在早期高钢级管道建设中,由于管道焊接自动化水平相对较低,X70、X80油气管道工程环焊缝常采用焊条电弧根焊与自保护药芯焊丝填充盖面的组合焊接工艺,管道运行一段时间后,常发生环焊缝断裂导致管道失效。为提升管道服役安全性,采用焊条电弧焊(Shielded Metal Arc Welding, SMAW)与药芯焊丝自保护焊(Self-shielded flux cored arc welding, FCAW-S)组合焊接工艺,借助硬度云图与DIC研究了两种不同强度匹配的高铌X80环焊接头的性能及变形,以期促进对高钢级管道环焊缝失效机理的认识,有效控制管道环焊缝失效。
- 试验材料及方法 -
试验材料
试验材料为高铌X80直缝埋弧焊接钢管,管道直径为762mm,壁厚为14.1mm。试验材料的化学成分和纵向力学性能分别见图1-图3,管体的显微组织为粒状贝氏体(Granular Bainite,GB)+准多边形铁素体(Quasi-polygonal Ferrite,QF)+珠光体(Pearlite,P),平均晶粒直径11.5μm(图4)。

图1 试验用X80管线钢的化学成分表(质量分数)

图2 试验用X80管线钢纵向拉伸性能数据表


环焊缝焊接及试验方法
