某便携式手摇操作发电(或充电)的应急电源,具有固定可靠、携带方便、双手操作灵活轻便的特点[1,2]。带底座8字形双轴承室铸铝合金机壳为双手柄便携式手摇发电机的重要零件,其结构见图1。左、右机壳按Φ64 mm止口组装为一体。机壳有上下两个轴孔,机壳内部上端孔所安装轴左端配有大齿轮,下孔轴左端装配小齿轮右侧紧配带*土稀**磁钢的外转子,上孔轴两端伸出机壳外30 mm,以便分别安装方孔摇手柄。值得关注的是当完成装配左、右端盖合拢时,上下二轴起到一面二销的定位效果,此时左右端盖已无相对活动的自由度,在侧面的4-Φ4.5 mm孔中塞入4个M4螺钉反面锁上螺母即可。
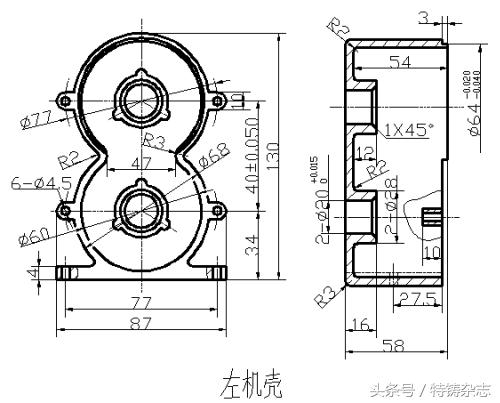
(a) 手摇发电机左机壳零件图
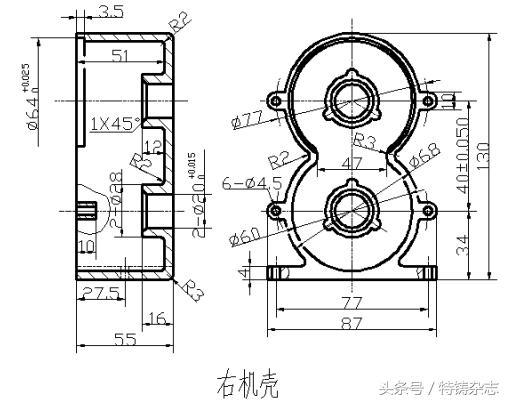
(b) 手摇发电机右机壳零件图
图1 手摇发电机机壳零件图
01
模具结构
鉴于机壳本身偏狭长,若采用侧浇口底部进料,即使机壳顶部能充满但会出现组织疏松甚至开裂现象,此外沿外轮廓去除浇口废料难度较大,因而选择中心浇口,其优势在于:①在分流锥19的作用下熔融的铝合金沿360°扩散,填充力强,阻力小,铸件外观质量好;②采用车削工艺切除浇口,切面光洁美观,工作效率高。采用设置在内缘轴承室和靠近外缘的全推杆推出机构,避免了若采用推件板机构所必须动用的二次推出机构;机壳底部2-Φ4.5 mm不在模具中铸出,而是将机壳铸件置于钻床夹具钻出,这样模具可不加设抽芯机构,又提高了机壳铸件在车床夹具中的定位精度。图2是适合于生产左、右机壳的压铸模具,一模两腔。
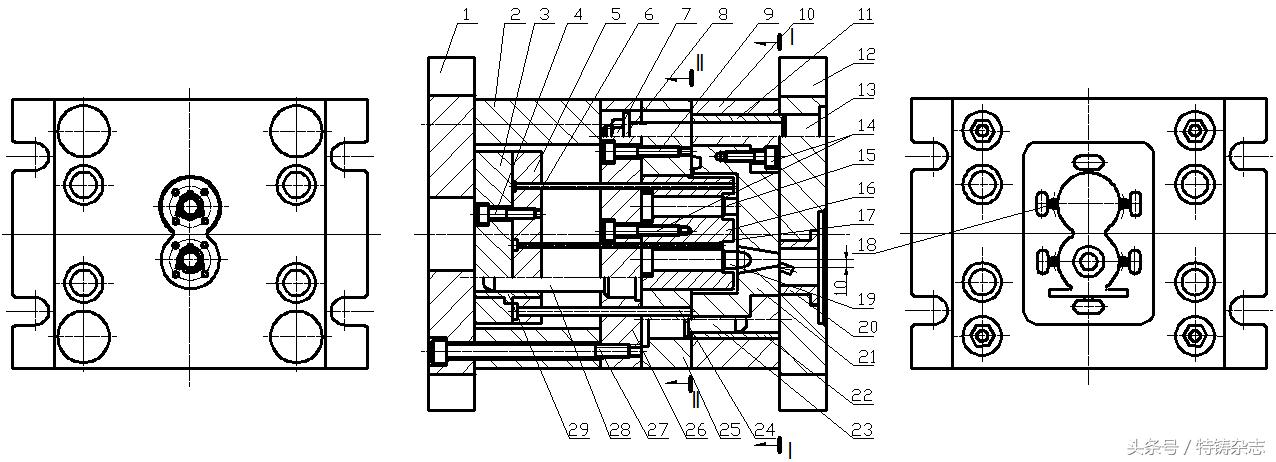
图2左(右)机壳压铸模
1. 动模底板 2.垫块3.推板.4、9、14、27.紧固螺钉5.推杆固定板6.推杆7.外六角螺母 8.垫片 10.定模型腔固定板 11、22导套12.定模板 13、23.导柱 15.手摇轴轴承室型芯 16.动模型芯 17.轴承室推杆 18.安装孔型芯 19.分流锥 20.浇口套 21.定模型腔 24.复位杆 25.动模型芯固定板 26.动模盖板 28.推板导柱 29.推板导套
