雷射系统的选择
目前产业应用金属材质的雷射焊接,多选用雷射波长约为1064nm的光纤雷射与YAG雷射,主要因为金属对于该雷射波长吸收率极佳,加工程度优越。针对光纤雷射与YAG雷射之差异说明简述如下:
1YAG雷射
是一种发展已久的雷射类型,以固体材料做工作物质,采用光学激发的方法,就是利用普通的光来激发雷射的工作物质产生雷射光,普通的光照射到工作物质,引起工作物质内部的粒子数反转而振荡产生雷射。以YAG雷射来说,有分为脉冲光及连续光两种,就组件的结构而言,都大同小异,脉冲光属于较常使用之种类。YAG雷射的组件结构一般由光泵、工作物质、共振腔、聚光腔、水冷系统及电源…等部件组成。其中光泵就是我们比较常听到的雷射灯管,例如:氙灯、氪弧灯、卤钨灯…等,其中以脉冲氙灯的效果较好,也最常被使用。
YAG雷射的绝对优势,就是购置成本较低,但是随着光纤雷射蓬勃的发展,慢慢也不再具有优势,YAG雷射耗电较大,需定期灯换灯管等耗材,也逐渐被光纤雷射所取代。
2光纤雷射
是由共振腔与增益介质所组成,因为雷射的增益介质是以光纤形式呈现,所以被称为光纤雷射。光纤雷射有几项特别的优点:
· 软光路:有别于YAG、CO2等雷射,不需要镜片折射之硬光路,调教光路容易,雷射源出端使用一条光纤缆线就可以拉到雷射加工头,光路便捷,搭载于自动化机械手臂非常适合。另外一提,目前市场上,有使用YAG雷射源,拉载光纤做为激光束的传送线,可免去使用许多反射镜及镜片的复杂光学装置。
· 雷射源的体积大幅缩小,不仅可减少许多设备硬件摆放空间,还可以便于携带。
· 光纤散热面积大,很适合做大功率的雷射源使用。
· 雷射光于光纤内传输,受外界干扰之影响程度低,出光稳定。
· 光纤雷射几乎无耗材,雷射源本身使用寿命长,虽然初期投置成本相较YAG雷射高,但节省了相当多的维护成本。
雷射焊接的加值应用
随着工业4.0及智慧机械的蓬勃发展,将智能生产系统、人机协同的方式,称为智能自动化,而雷射加工的相关应用,在智能自动化系统中,更是充分展现出迷人的优点。在2018年3月份的上海光博展以及9月份的上海工业博览会中,各大厂展出相当多雷射焊接系统。

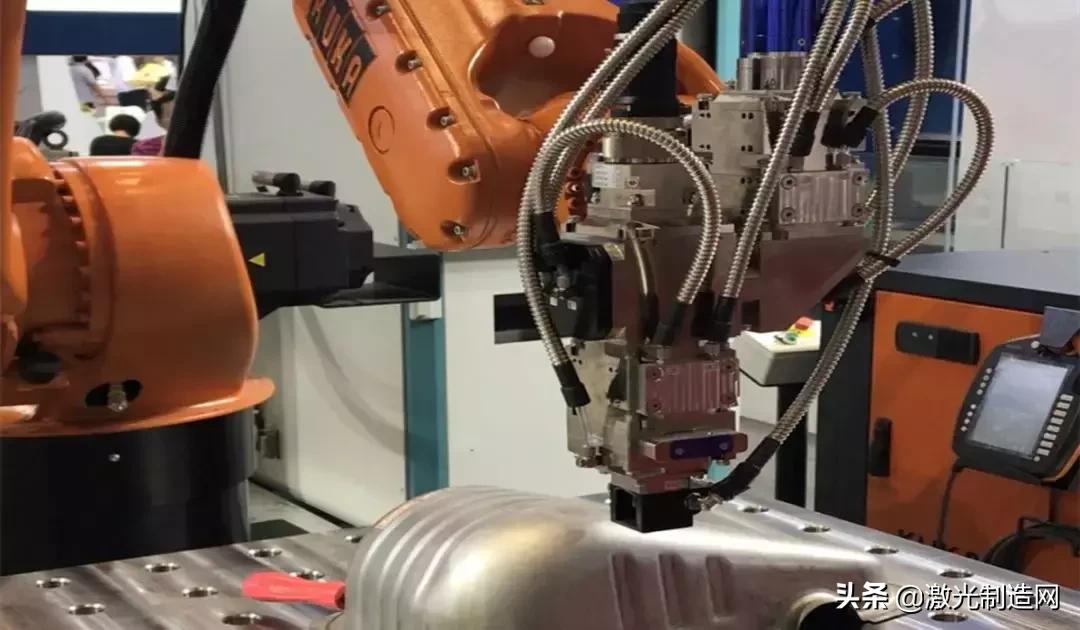
图一 2018年上海工业博览会KUKA雷射焊接机器人
1雷射焊接机器人
机械手臂的分类,主要有标准六关节、标准五关节、码垛四关节、摆臂四关节、SCARA…等种类可选择,在自动化的产在线,最常应用的是六个自由度的机械手臂,灵活可靠,可任意空间焊接,不局限于平面焊接,解决高难度空间焊接,图二为使用机械手臂搭配雷射振镜焊接、视觉定位。通常使用手持控制器即可对机械手臂焊接系统进行操作,即使处于限制较多的场所,规划分时多任务位设备同时工作,轮流上下料,皆能实现高效率的生产工作,如图三所示。
机械手臂除了用于雷射焊接系统外,用于切板、切管、清洁、打标,皆可完成雷射加工连续化生产的多元应用。