环焊缝通过SMAW根焊与FCAW-S填充盖面的组合焊接工艺(图5、图6),采用E7018+E81T8-Ni2J与E9016+E91T8-G两种不同强度组合的焊接材料进行环焊缝焊接。根焊、填充及盖面焊接设备均为熊谷MPS-500。预热温度为100~150℃,层间温度为60~100℃。


- 结果及讨论 -
强度及韧性
由不同强度匹配焊缝金属与母材纵向拉伸应力-应变曲线(图7)可知,采用E7018+E81T8-Ni2J焊接的环焊缝,其焊缝金属的实际强度低于母材纵向拉伸强度,为低强匹配环焊接头,记为UM;采用E9016+E91T8-G焊接的环焊缝为高强匹配接头,记为OM。低强匹配接头焊缝金属变形较大,母材变形相对较小,形变强化程度较低,因此其抗拉伸强度低于管体母材原有强度。
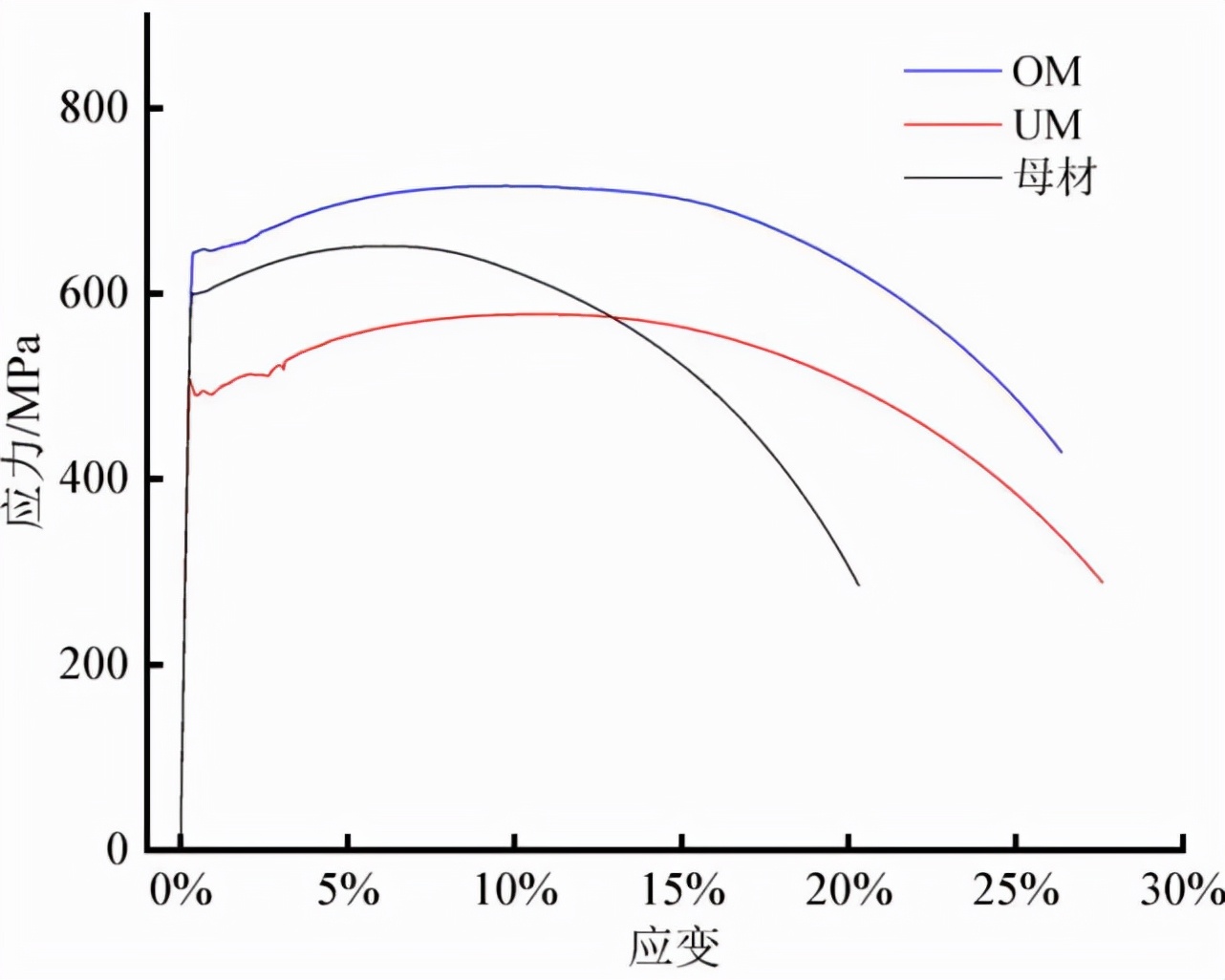
图7 不同强度匹配的焊缝金属与母材纵向拉伸应力-应变曲线
在制得的两个UM焊接接头与1个OM焊接接头上截取平行试样进行拉伸试验,由不同强度匹配环焊缝接头拉伸强度及断裂位置(图8)可见,在UM环焊接头试样中,保留焊缝余高的条形试样受拉伸载荷时,断裂多发生于母材(Base Metal,BM),仅有UM02断于焊缝(Welded Metal,WM);去除焊缝余高的圆棒拉伸试样全部断于焊缝,断于母材的接头抗拉强度为635~652MPa。各OM环焊接头试样均断于母材,抗拉强度为655~667MPa,与管体母材的抗拉强度基本一致,且略大于UM环焊接头的抗拉强度,可见其主要体现为母材拉伸性能。

