【一】液态硅胶材料性能介绍
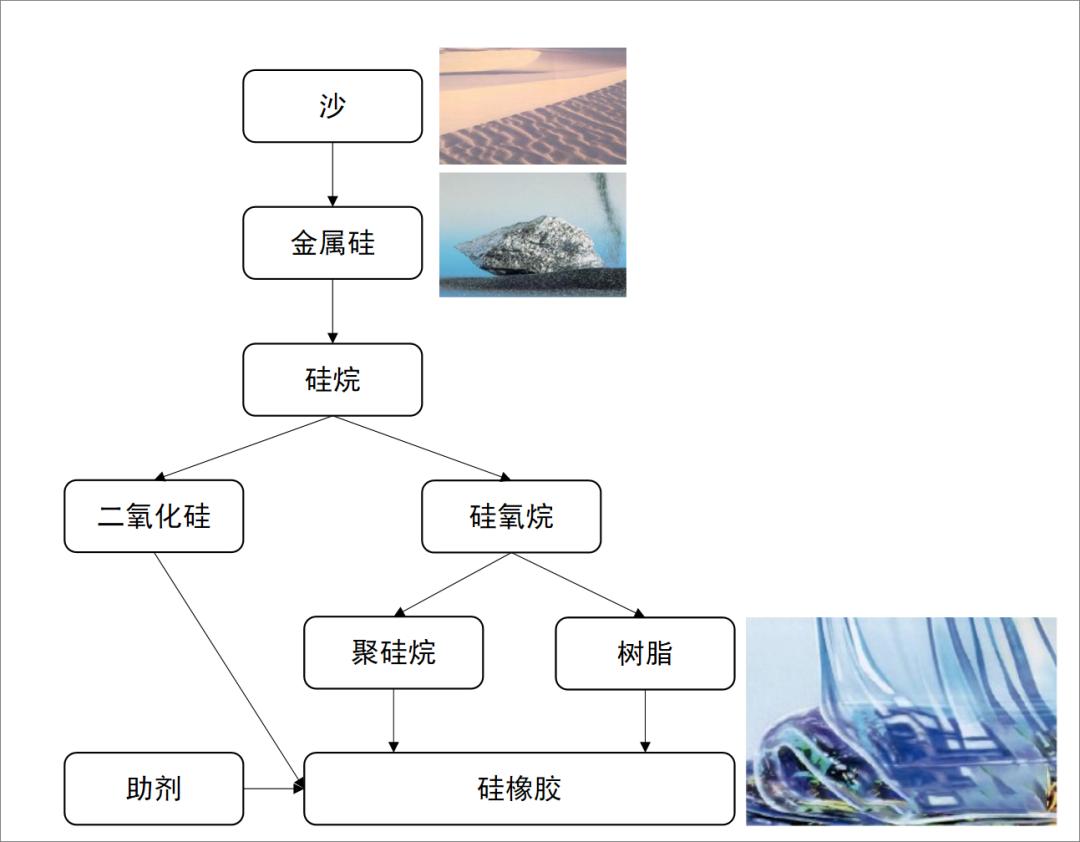
1,硅胶原材料来源:
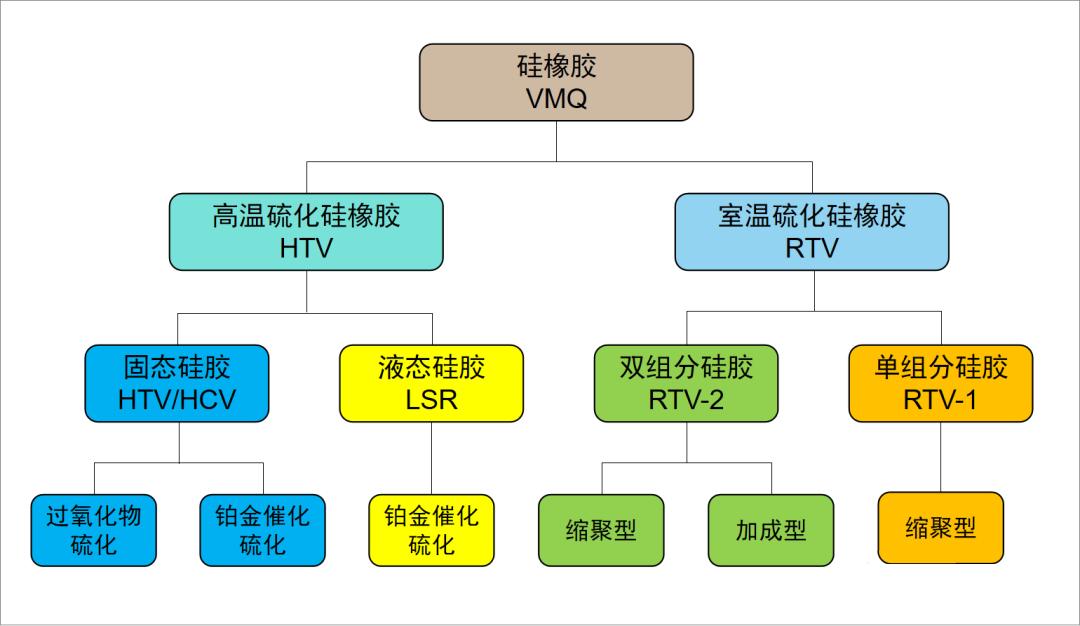
2,硅胶分类
3,LSR是什么?
液态硅胶(Liquid Silicone Rubber,简称LSR):液态硅胶是相对固态高温硫化硅橡胶来说的,其固化前为液体,固化后为弹性体。
LSR通常是由基础胶(聚甲基乙烯基硅氧烷生胶)和交联剂(聚甲基氢硅氧烷),在催化剂(过渡金属的络合物,如铂、镍、铑等)的作用下,通过加成反应形成具有网络结构的弹性体。
根据不同用途,还可添加其它填充剂,如气相法或沉淀法白炭黑、氧化铁、二氧化钛和炭黑等。为了制取透明级的LSR,也可加入硅树脂作为填充剂。
双组分:A组分(含铂催化剂)和B组分(含交联剂)
4,LSR加成反应是什么?
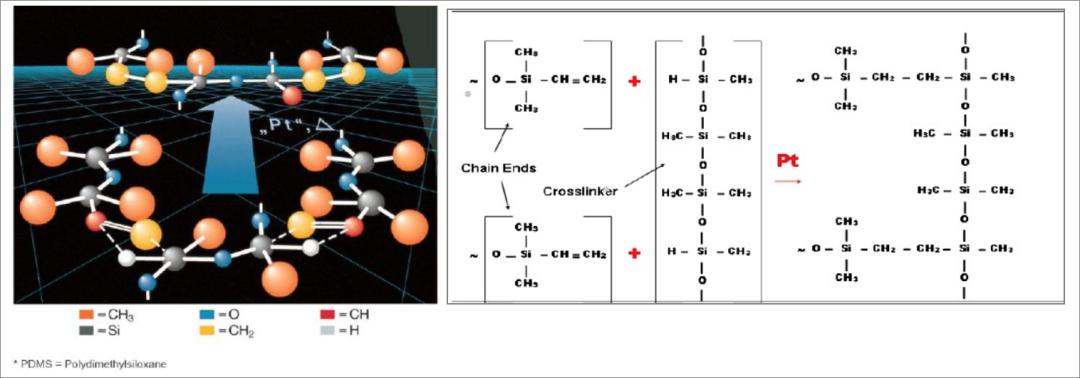
- 催化剂:元素周期表中第XIII族过渡金属的络合物都有加成催化作用,但在LSR中通常用铂(Pt)及其化合物和络合物。
- 决定因素:温度促进硫化速度。
- 加成反应后无副产物。
- 铂催化剂:遇到硫化物、氮化物、磷化物、有机金属物等,会发生不硫化现象(铂金中毒)。例如:合成橡胶,松香,环氧树脂(氨硫化),请注意禁止接触医疗手套、橡胶密封圈、橡皮筋等产品。
5,LSR的化学结构是什么?
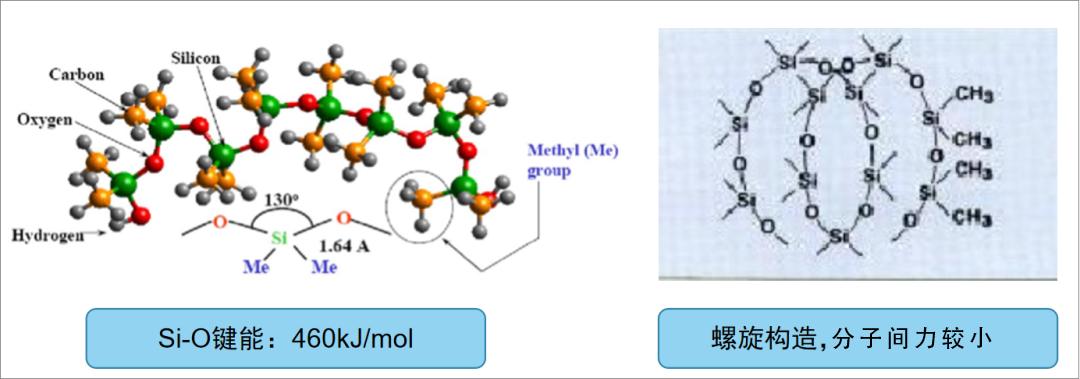
硅胶是硅氧烷结合为主键的化合物
Si-O化合键键能高(一般橡胶C-C键能:332kJ/mol),因此化学性质非常稳定,具有优异的耐热性、耐燃性、耐候性、耐辐射性以及电绝缘性能。
硅氧链呈螺旋(线圈)结构,分子间的相互作用力小(当温度变化时,分子间作用力变化很小),具有良好的耐寒性、回弹性。同时指向螺旋外的甲基可以自由旋转,使得硅胶具有独特的表面性能(表面张力弱),如憎水性、表面防粘性。
6,LSR的特性有哪些?
