正常情况下,产品外观需要刻LOGO,有的产品底部需要刻字材料名称以及型号、日期、产品料号等内容。
如果一模多穴的情况下,还需要刻模穴号区域。
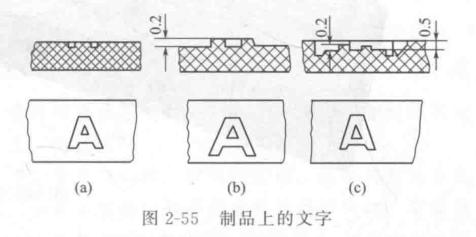
如图所示:产品表面LOGO一般情况下,不要低于0.2~04mm,而外观件的大件产品LOGO深度都采用0.4~0.8mm
LOGO拔模角度正常情况下,做到10度以上。

如图所示:
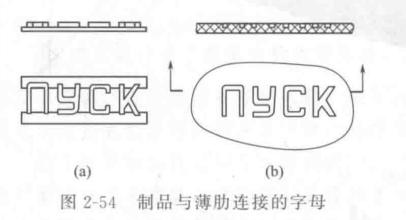
在模具的角度进行分析的话,字体做到是凸字,而在模具上面加工的话,就是凹字,这样的话,模具在加工过程中比较好抛光、蚀纹等。
但产品外观平面,由于字为凸字的话,就会造成平面用手摸的话,就会产生字体台阶,为了避免这种效果,正常情况下,在字体区域外观做偷胶,深度比字体高度深0.1mm.

如图所示:
字体的线条宽度不要小于0.3mm
正常情况下,字体在模具上都采用精雕加工、有些采用电机放电加工,如果小于0.3mm的情况下,模具上不好加工。
最重要的一点原因:
常规塑料如果小于0.3mm的情况下,不易充填,这样就会造成字体局部缺胶。
如图所示:
按键上面的LOGO,正常情况下采用印刷加工出来的,如果高极的LOGO可以采用镭雕加工出来的。
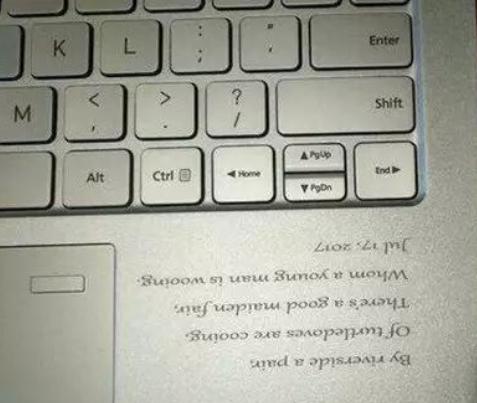
如图所示:
为镭雕加工样式,正常情况下,镭雕字符都需要达到透光效果,镭雕的产品表面都会喷漆,正常情况下,镭雕的深度就是喷漆的厚度。
