赵本山和宋丹丹小品《钟点工》有句台词说: 如何把大象装进冰箱里?
是不是觉得这个问题很困难,觉得这个问题很复杂呢?

其实答案很简单就分三步:
第一步:打开冰箱门
第二步:把大象塞进去
第三步:把冰箱门关上
虽然是脑筋急转弯的笑话,但从理论上讲,上面的三步可以把大象装进冰箱里。
那是用什么方法把大象装进冰箱里的呢?
答案就是:分解方法
世上无难事,只要肯分解
这两句话,邹军我实践了多年,很多年前编写工艺的时候,就利用这招,把产品图分解成工序图,在细分每工序如何装夹,用什么刀具,量具等等都会确定下来,从而形成工艺文件。
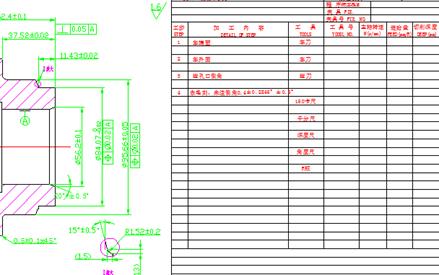
有了这个工艺文件,车间组织生产加工零件就容易多了,照着工艺文件做就行了。
这几年我一直分享数控编程方面的干货, 时不时在玩味“分解方法”这个厉害的大招, 今天,把部分成果与你分享,希望对你有所启发。
分解方法的 两个步骤:
第一步:牢牢树立一个思想,那就是世上无难事,只要肯分解
第二步:开始分解这件事
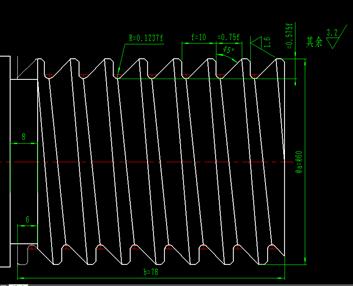
举个锯齿螺纹的例子,简图如下:(0-45°锯齿型螺纹)
说明:
锯齿型螺纹还有夹角为0°、3°、7°以及国外14.5°、45°的,车削这类锯齿型螺纹目前还没有现成的标准车刀。而用非标成型刀加工到一定深度,会产生很大切削力,将会产生切削过程中的振动,刀具的崩刃,断刀等情况。怎么解决呢?
办法如下:
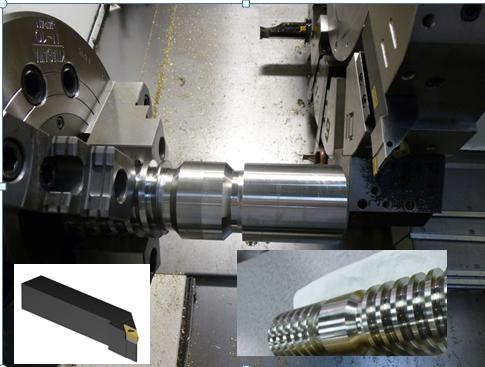
一、 刀具的选择
选择标准的仿型车刀。比如(VBMT )35°夹角的标准刀具。
刀杆型号:SVJBL 2525M 16
刀片型号: VBMT160404……
二、 程序的编辑(开始分解)
第一步:牢牢树立一个思想,那就是世上无难事,只要肯分解
第二步:开始分解这件事
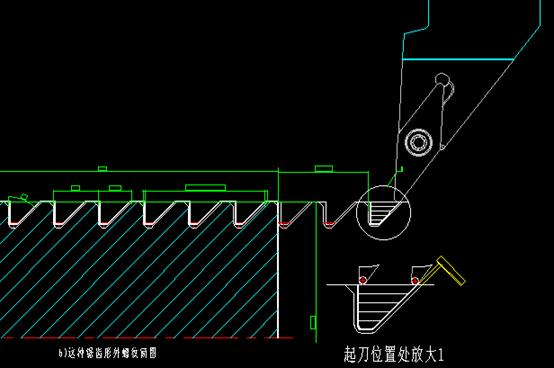
如上起刀位置示意图, 刀具X向切削一层深度,Z向“步进”至到达到左侧边,然后X继续下降一定深度, Z向“步进”,车到左侧边,依次类推…….