- 无毒性,可用于医疗和食品用途:
- 对人体无毒,无嗅无味;
- 对环境安全,可降解性;
- 燃烧时不产生有毒有害物质(燃烧生成物主要为SiO2 );
- 抗撕裂强度,回弹性,抗黄变性,耐水防水;
- 耐候性:因Si-O键能高,比紫外线辐照能量高,不易被紫外线和臭氧分解,故有良好的耐紫外线,耐臭氧和耐老化性;
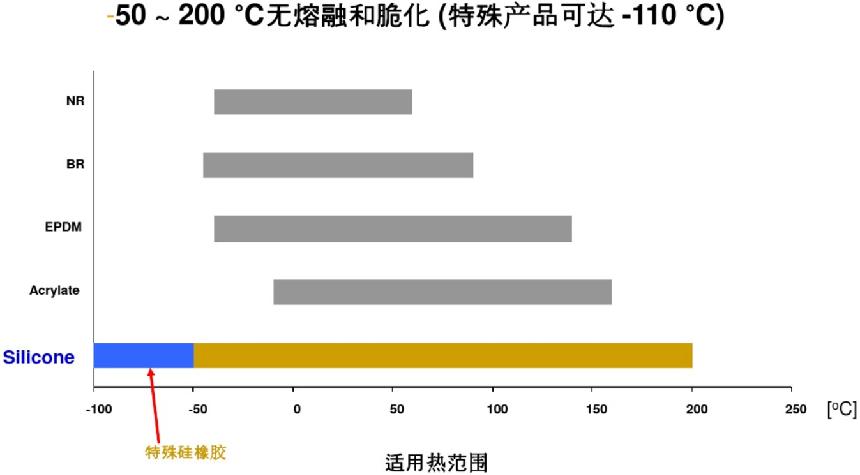
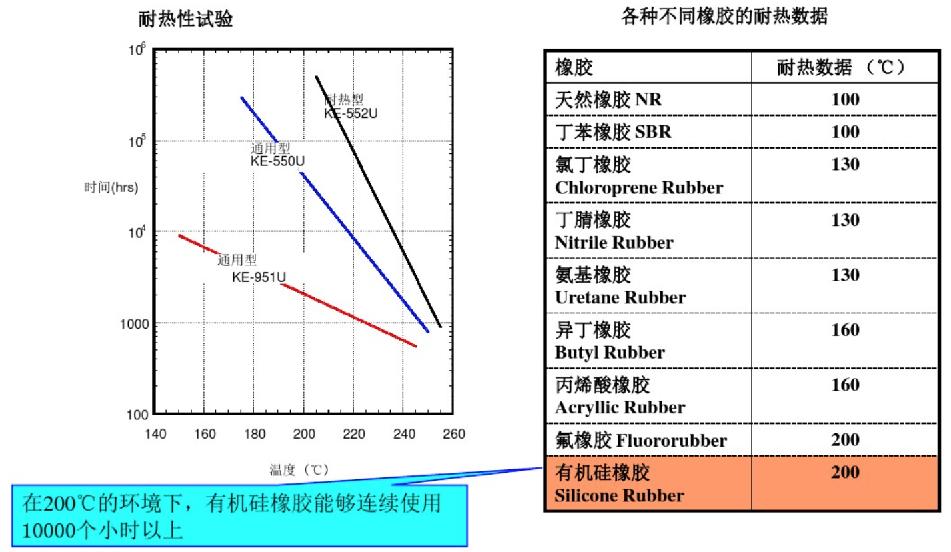
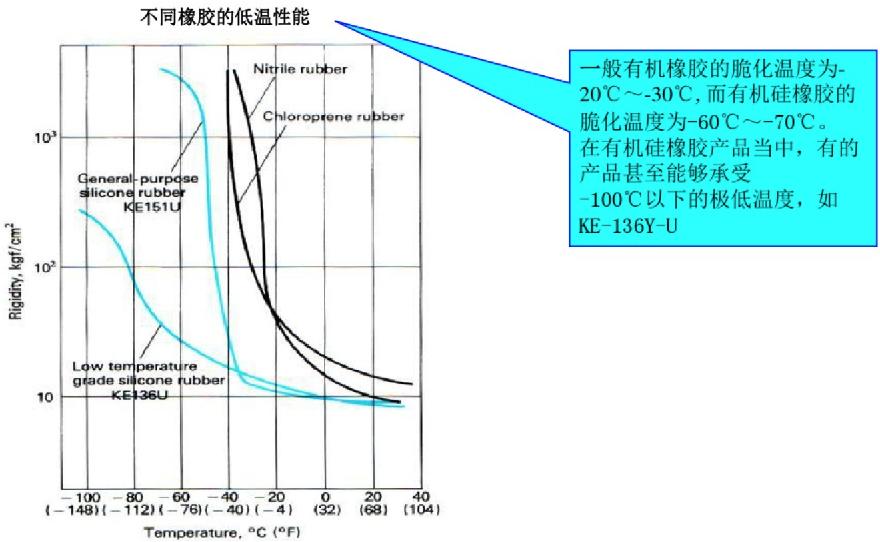
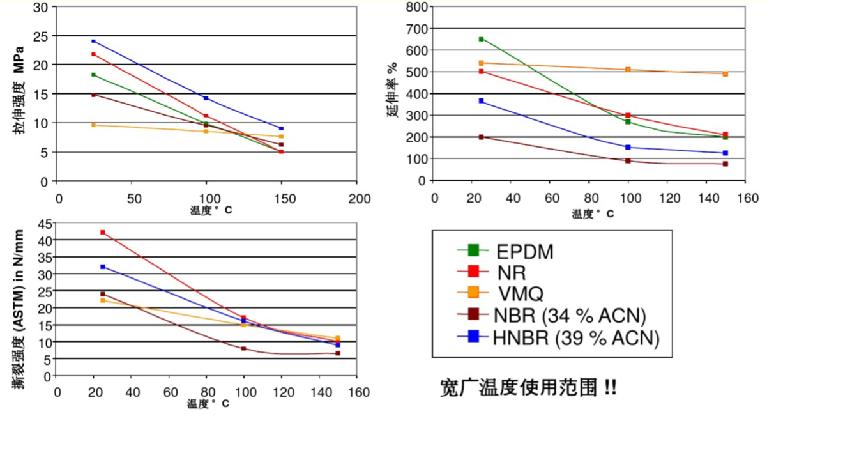
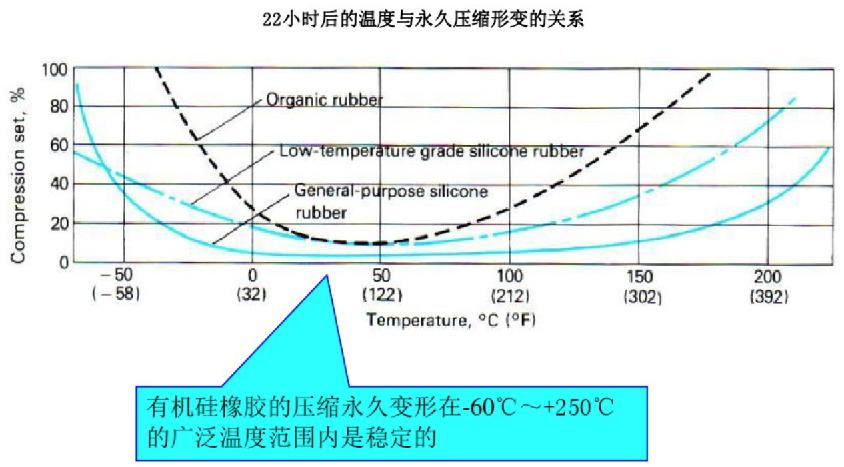
- 耐温性:良好的耐热和耐寒性能,在-50℃~ 200℃温度范围内长期使用仍具有较好的弹性,无熔融和脆化(特殊产品可达-110℃);
- 电绝缘性能:优良的电绝缘性,其介电损耗、耐电压、耐电弧、耐电晕、电阻系数等均在绝缘材料中名列前茅,且电气性能受温度和频率的影响很小;
- 生理惰性:聚硅氧烷类化合物是已知的最无活性的化合物中的一种。它们十分耐生物老化,与动物体无排异反应,并具有较好的抗凝血性能。
- 透气性:硅胶薄膜比普通橡胶及塑料打蜡膜具有更好透气性;
- LSR固化前具有低粘度、快速固化、剪切变稀以及较高的热膨胀系数,可以采用注塑的方式,大量、快速、重复性机械生产。