图8 不同强度匹配环焊缝接头拉伸强度及断裂位置图
由两种不同强度焊接材料环焊缝接头冲击韧性结果(图9)可见,两种强度匹配环焊接头各位置的夏比冲击吸收能量平均值相当。UM环焊缝夏比冲击吸收能量较为分散,其值为46~135J;OM环焊缝夏比冲击吸收能量相对集中,其值为72~128J。与OM匹配相比,受焊缝吸收能量离散性的影响,UM环焊接头熔合线处的夏比冲击吸收能量较为离散。同时,FL+1处夏比冲击试样的缺口大部分位于粗晶区,组织的不均匀性导致试样韧性较为分散,但其最低值达141J,平均值高于220J;FL+2处夏比冲击试样的缺口位于细晶区,其冲击吸收能量数值相对集中,基本与母材的纵向冲击性能相当。

图9 -20℃下X80钢环焊接头不同位置处夏比冲击吸收能量对比图
讨论
观察分别采用E81T8-Ni2J、E91T8-G焊丝填充、盖面所得焊缝与热影响区的显微组织形貌(图10),可见两种焊缝的组织均为粒状贝氏体,其中采用E91T8-G填充、盖面焊接所得焊缝的组织晶粒更细小,强度较高,可见采用E91T8-G焊丝对X80钢管进行焊接更易实现等强或高强匹配的接头设计要求。采用FCAW-S工艺焊接时,由于热输入小于制管焊缝所采用的多丝埋弧焊,其熔合线附近的微观组织为GB+多边形铁素体(Polygonal Ferrite,PF),金相观察未发现高铌X80管线钢粗晶区及细晶区存在影响冲击韧性的MA组元(图11)。
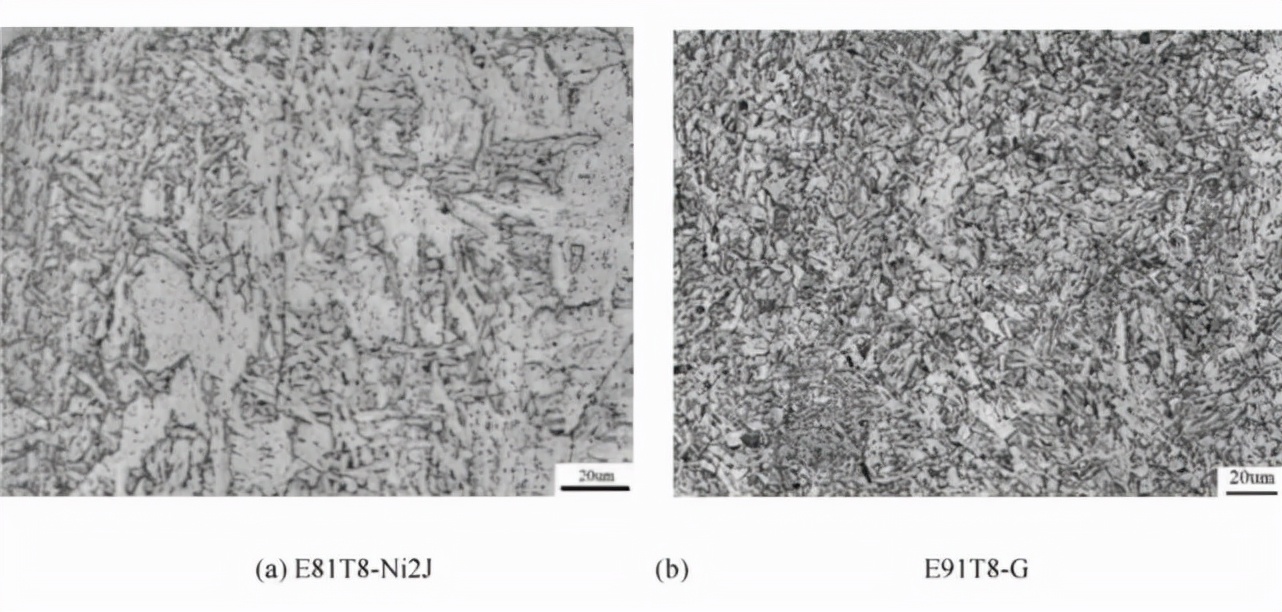
图10 不同焊丝填充、盖面所得焊缝的显微组织形貌图