机壳零件呈8字形,若将动模型芯16左侧固定端设计成传统的台阶形,那么铣刀加工81 mm长的型芯必定会因刚性不足而让刀,导致出现锥度使尺寸超差而无法装配,利用图3结构便可采用线切割加工,另用4-M6尾部螺钉紧固(件14),克服上述弊端。将机壳4-Φ4.5安装孔型芯18设置在定模,既改善了动模要容纳太多型芯的密集度,又因其脱模方向与铸件顶出方向相同,故有助于铸件的平稳推出,见图4。
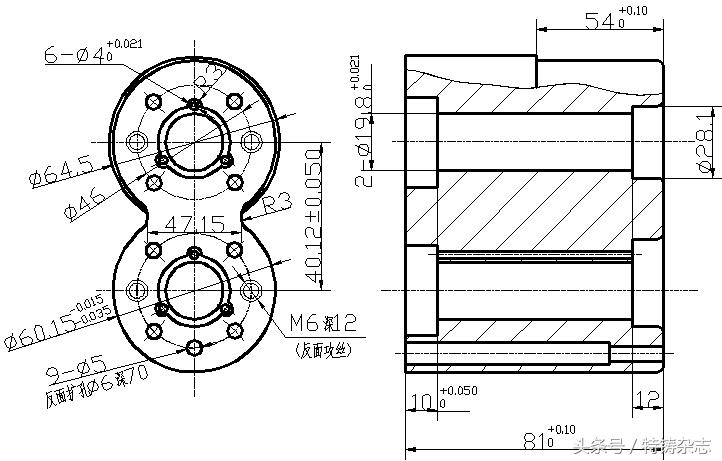
图3动模型芯
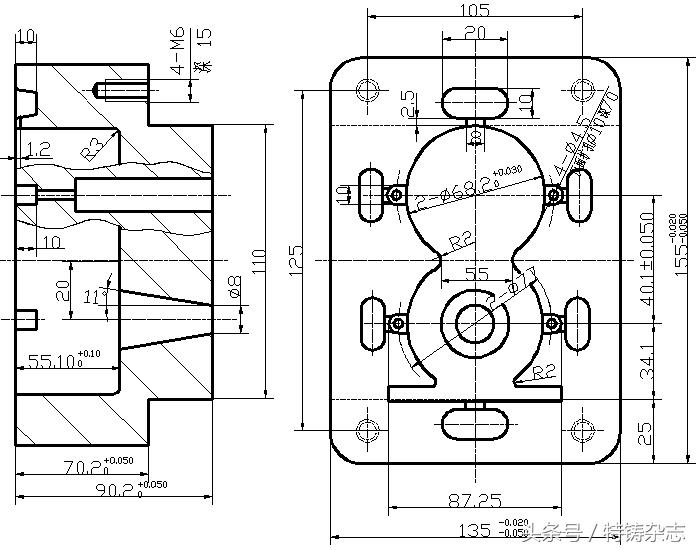
图4定模型腔
02
模具工作原理
将铝合金液(YL102)从J1113B卧式压铸机冷压室加料口注入,在压射冲头推进下进入螺旋槽浇口套20,随即铝合金在分流锥作用下沿360°被有序压入定模型腔21,经过增压冷却后开模,在浇口套内壁3条7°斜槽反作用下,浇口套内余料与包紧在动模型芯16上的铸件共同实施反向力,导致机壳铸件强度最薄弱的内浇口Φ8 mm处发生断裂,Ⅰ-Ⅰ分型面首先被打开;继续开模Ⅱ-Ⅱ分型面被打开,依托动模型芯16的包紧力,4-Φ4.5 mm型芯脱离机壳铸件,启动压铸机顶出缸,14根推杆可顺利推出铸件并取件,再次启动压射缸,以便压射冲头高速推动螺旋浇口套内的铝合金余料,使其在Ⅰ-Ⅰ分型面沿上述7°斜槽脱落掉地。重复上述操作,可进入下一个压铸循环。
特别指出的是,用好中心浇口的关键是如何运用最简单的机构确保在开模后使压室余料和直浇道在内浇口处顺利断裂,其中拉断机构中螺旋槽浇口套是最廉价最简捷的,并且螺旋角度值及螺旋槽深度的确定对成功与否至关重要。
左、右机壳套用同一套模具,在后道车削加工中巧妙地将左机壳改车成右机壳,从而节省了一套压铸模具;机壳底部的2-Φ4.5 mm整机安装孔采用钻夹具钻出,这样的工艺既避免模具复杂的抽芯机构,又提升了机壳铸件在车夹具中的定位精度;轴承室型芯(即分流锥19)已在轴承室头部作出1×45º倒角,省去了机壳压铸件轴承室车削时的倒角工序。
文章来源:《特种铸造及有色合金》2020年第40卷第07期