7,LSR的特性
8,液态硅胶与固态硅胶的区别
a.外形
液态硅胶:固化前为液态,具有流动性;
固态硅胶:呈固态,没有流动性。
b.应用
液态硅胶:应用广泛,可用于工业用品、生活用品、医疗和食品用品,可以直接接触人体和食物;
固态硅胶:一般应用于工业用品,生活用品。
c.环保安全性:
液态硅胶:铂金硫化,无毒无味,属高安全的食品级材料。
固态硅胶:过氧化合物硫化,有硫化剂或遮盖硫化剂的气味,属环保材料。
d.生产方式
液态硅胶:全自动化生产;生产周期短;材料无需前段加工,更高效,更节省人工;可用于双色注胶。
固态硅胶:需要配料、炼胶、切胶、人工投料等工序。
9,液态硅胶的物性
a.粘度 Viscosity
物体在流动时,相邻流体层间存在着相对运动,则该两流体层间会产生摩擦阻力,称为粘滞力。粘度则是用来衡量粘滞力大小的一个物理数据。其大小由物质种类、温度、浓度等因素决定。
粘度单位是帕斯卡秒(Pa·s)。
粘度的大小影响了模具内部材料的流动性和方向性,对于产品外观有较大的影响,特別是模具死胶或弯位,容易造成困气和固化不良。
b.适用时间 Pot life
适用时间是指液态硅胶A组分和B组分混合后开始,直到粘度上升到不能使用的最大时间。
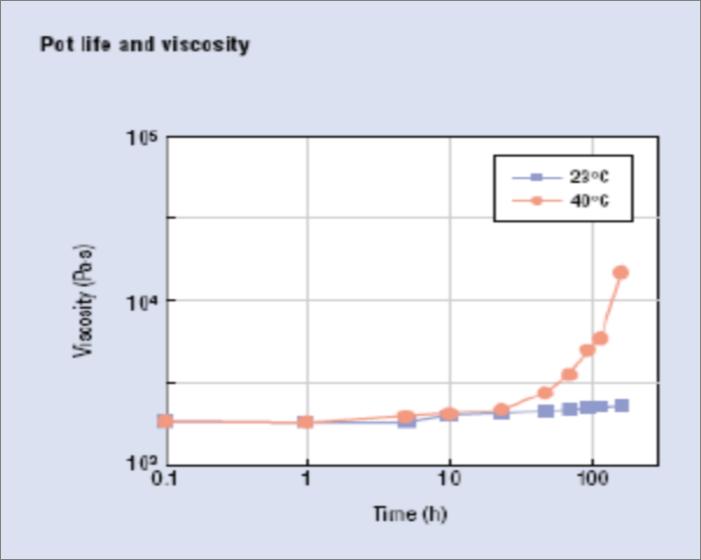
LSR的A组分和B组分充分混合后,40℃情况下,72小时以后粘度开始爬升。
c.硬度 Hardness
硅胶硬度用邵氏硬度表示,又称邵尔硬度,表示一个指定形状的物体在规定负荷下抗压痕的性能。邵氏硬度数值范围是0-100,0位最低值,100为最高值。