图11 高铌X80钢FCAW-S热影响区的显微组织形貌图
由不同强度匹配FCAW-S焊接接头硬度分布云图(图12)可见,UM环焊缝硬度明显低于两侧母材,而OM环焊缝硬度略高于两侧母材。两种强度匹配的焊缝、热影响区及母材之间硬度分布界限明显,且热影响区硬度均低于母材硬度,说明热影响区存在一定程度的软化,其宽度为1.0~2.0mm。焊接热影响区的软化一般出现在900~1000℃的两相临界区与细晶区的交界处,软化宽度与程度不仅受焊接方法、焊接工艺参数影响,还与管体的碳当量、强度及轧制状态有直接关系。虽然试验所采用的X80钢有较高含量的Nb元素,但其碳当量相对较低,在采用热输入较大的FCAW-S焊接时,热影响区仍存在一定程度的软化。
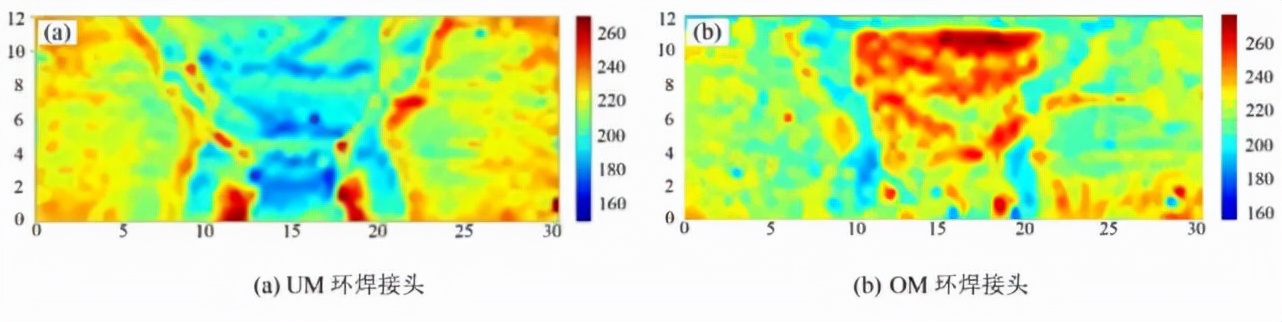
图12 不同强度匹配FCAW-S焊接接头硬度分布云图
由不同强度匹配环焊接头应变及断裂过程演化云图(图13)可见,对于低强匹配环焊接头,在拉伸载荷作用下,由于焊缝盖面余高具有增强作用,应变集中优先在根焊及焊接热影响区处产生。随着载荷增加,应变从热影响区扩展到焊缝,并在焊缝上产生应变集中,从而导致焊缝或热影响区发生断裂。而对于高强匹配环焊接头,在拉伸载荷下,虽然根焊与热影响区最先出现应变集中,但是随着载荷增加,应变集中位置从根部焊缝与热影响区转移到母材上,并在母材上发生颈缩变形而断裂。UM环焊接头断裂时,断口附近的应变约为50%,试样断后伸长率为22%;OM环焊接头断裂时,断口附近的应变约为76%,试样断后伸长率为30%。可见,高强匹配环焊接头的变形能力大于低强匹配环焊接头的变形能力。过载时,高强匹配环焊接头的变形主要由管体母材提供,焊缝受到母材的保护,其变形较小。因此,在管道环焊接头强度匹配设计及焊材选择时,应采用等强或高强匹配设计,以避免地质灾害或土壤沉降等外部载荷造成应变累积所导致的管道环焊缝断裂失效。
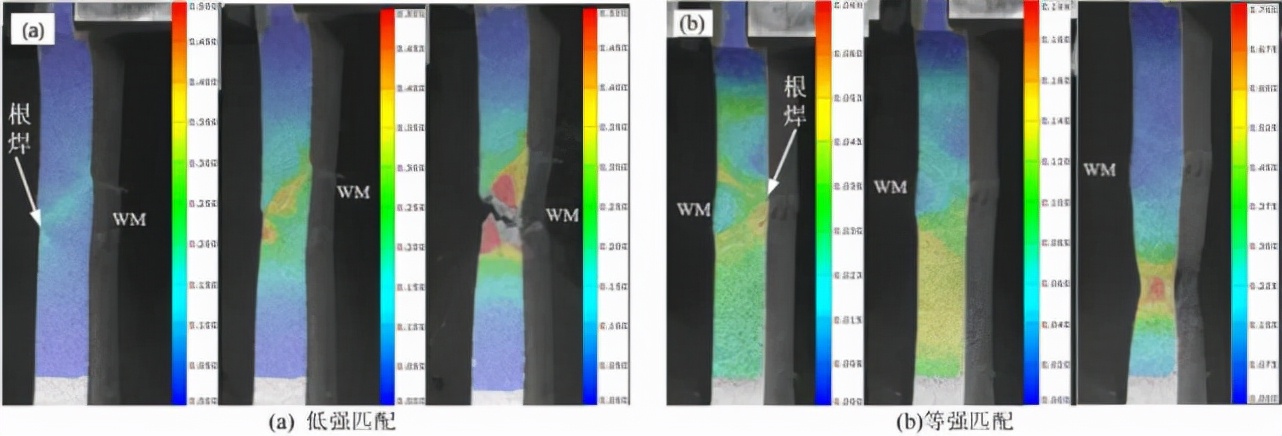
图13 拉伸载荷下不同强度匹配环焊接头应变及断裂过程演化云图
- 结论 -
■ 采用FCAW-S工艺进行高铌X80环焊缝焊接时,低强匹配与高强匹配环焊接头的热影响区均具有较好的冲击韧性,其平均吸收能量相当。
■ 无论是低强匹配还是等强或高强匹配,由于根部焊缝宽度较窄,热影响区存在一定程度的软化,应变集中最先出现在环焊缝的根焊与热影响区。但对于高强匹配环焊接头,随着载荷增加,应变集中逐渐从根焊与热影响区转移到母材,管道承受轴向载荷与变形的能力大于低强匹配环焊接头。
■ 对于低强匹配环焊接头,当载荷过大时,即使焊缝具有较好的韧性,也会因塑性应变累积而发生断裂。而高强匹配环焊接头的变形主要由管体母材提供,降低了环焊缝应变累积,可有效防止管道环焊缝因过载而断裂。
#陕中科# #非开挖工程# #管道# #非开挖# #焊接#
部分素材来源于网络,如有侵权请联系删除。