具体分解为两部分:
一、 X向的“分层” (解决螺纹牙高是否切到深度)
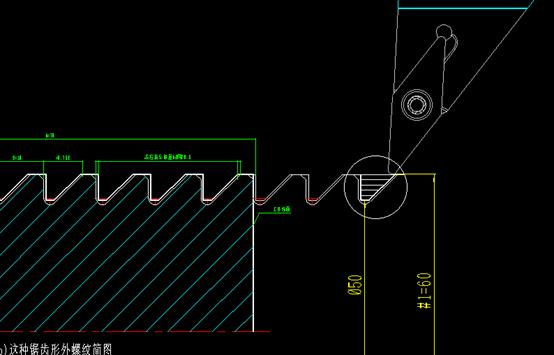
如上示意图:若设的变量#1=60代表工件的外径,要加工到D50(螺纹的小径)
又分解两个小问题:
① 怎么实现分层 ?
答:变量的自减 #1=#1-2 ,即 通过#1=60 这个初始值 开始自减 到螺纹的小径50
② 怎么控制加工的深度?
答:配合 IF….GOTO宏语句,即设置个条件:如果#1的值大于螺纹的小径的值,意味着没车完,就跳回去继续车。
二、 Z方向“步进”(解决牙宽是否加工到尺寸)
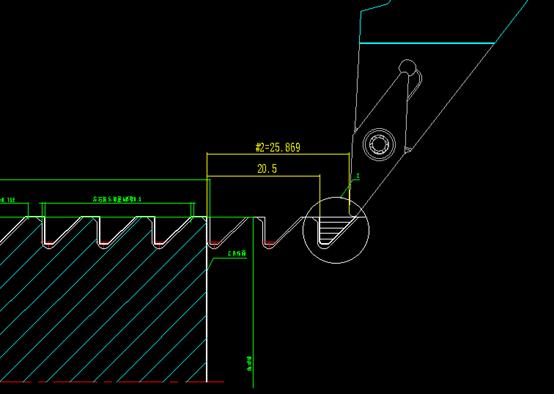
如上示意图,:若设置的变量#2=25.869为螺纹的(Z向)循环起始点,车到Z=20.5(两侧边及边留0.5mm余量,即粗车牙宽:5.369mm)
说明:
① 上图#2=25.869 是锯齿形螺纹右侧边到工件端面距离
② 上图20.5 是锯齿形螺纹左侧边到工件端面距离
分解两个小问题:
1, 怎么实现Z向“借刀”分层 ?
答:变量的自减,即#2=#2-1 (注意:#2的自减 和#1有对应关系,因为斜边为45度,若Z向借刀移动1mm ,直径X方向为2mm)。
2, 怎么控制加工的深度?
答:配合 IF….GOTO宏语句,即设置个条件:如果#2的值大还是大于20.5,意味着还没车到螺纹左侧边,就跳回去继续车。
简单吗?和上面X分层的程序如出一辙,就这样完成了Z方向的借刀。分析到这儿,你是不是思路清晰多了,我就直接上程序了,如下:
%
O1; [VX:soscnc ] 0°、45°正锯齿形外螺纹粗加工用宏程序)
N01 #1=60;
N02 #2=25.869;
N03 #3=#2; (把#2的现在值寄存在#3中)
N04 G54 S600 M03;(设定坐标系,指定主轴转速,主轴正转)
N05 T0101; (刀位号和刀补号)
N06 G00 X150 Z200; (快速到达总起始点)
N07 #2=#2-1; (算出将要车这层首刀的Z指令值)
N08 #1=#1-2; (算出将要车这层首刀前加第1刀的X指令值)
N19 G00 X120; (抬刀)
N20 G00 Z#2; (到达车这刀螺纹小循环起始点)
N21 X#1; (到达车这刀螺纹的起点)
N22 G32 Z-78 F10; (车这层中的一刀)
N23 G00 X120; (抬刀)
N24 #2=#2-0.3; (算出车这层下一刀的Z指令值)
N25 IF[#2 GT 20.5] GOTO 20;(如下一刀还没到粗车左边界就回上去继续车)
N26 Z20.5; (Z向到达车这层中最后一刀起点的Z向位置)
N27 X#1; (到达车这层中最后一刀的起点)
N28 G32 Z-78 F10; (车这层中的最后一刀)
N29 G00 X120; (抬刀)
N30 #3=#3-1; (算出下一层首刀的Z指令值,还存在#3中)
N31 #2=#3; (把下一层首刀的Z指令值从#3考贝到#2中)
N32 IF[#1 GT 50] GOTO 07;(如刚车的这层还没到最后一层就回上去继续车)
N33 G00 X150 Z200; (快速回到总起、退点)
N34 M05;(主轴停转)
N35 M30; (程序结束)
%
好啦 , 分解法是一个价值超级巨大的方法。哈哈!!!你觉得呢?