硅胶一般具有10~80的邵氏硬度范围。对聚合物基材、填充物和助剂进行不同比例的混合可以实现各种中间的硬度值。同样地,加热固化的时间和温度同样也能改变硬度,而不会破坏其他的物理特征。
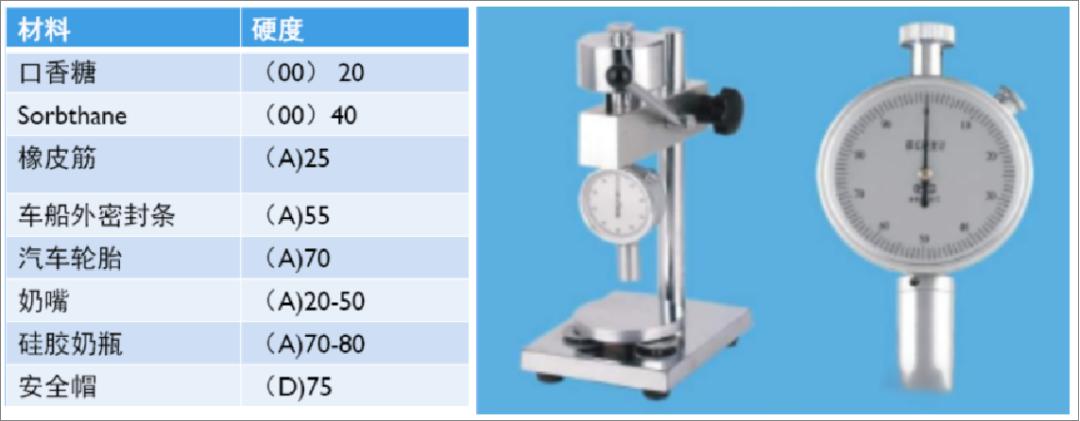
邵氏硬度计:包括邵氏A型( Shore A )、邵氏D型( Shore D )、邵氏00型( Shore 00 )。邵氏A型硬度计,准确测试范围10~90。当Shore A<10时,须换Shore 00进行测试。当Shore A>90时,须换Shore D进行测试。
d.比重 Specific Gravity
- 比重也称相对密度,固体和液体的比重是该物质(完全密实状态)的密度与在标准大气压下3.98℃时纯H2O下的密度(999.972 kg/m3)的比值。
- 比重是无量纲量,即比重是无单位的值,一般情形下随温度、压力而变。
- 硅胶的密度一般比水大,主要取决于硅胶的填料。
e.抗拉强度 Tensile Strength
- 抗拉强度,又称拉伸强度,是指造成一块硅胶材料样品撕裂时每个范围单位上所需的力。
- 抗拉强度单位是牛/平方厘米(N/cm2)或帕斯卡(Pa)。
- 固态硅胶一般的抗拉强度范围介于4.0~12.5MPa之间。
- 氟硅橡胶一般的抗拉强度范围介于8.7~12.1MPa之间。
- 液态硅胶一般的抗拉强度范围介于3.6~11.0MPa之间。
