#头条创作挑战赛#
坡口的基本形式
01 坡口类型:
坡口:根据设计或工艺需要,在焊件的待焊部位加工成一定几何形状并经装配后构成的沟槽。
开坡口 :用机械、火焰或电弧等加工坡口的过程。
开坡口的目的 :
(1) 是为保证电弧能深入到焊缝根部使其焊透,并获得良好的焊缝成形以及便于清渣。
(2) 对于合金钢来说,坡口还能起到调节母材金属和填充金属比例(即熔合比)的作用。
01
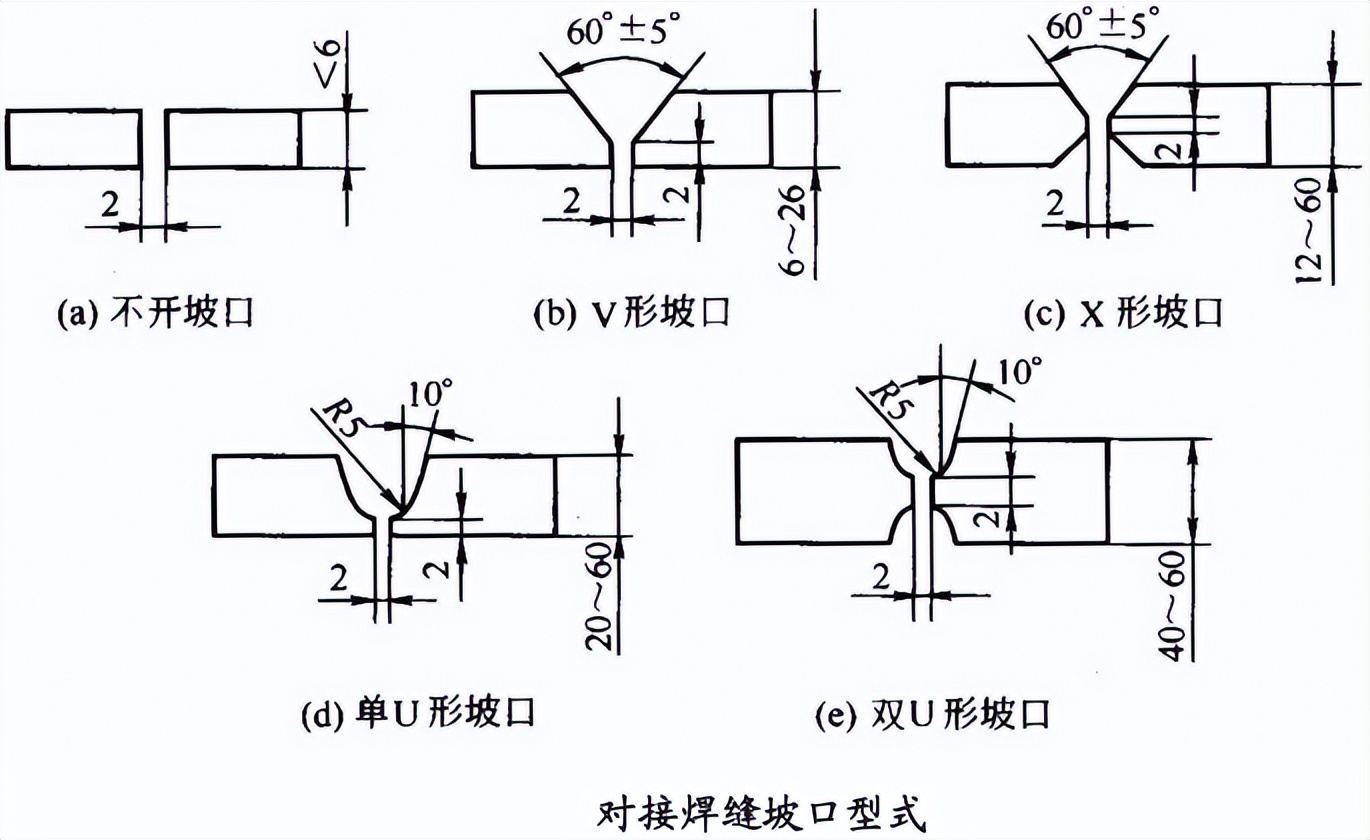
(1) 根据板厚不同,对接焊缝的焊接边缘可分为卷边、平对或加工成为V形、X形、K形和U形等坡口。
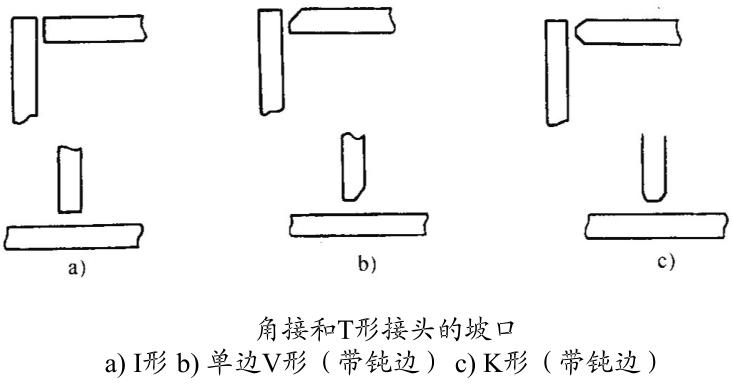
(2) 根据焊件厚度、结构形式及承载情况不同,角接接头和T形接头的坡口形式可分为I形、带顿边的单边V形坡口和K形坡口等。
02 坡口的设计原则:
坡口的形式和尺寸主要根据钢结构的板厚、选用的焊接方法、焊接位置和焊接工艺等来选择和设计。
1)焊缝中填充的材料少;
2)具有好的可焊性;
3)坡口的形状应容易加工;
4)便于调整焊接变形。
一般情况下,焊条电弧焊焊接6mm厚度的焊件和自动焊焊接14mm以下厚度的焊件时,可以不开坡口就可以得到合格的焊缝,但板间要留有一定的间隙,以保证熔敷金属填满熔池,确保焊透。
钢板超过上述厚度时,电弧不能熔透钢板,应考虑开坡口。
END
苏州扬腾自动化科技有限公司