电池模组激光焊接生产线定制方案主要是根据客户的技术要求书及客户现场生产需要定制而成。可以配置1000W-6000W激光器,采用尚拓标准的龙门式结构,结构美观焊接工作稳定,根据客户的要求实现电池模组的装配、焊接、检测。下面是关于电池模组激光焊接生产线定制方案的详解。主要包括2000W电池模组采集线焊接线体及6000W电池模组汇流排焊接线体。下面跟着小编一起来了解一下电池模组激光焊接生产线焊接通用要求相关信息。

方壳电池PACK模组
电池模组激光焊接生产线定制方案本设备主要包含电芯OCV测试、电芯堆叠、极性检测及焊前寻址、汇流排安装、汇流排激光焊接、汇流排焊后检测、采集线束安装、采集线束焊接、采集线束焊接检测、模组入箱、模组固定/点胶、装风扇BMU、模组EOL测试、装顶盖检查、模组下线等功能。 所有单机设备及分布式系统通过调度系统统一与MES进行数据交互,实现上下游系统的集成、生产能力的匹配,满足生产线生产要求。
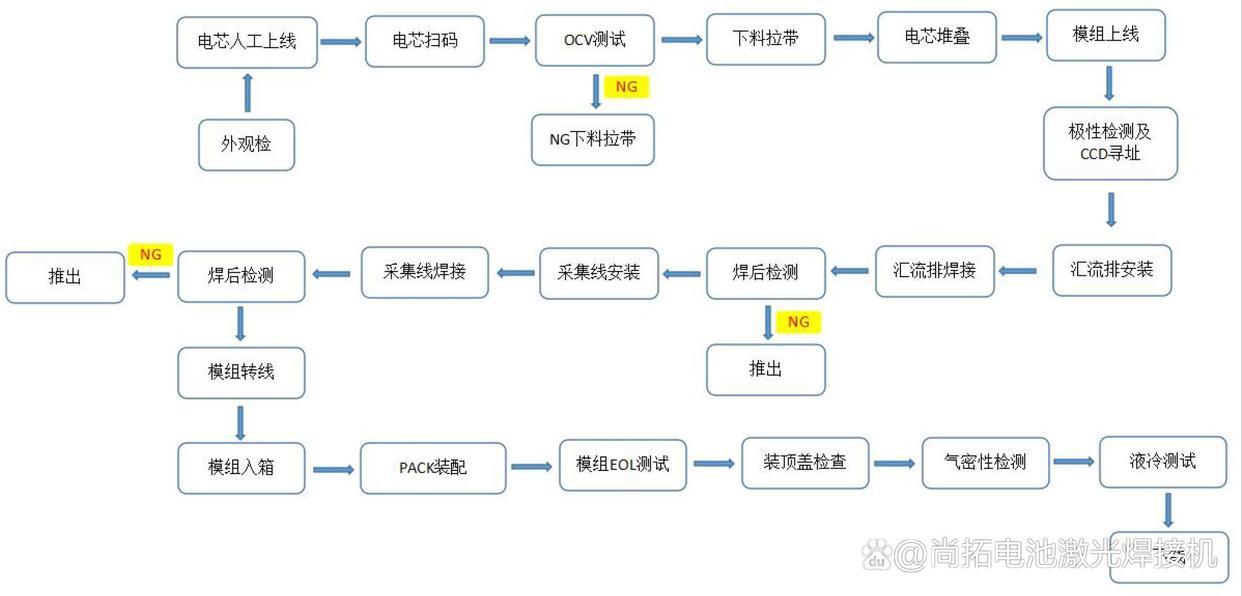
电池模组激光焊接生产线工艺流程图
电池模组激光焊接生产线焊接通用要求: 1.可装配最大产品尺寸:800*600*300mm,模组电池包重量≤200Kg; 2.该模组线拟定的工艺过程为通用过程,不排除个别产品的组件装配顺序和 加工要求完全满足,该线需要有一定的扩展能力和兼容性(如液冷电池包), 工站在允许的情况下可以预留,工序可以自由调整; 3.产线设计应充分考虑车间布局和运输、人流通道。设计方案应有较高的实 用性并充分考虑人工作业便捷性和安全性; 4.每个工站需支持不良品排出功能,关键工站生产数据需要上传至厂规级 MES 系统,预留网络和配电、配气;

电池模组整线功能示意图
5.焊接工站按工序参数要求汇流排焊接机≥6000W,采集线焊接机大于 2000W 以上带机器人(带振镜、测高拍照等功能,有效焊接范围:长≥1200mm,宽≥1000mm),穿透焊形状为点、直线、圆、方形;机械手定位精度:±0.02mm; 且具备防爆除尘功能,不同模组工装可快换,工装切换时间≤15 分钟; 6.设备可选择程序自动焊接,也可手工模式单点焊接; 7.自动模式下产品有测距防误焊功能,手动模式下管理员有屏蔽测距保护功 能;整线可具备同时焊接两个模组及以上或模组箱体整箱焊接; 8.整线各工序需考虑调试设备及换型操作的便捷性;

电池激光焊接设备
9.焊接需有可观察门开启范围:600mm 以上; 10.焊点定位方式:CCD 拍照定位(拍照保存)+传感器测高(HMI 显示高度值); 11.异常报警:所有工站安装一个声光报警三色指示灯; 12.自动设备具备中断恢复功能(异常处理完成后,可于中断处恢复执行); 13.下台架高度不高于 700mm(方便工件搬运); 14.焊缝焊接表面均匀细腻圆润、平整、起弧和收弧处过渡平滑并有气体保护; 15.焊缝不允许裂纹、烧穿、焊偏、断弧、焊瘤等缺陷; 16.具备产品焊接防错和追溯功能。
17.焊缝熔深(底材)≥1.2mm,底材厚度*40%≤焊缝熔深≤底材厚度*60%,焊 缝宽度≥1.5mm,焊缝长度≥焊材长度*90%,极柱焊后的垂直剥离力>1500N 焊缝凹陷深度≤焊材厚度*30%; 18.焊接机与生产流水线对接,实现焊接自动化。 以上是电池模组激光焊接生产线定制方案关于客户技术要求,想要了解更多可以继续关注小编,后续针对客户的焊接要求关于方案定制的详解。