f.断裂伸长率 Elongation at Break
- 断裂伸长率是指当样品断裂时相对于原长度的所增长的百分比。
- 不同的加工方法和硬化剂的选择都能很大程度地改变其伸长率。硅胶的伸长率和温度有很大关系。
- 固态硅胶一般的伸长率在90~1120%之间。
- 氟硅橡胶一般的伸长率在159~699%之间。
- 液态硅胶一般的伸长率在220~900%之间。
g.撕裂强度 Tear Strength
- 撕裂强度是指在有切口的样品上施加力量时阻碍切口或刻痕扩大的抵抗力。
- 固态硅胶一般的撕裂强度范围介于9~55 kN/m之间。
- 氟硅橡胶一般的撕裂强度范围介于17.5~46.4 kN/m之间。
- 液态硅胶一般的撕裂强度范围介于11.5~52 kN/m之间。
h.线收缩率 Shrinkage
线收缩率系指硅胶制品固化脱模成形后,其尺寸与原模具尺寸间之误差百分比。
i.回弹性 Rebound Elasticity
- 回弹性是指导致物体形变的外力撤除后,物体迅速恢复其原来形状的能力。通常用应变的试样在应力除去后快速回复时的输出能与使试样应变时的输入能之比值来量度。
- 回弹性是硅胶受力变形中可恢复的弹性变形大小的一种表征手段。硅胶分子间的相互作用会妨碍分子链段运动,作用于硅胶分子上的力一部分用于克服分子间的黏性阻力,另一部分使分子链变形,它们构成了硅胶的黏弹性。所以硅胶既有高弹性,又有黏性。
- 影响硅胶回弹性的因素:
- 伸长率大,永久变形小的硅胶,弹性好。
- 分子量大的硅胶弹性好。