图二 联达智能公司之雷射振镜视觉定位焊接机器人
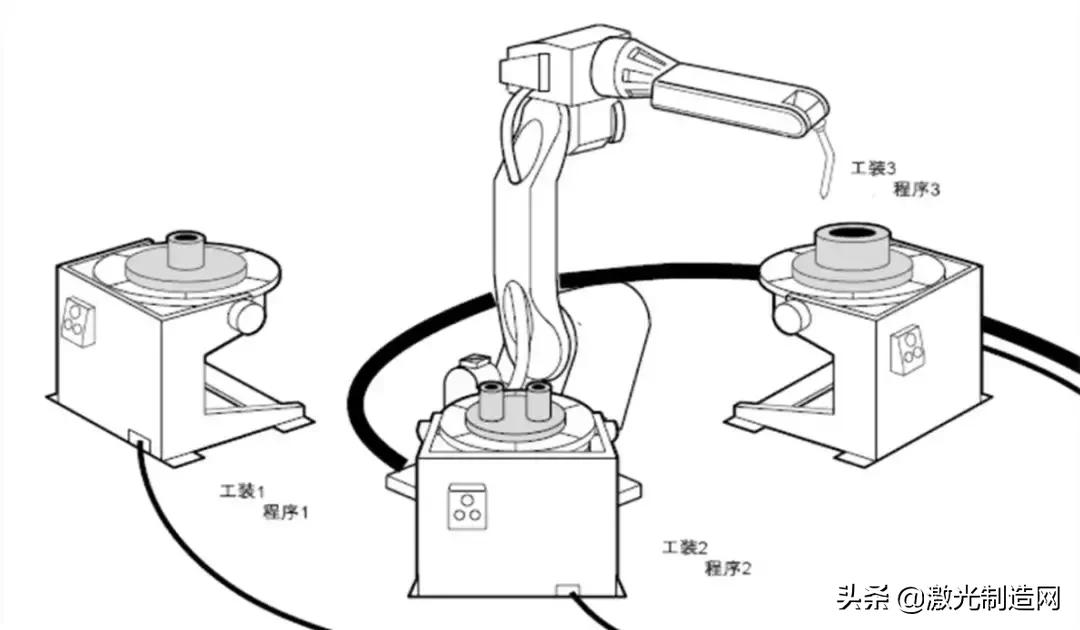
图三 多任务位预约焊接系统
2四轴联动光纤雷射焊接机
四轴联动的四轴是指X、Y、Z三维平台,再加上一台W旋转轴,由于通常使用伺服驱动,所以焊接定位重复精度高,适合用于精密加工之设备选择。在四轴联动设备中,一般焦距的设定,会搭配实时监控的摄像焦距,CCD画面清晰时,即是焊接的焦距。以中高功率高能的光纤雷射焊接,能全方位达到厚板、薄板、异材焊接,轻易完成点焊、对接焊、迭焊、缝焊、密封焊…等雷射焊接工艺。

图四 正铂公司开发之四轴联动2KW光纤雷射焊接机
3焊道追踪
进行焊接操作,使用机械手臂或平台式焊接,通常是利用路径教导或编程的方式,而这些方法须依赖操作者的技术手法,若为能确保焊接质量,避免焊道偏离焊缝,造成不良的焊接效果,通常会搭配焊缝追踪,一般是利用视觉感测、图像处理或结合雷射扫描的方式,达到焊接精确化、自动化的境界。
4搅拌型的焊接工艺
部分材料在焊接过程中,容易产生变形、裂缝及气孔,其中又以气孔是最难解决的议题,形成气孔的原因有很多,包含了部分金属合金在有氢环境融化所产生的氢气孔,也有焊接保护气体在材料融化蒸发过程中,被包覆卷进材料中形成气孔。使用搅拌型(Wobble)焊接技术,透过双锲型直写式焊接头,或是高功率振镜焊接头,让焊接光束产生回旋路径,这样的方式,对于熔融的材料产生搅拌,利于减少气孔的产生,并针对焊缝较大的工件,达到高质量的焊接工艺。

图五 搅拌型焊接光斑的差异示意
来源:正鉑股份有限公司