率大约为6%, 随着键合时间的增加,接头强度几乎呈线性下降,这是因为较厚的金属间层的形成以及空洞的产生这种层状结构和合金的微观组织变化会对接头的强度和延展性产生影响。

在键合时间超过120分钟的情况下,报道了 Fe2Ti4O的形成, 在温度为850°C、键合时间为90分钟的条件下,接头的极限抗拉强度略有提高,达到了76%的接头系数。
接头的断裂表面由Cr2Ti、FeTi和β-Ti相组成,在 连接时间为90分钟内 断裂表面没有明显特征,而在连接时间为120分钟内,出现了 裂解面和柯肯德尔空洞 ,所有这些研究都得出了相似的结果,即最佳的金属间层厚度与接头强度有关并且进一步增强效果不明显。
固态连接
在摩擦、摩擦搅拌和爆炸焊接等过程中 ,连接材料的混合是在固态下进行的,其过程受到外力下的塑性变形的影响,与传统的熔焊相比这些连接方法的热输入要低得多,并且热循环时间也要短得多。
通过适当的连接工艺优化可以实现有效的 阻力接头 ,这种接头的特点是连接区域经过塑性变形而不发生熔化,因此可以避免焊接带来的一些缺陷和变形问题。
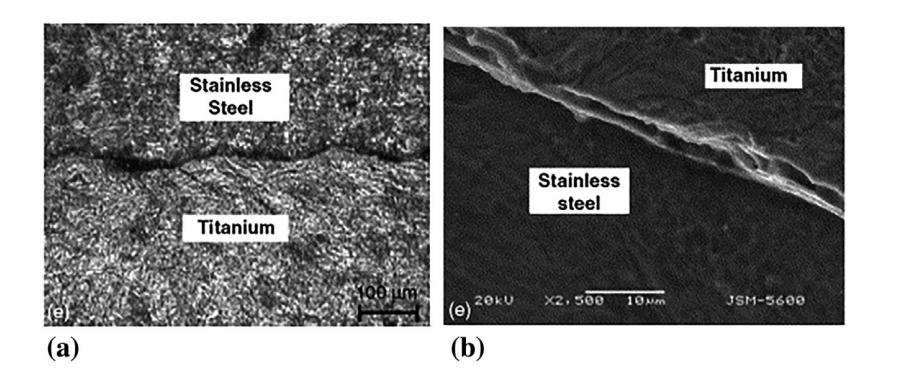
在摩擦焊接的实验中通过在 100 MPa的压力 下成功地连接了纯钛和304不锈钢棒,拉伸断裂发生在远离关节界面的钛材料上其极限抗拉强度为400 MPa,在不同材料的接头界面上没有发现金属间相的存在。
另外在90 MPa的压力下 Ti-6Al-4V合金和低碳钢 之间的摩擦焊接也形成了阻力接头,不同界面上没有Fe-Ti相的存在,而断裂发生在远离接头的低碳钢材料中。

对钛与 304不锈钢 进行摩擦搅拌焊接时,在196 MPa的摩擦压力下导致接头在达到480 MPa的应力时失效,尽管在接头处没有金属间相的生成,但接头的延性可以忽略不计。
在爆炸焊接过程中由于爆炸波的 周期性作用 ,反应界面呈现出波纹状的特征熔化区域嵌入在波峰中(参见图5)。
与基于摩擦的焊接方法相比爆炸焊接的接头界面包含更薄的金属间区域,这导致了100%的接头系数和较高的 接头伸长率 。
融合连接
对于钛合金与钢的直接融合通常采用 高功率激光焊接 等方法以避免过度熔化材料,并通过精确控制激光束的偏移来实现连接。
通过这种方式可以减少脆性金属间化合物的薄界面的形成,当激光束的偏移接近激光束直径时可以 获得无缺陷的接头 ,这意味着其中一种材料不会参与填充锁孔的形成过程,从而减少了材料的蒸发和快速冷却的可能性,这种方法可以 有效地实现钛合金与钢的无损融合连接 。
在连续激光对接连接钛合金和钢的试验中,当激光完全改变焊接点附近的钢材时会形成一个连续的界面结构(参见图6)。

这个界面结构包括约30 μm厚的钢/熔化区界面, 由约10 μm厚的α-Ti和FeTi层以及约20 μm厚的FeTi、Fe2Ti和Ti5Fe7Cr5层组成 ,这种结构可以实现高达150 MPa的拉伸强度。
在第二层中 富含Fe2Ti的区域 发生了脆性断裂。这说明在钛合金和钢的连接界面中,Fe2Ti的存在可能导致接头脆性断裂的问题。
在导电模式下使用脉冲激光焊接来连接钛合金和钢 似乎不能满足要求 ,在这种情况下 Fe2Ti阶段在分散的α-Ti矩阵中融化 ,由于混合过程的强烈作用这允许避免大量的冷裂缝的形成。然而,接头的 拉伸强度 相对较低最大仅为81 MPa,并且在相同条件下不同拉伸样品之间存在差异。
另外 镁在焊接过程中容易受到腐蚀 ,并且具有相对 较低的熔点 ,这可能会导致在钛合金和钢的连接中出现腐蚀问题并且需要特别考虑熔合温度的选择。

«——【·结论 ·】——»
根据文中的说法,钛合金和不锈钢之间的连接只能通过 摩擦焊和爆炸焊 这两种方法来实现,这样可以避免在接触界面上形成金属间化合物的问题,其他方法中 钛-铁金属间化合物的形成会限制连接的强度 ,最多只能达到220 MPa左右。
对于与钛相容性较好的材料,比如 钒和铌它们在连接中表现最好 ,能够有效地抵抗嵌件内部断裂。而 钼、锆、钨和铪 的潜力还没有充分探索,因为它们在铁中的溶解度较低所以可能比钒的性能更好。
而那些与钢相容的材料如 铜、镍和银 ,使用这些插入物会导致在连接界面上出现反应层断裂的问题,铜插入物的最大强度不超过370 MPa而镍在扩散粘接方面表现良好但在熔焊方面的效果较差,银插入物能够获得高达400 MPa的强度并且具有良好的可塑性。

一种新的方法是使用多种插入物组 合成夹层状结构 ,可以获得比单一材料更高的强度,其中 钒/铬/镍和青铜/钽多层膜 的制备效果最好。
未来发展方向是采用新技术如激光金属沉积和选择性 激光熔化 等,以建立稳健的夹层结构并精确控制局部相的含量。