- 分子量分布窄的硅胶弹性好。
- 分子链柔顺性好的硅胶弹性好。
- 分子间的作用力大,使弹性有所降低
j.压缩变形率 Compression Set
- 压缩变形率是指材料在一定温度下被压缩至一定形状,并维持一定时间后而发生永久性变形的量。
- 压缩变形率是材料样品未能恢复到它原有高度的百分比。例如,40%压缩变形率表示此样品只恢复了被压缩厚度的60%。100%压缩永久变形则表示样品无丝毫恢复,也就是说,它保持了被压缩的状态。
- 压缩变形的大小主要是受硅胶恢复能力所支配,影响恢复能力的因素有分子之间的作用力、网络结构的变化或破坏、分子间的位移等。
- 压缩变形率越小则材料的回弹能力越好,抗变形能力越强。
【二】LIM工艺介绍
1.液态注射成型(Liquid Injection Molding,简称LIM)
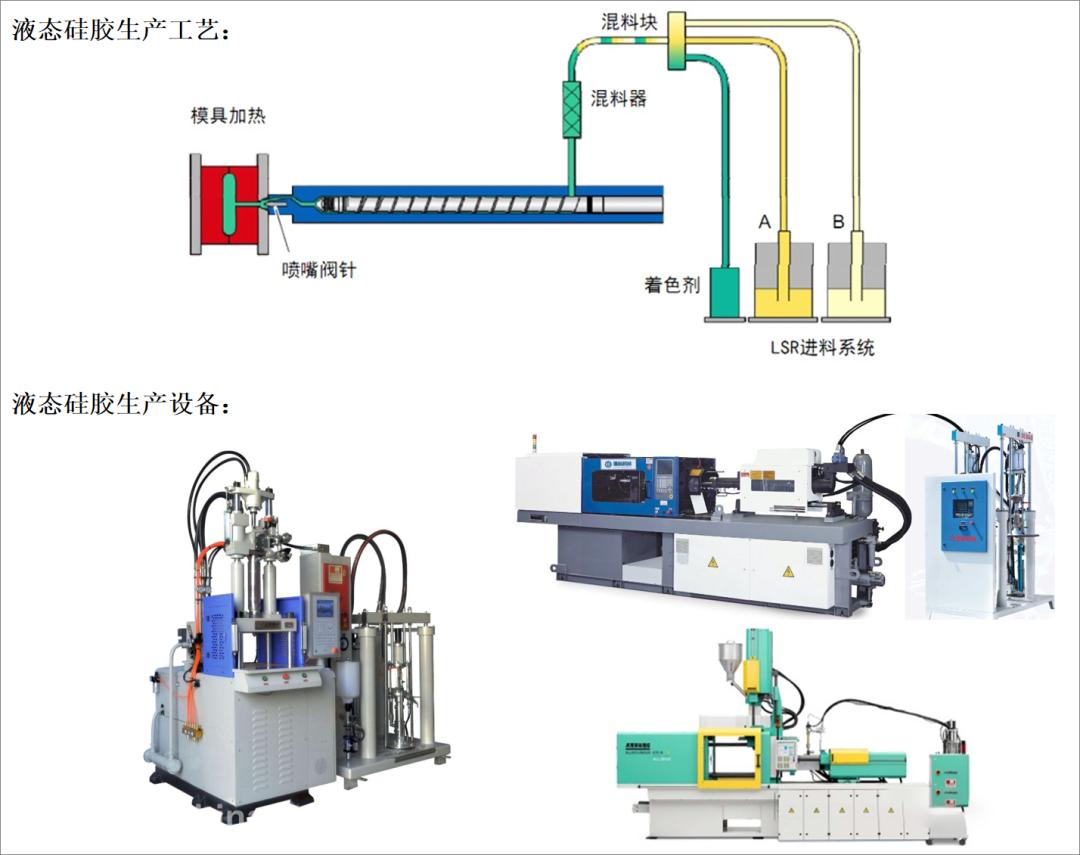
LIM是利用定量装置(送料机)控制两种材料(A组分和B组分)按1:1的比例,如果产品有颜色要求则加入色浆(或添加剂等),再通过混合器予以充分混合泵入注塑机的料筒后,螺杆准确地把液态硅胶注入模具型腔。在一定模温下液态硅胶发生固化反应。
2.成型条件
- 固化温度:一般情况下,90℃ ~210℃可以实现固化。
- 射出压力:40~120Kg/CM2。
- 固化时间:150℃情况下,1mm试片固化时间在10s以内。
- 线收缩率:100℃ ~150℃ ,线收缩率在2%~3%
- 由于LSR低粘度性,流动性高,为了避免溢胶,对模具封胶位和分型面有较高要求。
- 为减低气泡不良,最好在模具中加装抽真空结构,以保证模腔内的空气及时排出。
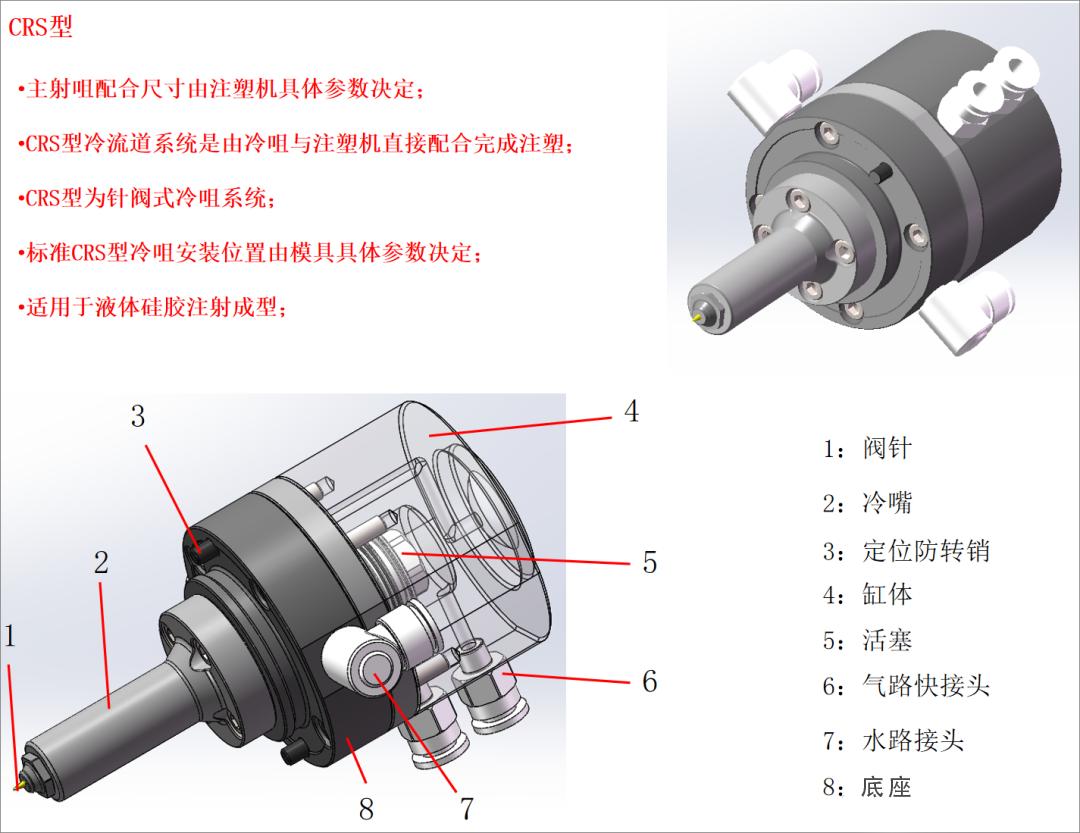
3.注塑成型机


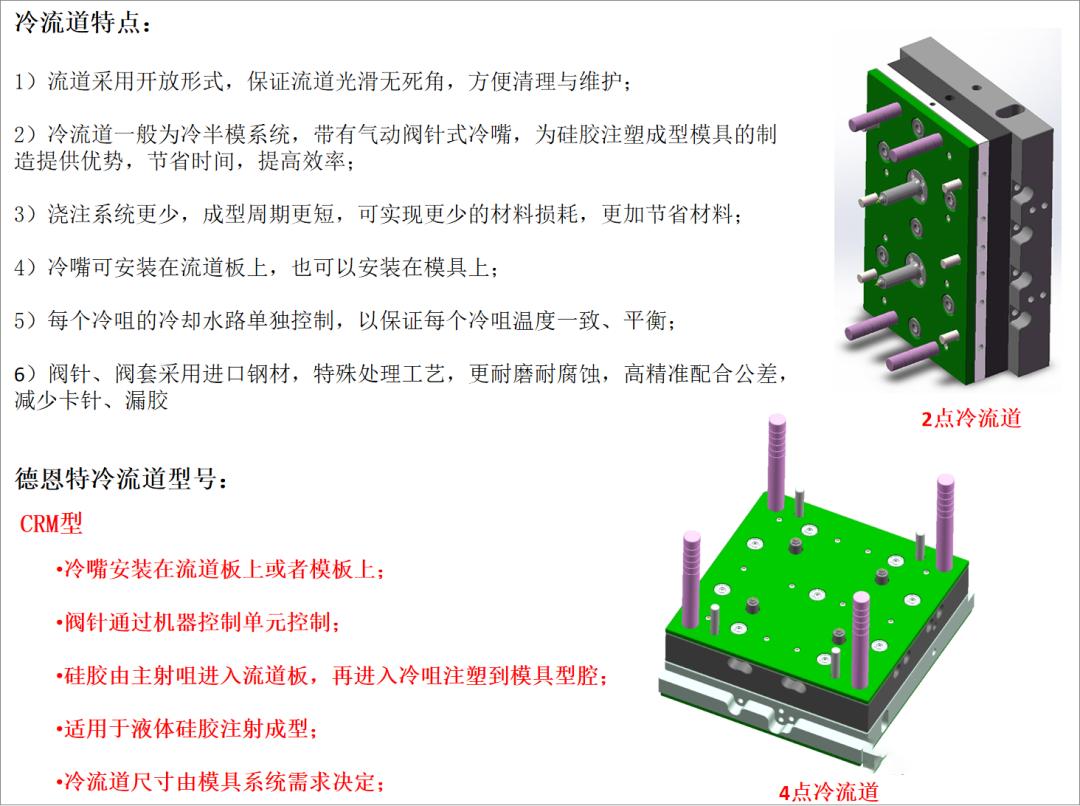
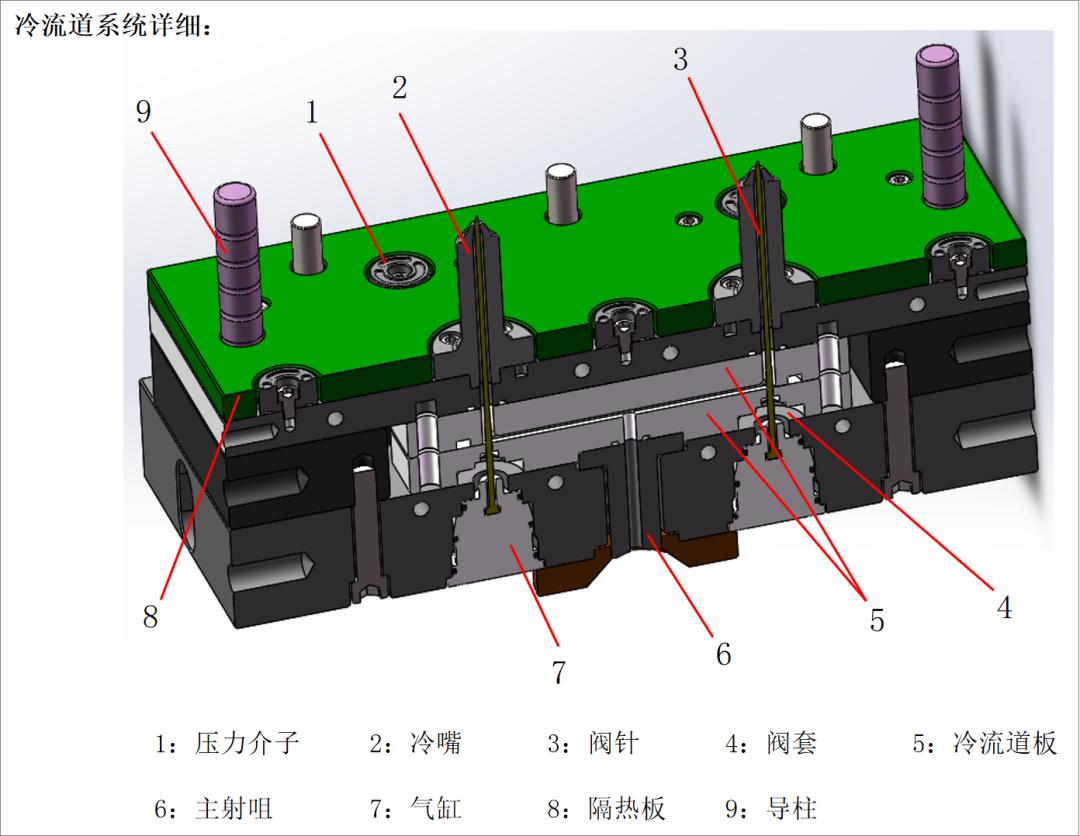
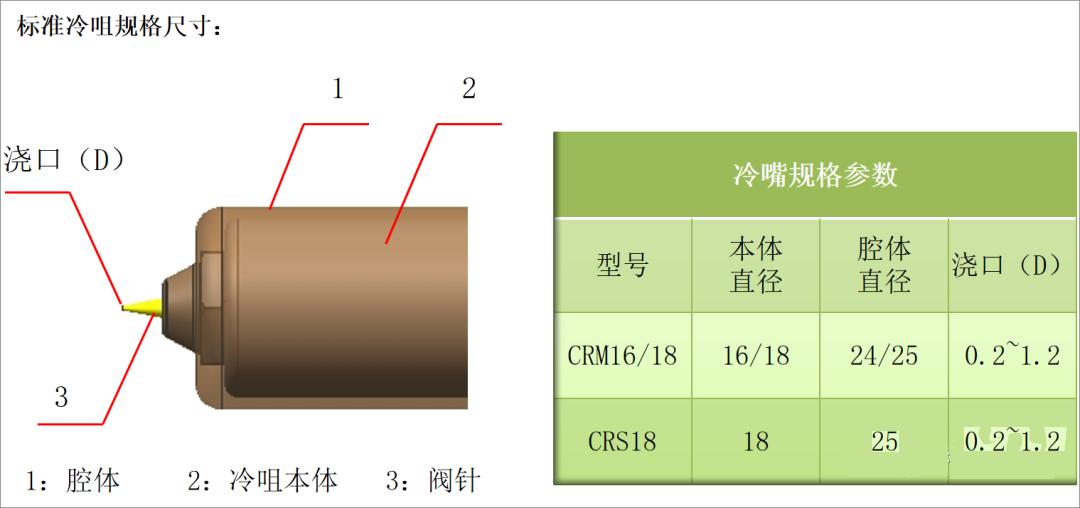
4.成型流道介绍
【三】液态硅胶种类介绍
1,LSR种类介绍

2,自润滑(渗油)LSR:
自润滑LSR在硫化后,硅油分子会缓慢地析出,分布于硅胶制品的表面,形成许多细小的油珠。这些油珠在密封圈的组装过程中可以降低摩擦,减少或避免制品的损伤。而且表面与内部在硫化成型24H后会形成一个动态的平衡,当表面的硅油被除去后,内部又会缓缓析出硅油,恢复表面的润滑性。
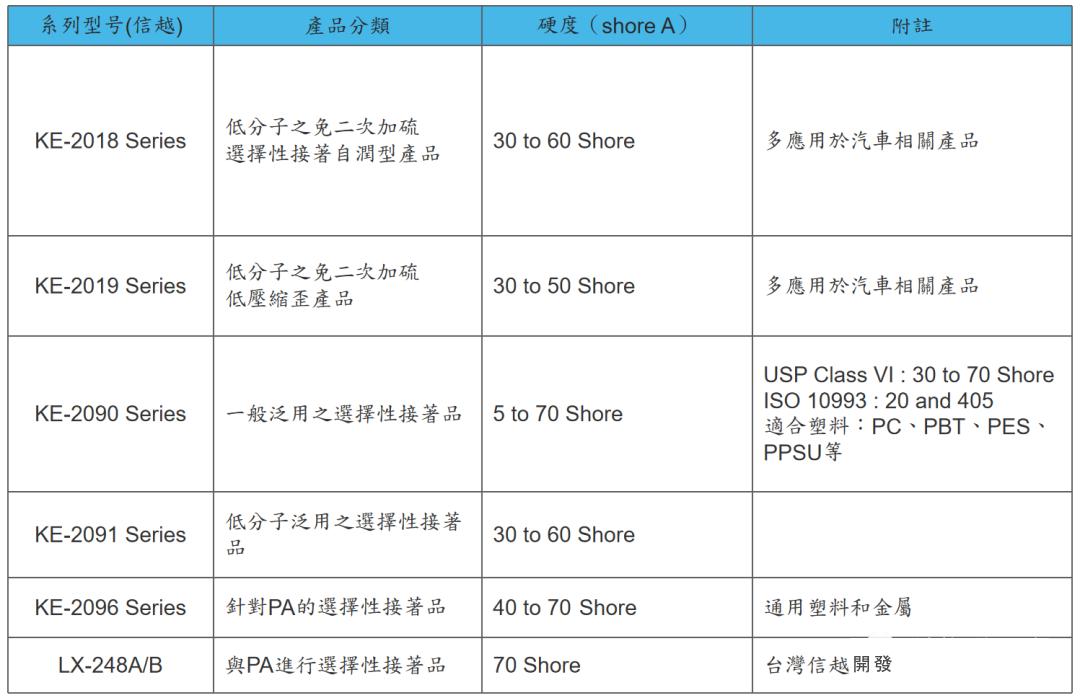
3,自站接LSR
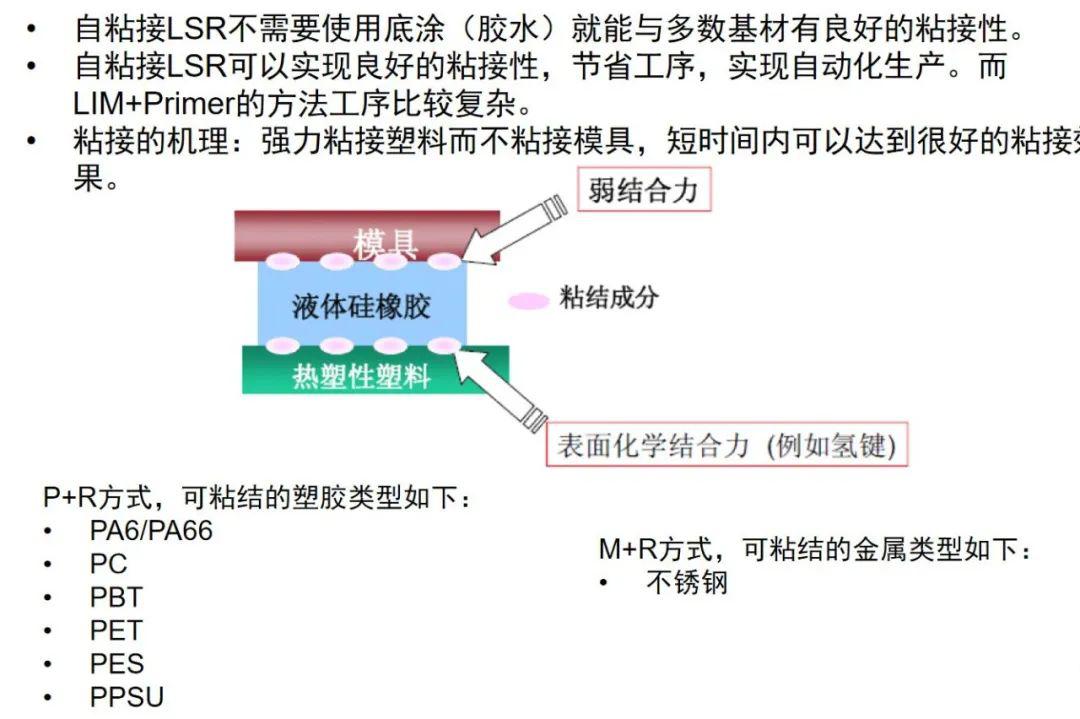
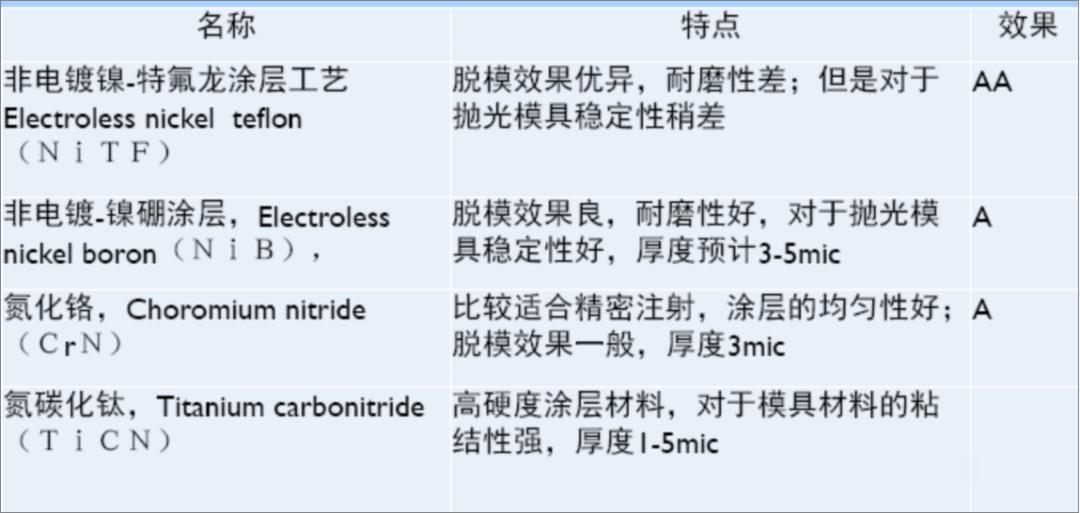
4,自粘接LSR选择要素——模具表面处理
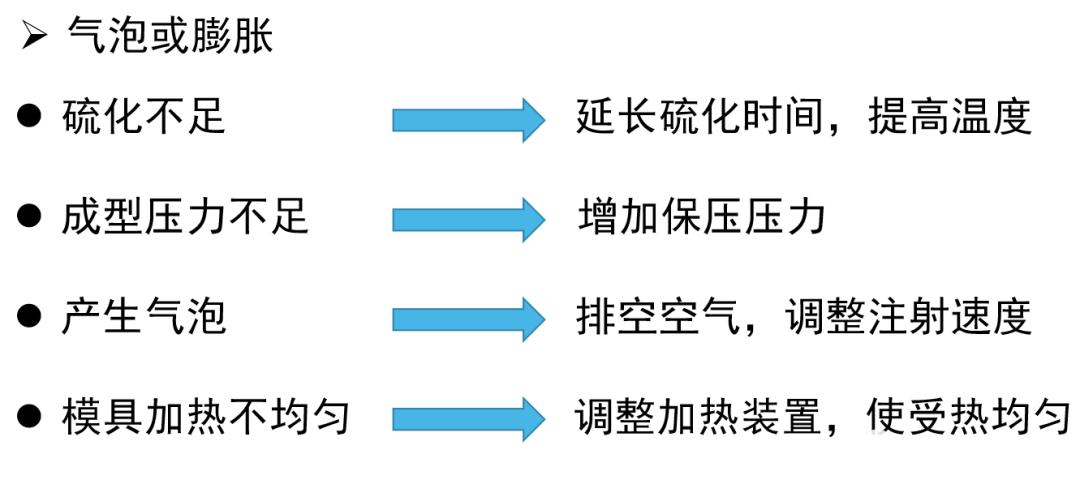
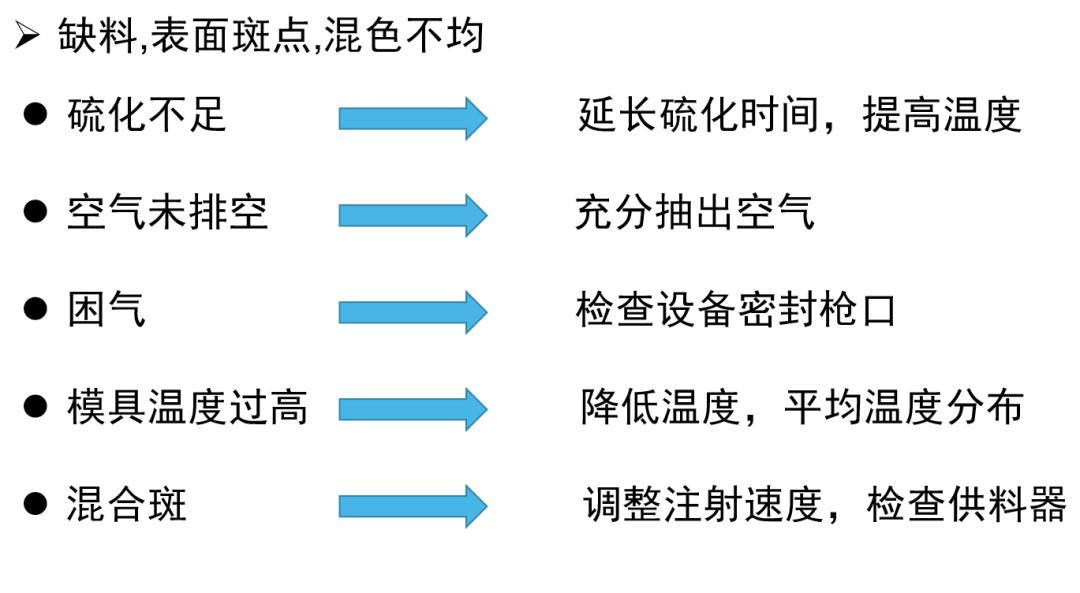
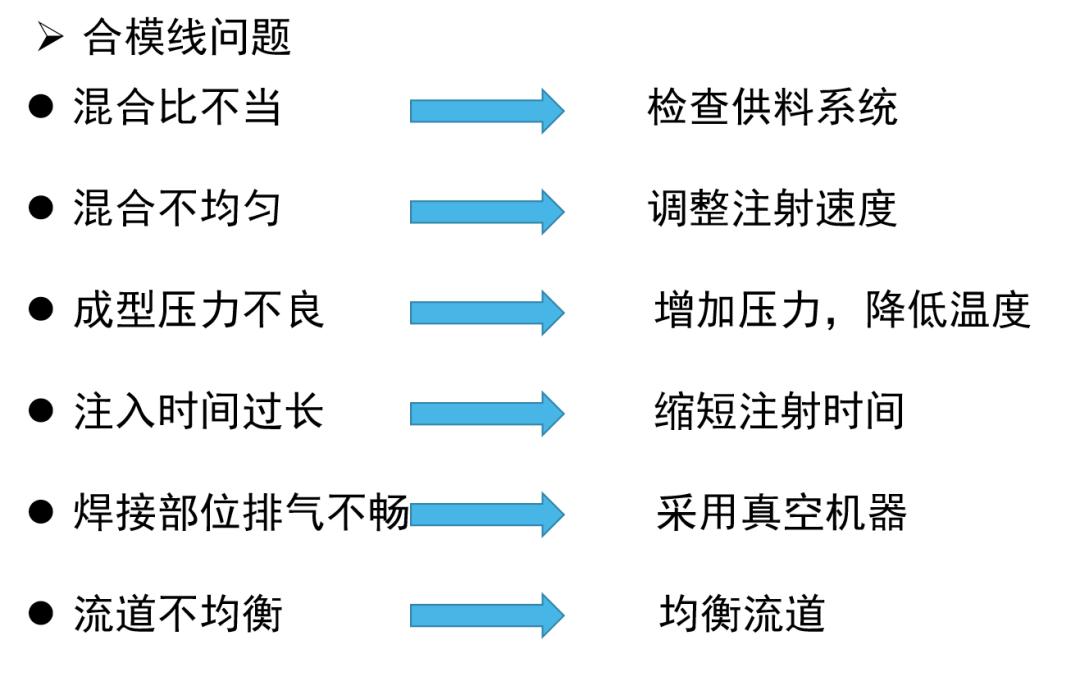
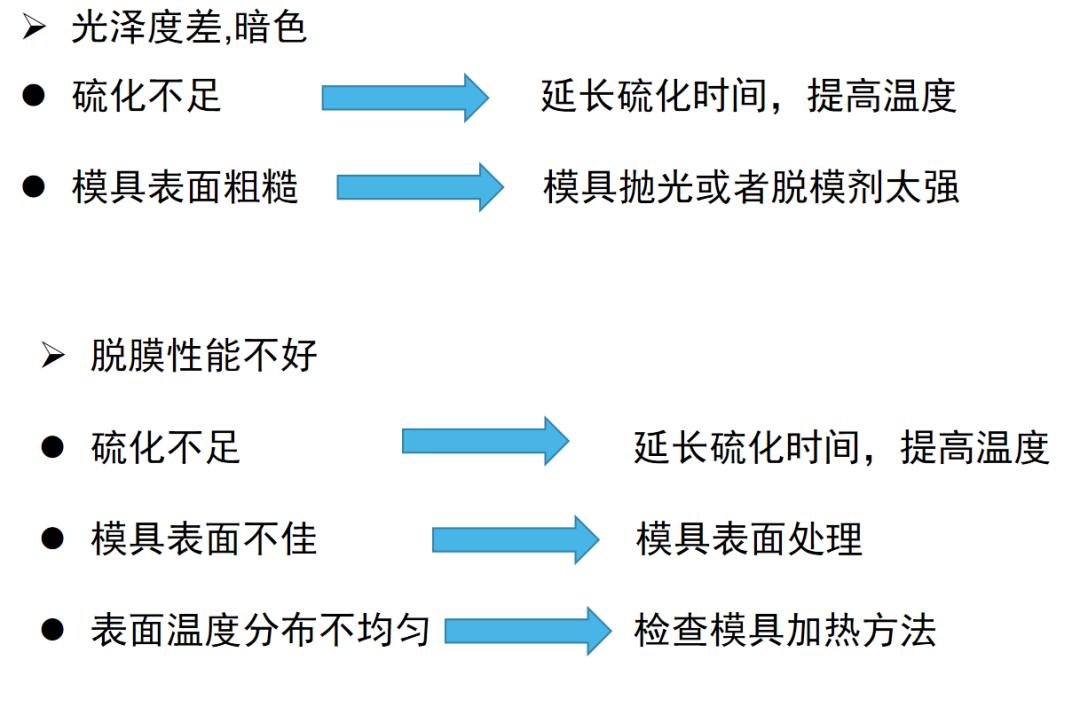
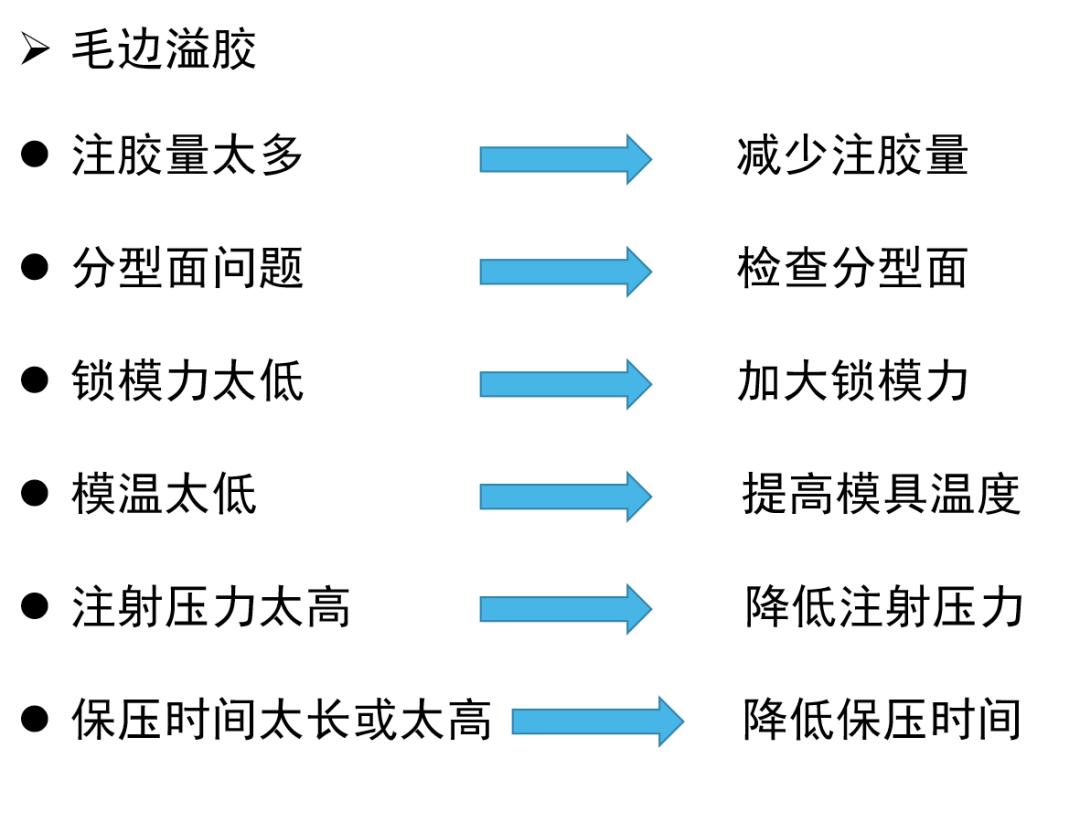
【四】LIM常见问题及对策
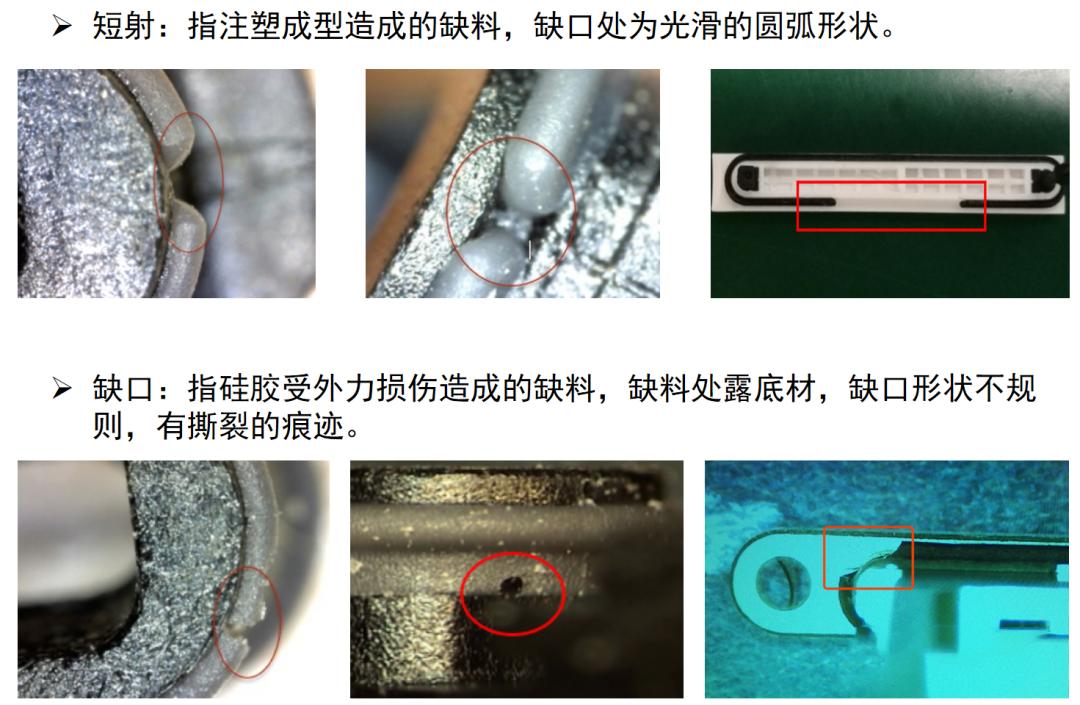
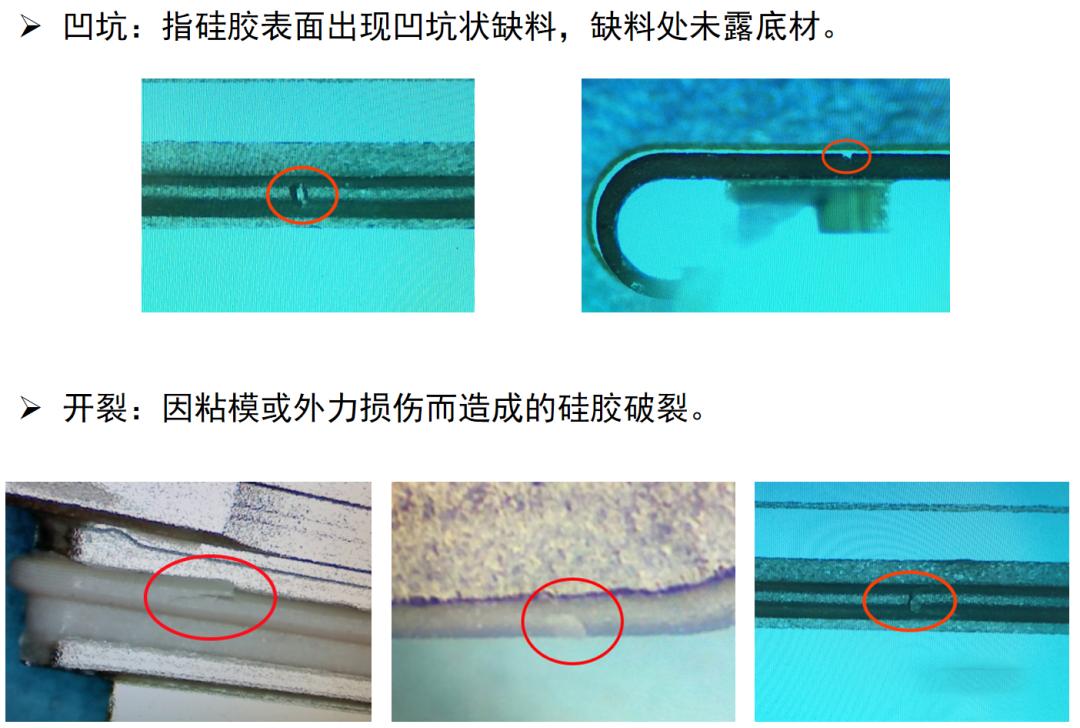
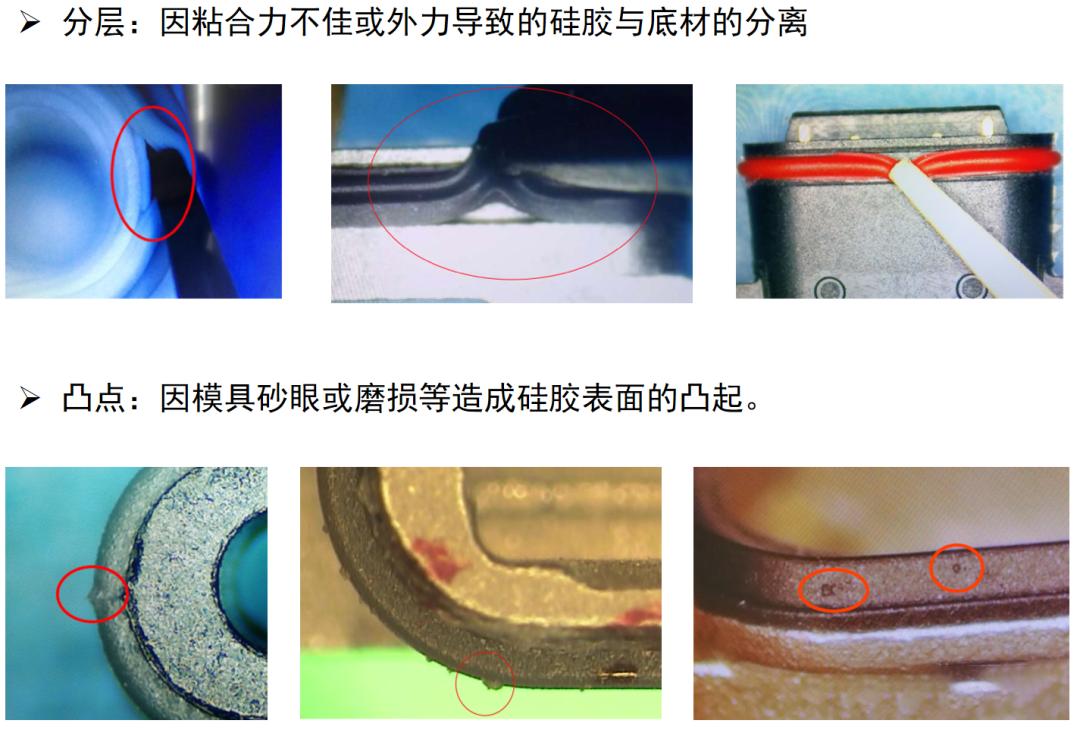
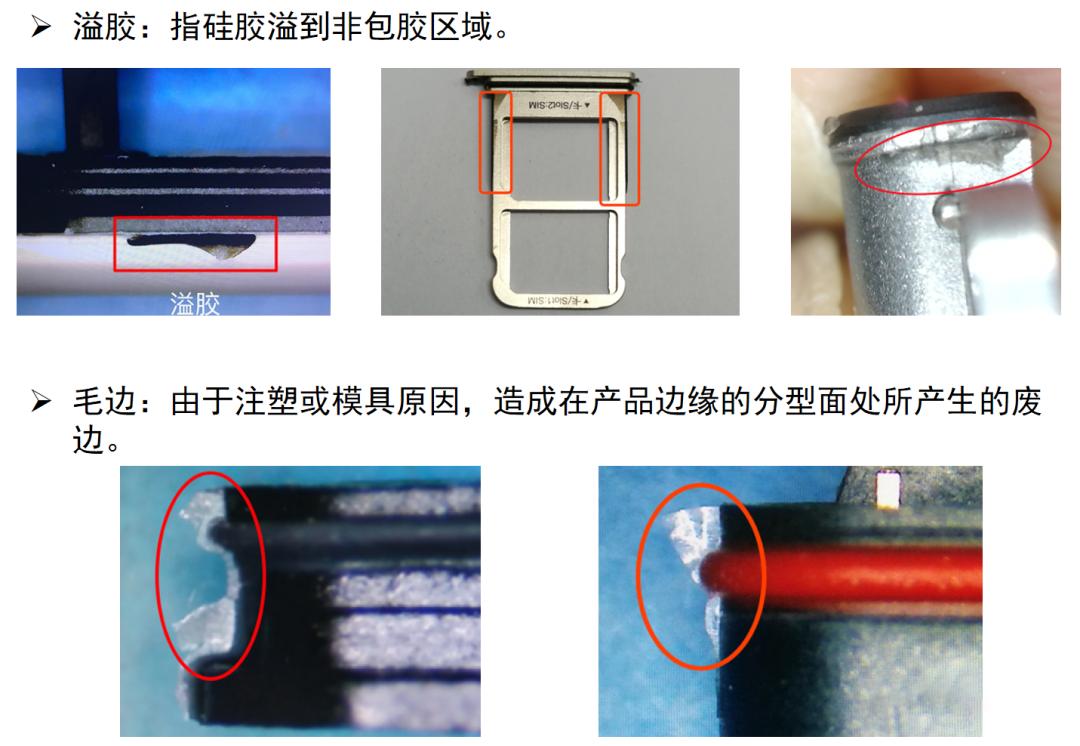
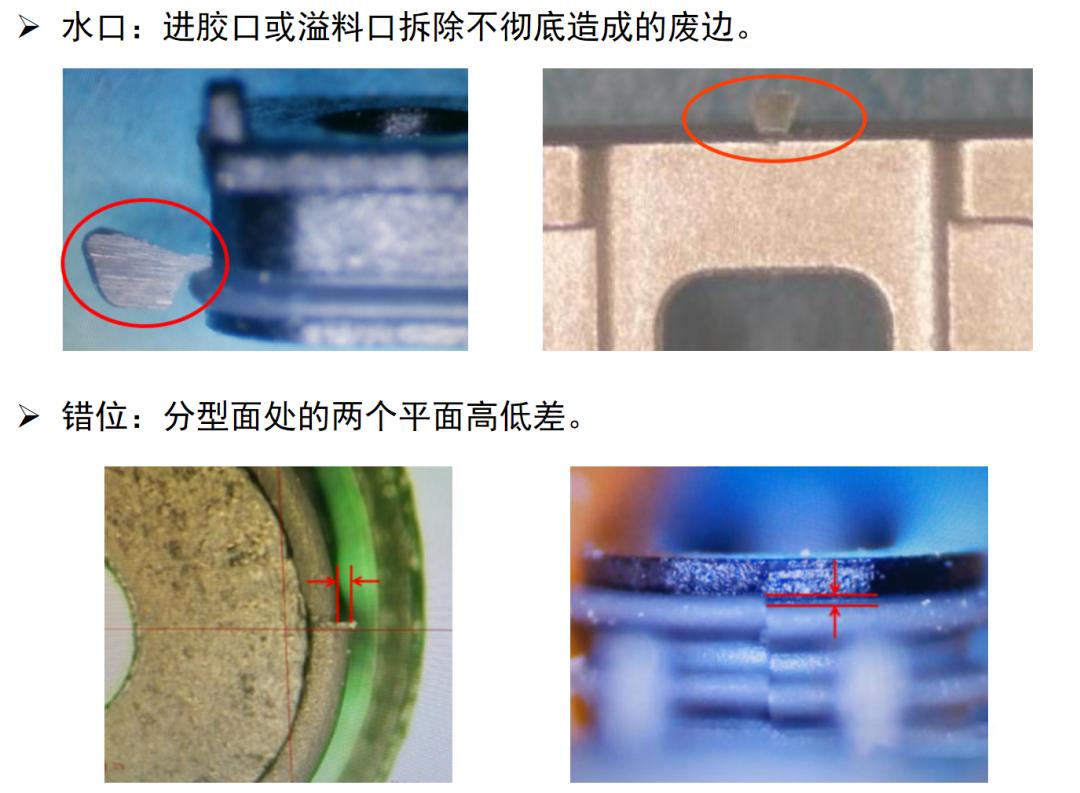
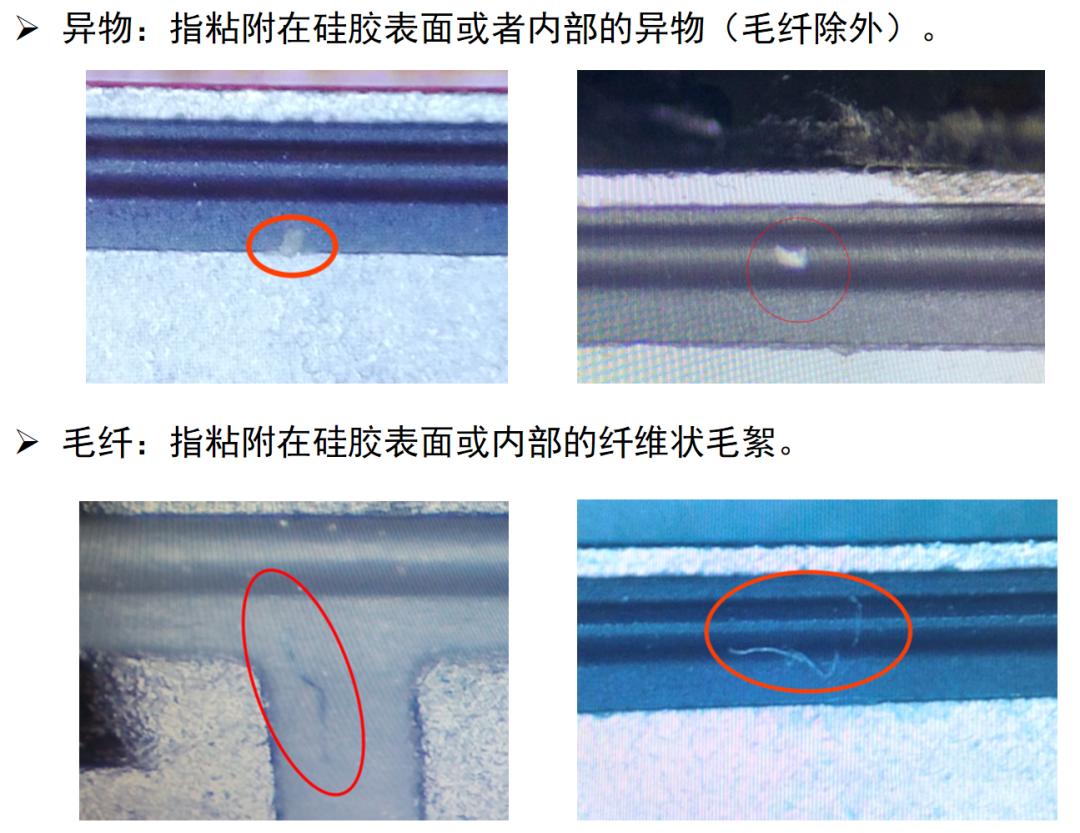
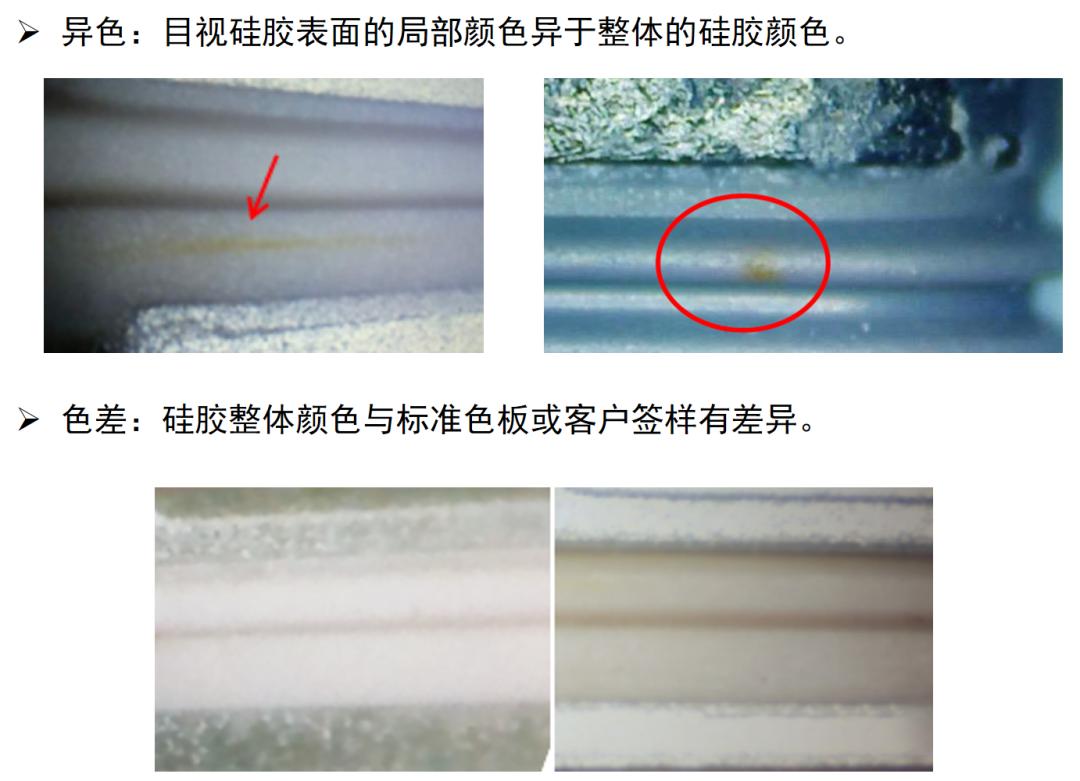
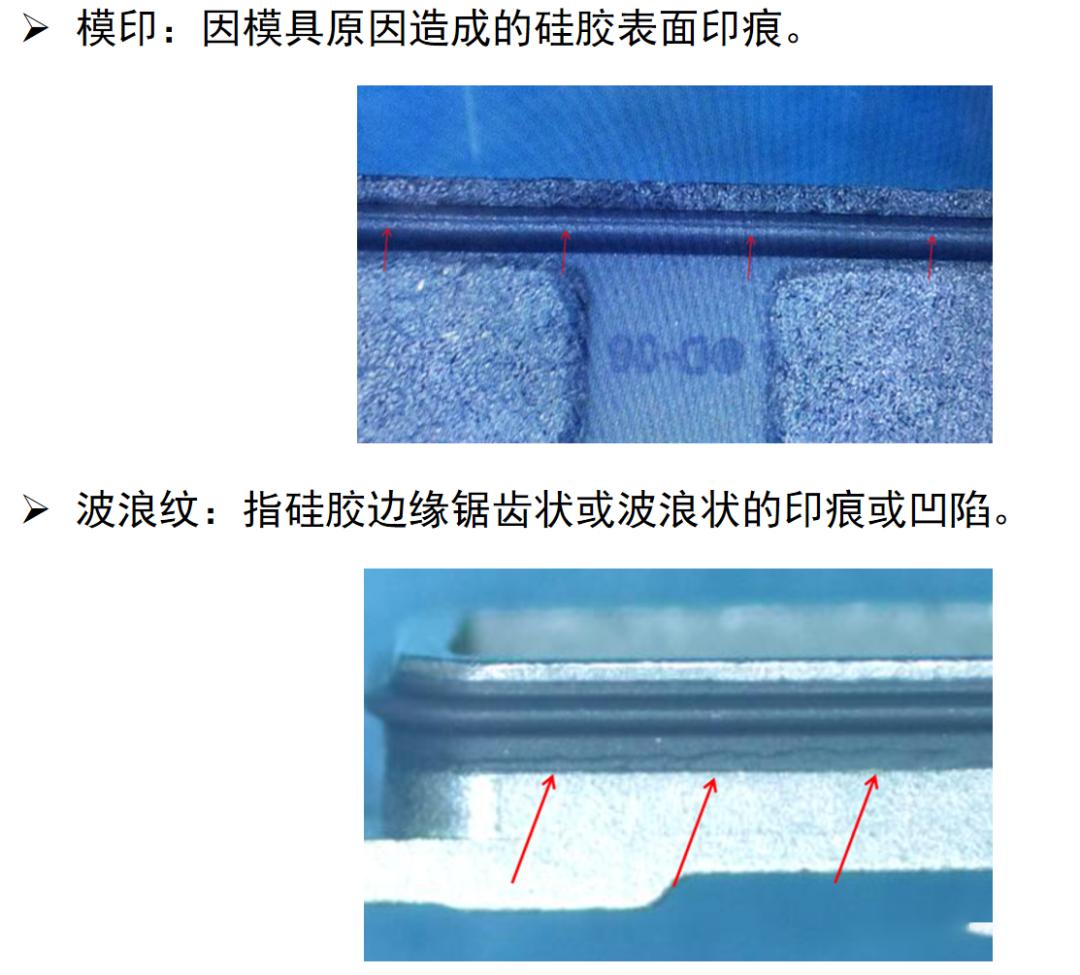
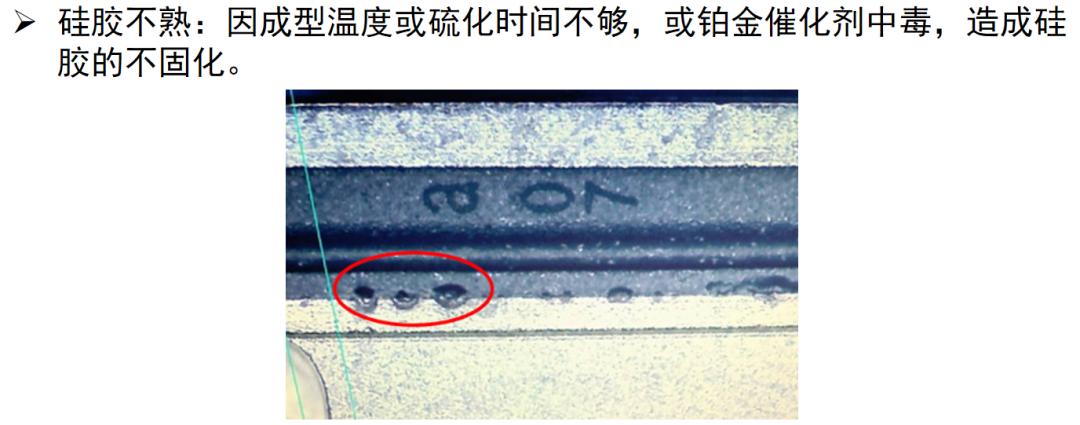
【五】LSR产品常见缺陷类型
最后想学习Creo/Proe产品结构设计的你,绝对不要错过!
我把自己从零基础到精通所学习的资料都整理好啦,不管你是零基础小白,还是已经在从事产品相关工作都是必备的喔!
全套资料获取方法:关注+点赞,评论“666”然后点击私信按钮✉️, 发送关键词“资料”,就可以了,先到先发喔~


仅部分展示