密码锁面板产品见图1,产品最大外形尺寸为178.00 mm x 50.00mm x24.50mm, 塑件平均胶位厚度2.00 mm,塑件材料为ABS,缩水率为1.005,塑件质量为30.90克。塑件技术要求为不得存在披峰、注塑不满、流纹、气孔、翘曲变形、银纹、冷料、喷射纹等各种缺陷。
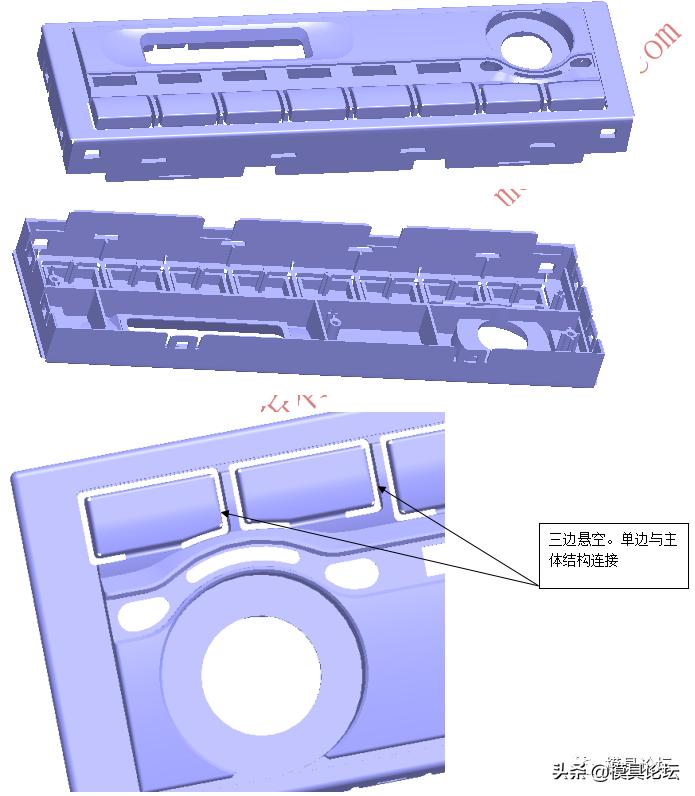
图1 密码锁面板产品图
塑件结构造型为长方形扁平壳体,塑件结构见附档3D图。从3D图可以看出,塑件四边均存在多个倒扣,需要设计滑块成型。塑件正面是外观面,表面存在多个孔,需要碰穿成型。边缘有8个并列的按钮,按钮三边悬空,只有单边与主体结构连接。这8个按钮在注塑时会填充困难,需要合理设计浇注系统。塑件背面有多个密集骨位,需要设计分割成镶件才能方便排气。
塑件生产批量巨大,考虑到塑件塑件四边需要设计滑块抽芯,模具设计型腔排位为1出1,模胚为简化细水口模胚FC3040(富得巴标准),因为塑件有一侧长边需要设计大滑块,采用简化细水口模胚可以节省模具空间,便于布置宽度较大的滑块。
塑件的8个按钮部位塑胶流动能力受限。这个塑件在模具设计时一定要认识到这一点。否则,第一次试模时就会发现塑件根本无法充填,壳子大部分部位都充满了,就是8个按钮位置打不满,无法正常注塑。因此,本套模具的难点在于浇注系统的设计。一般来说,这种塑件往往需要多个浇口。在现代模具设计中,有了先进的电脑软件辅助设计,利用模流分析软件可以帮助我们确定浇口数量和位置,从而对多个模具浇口设计方案提出优化设计方案。
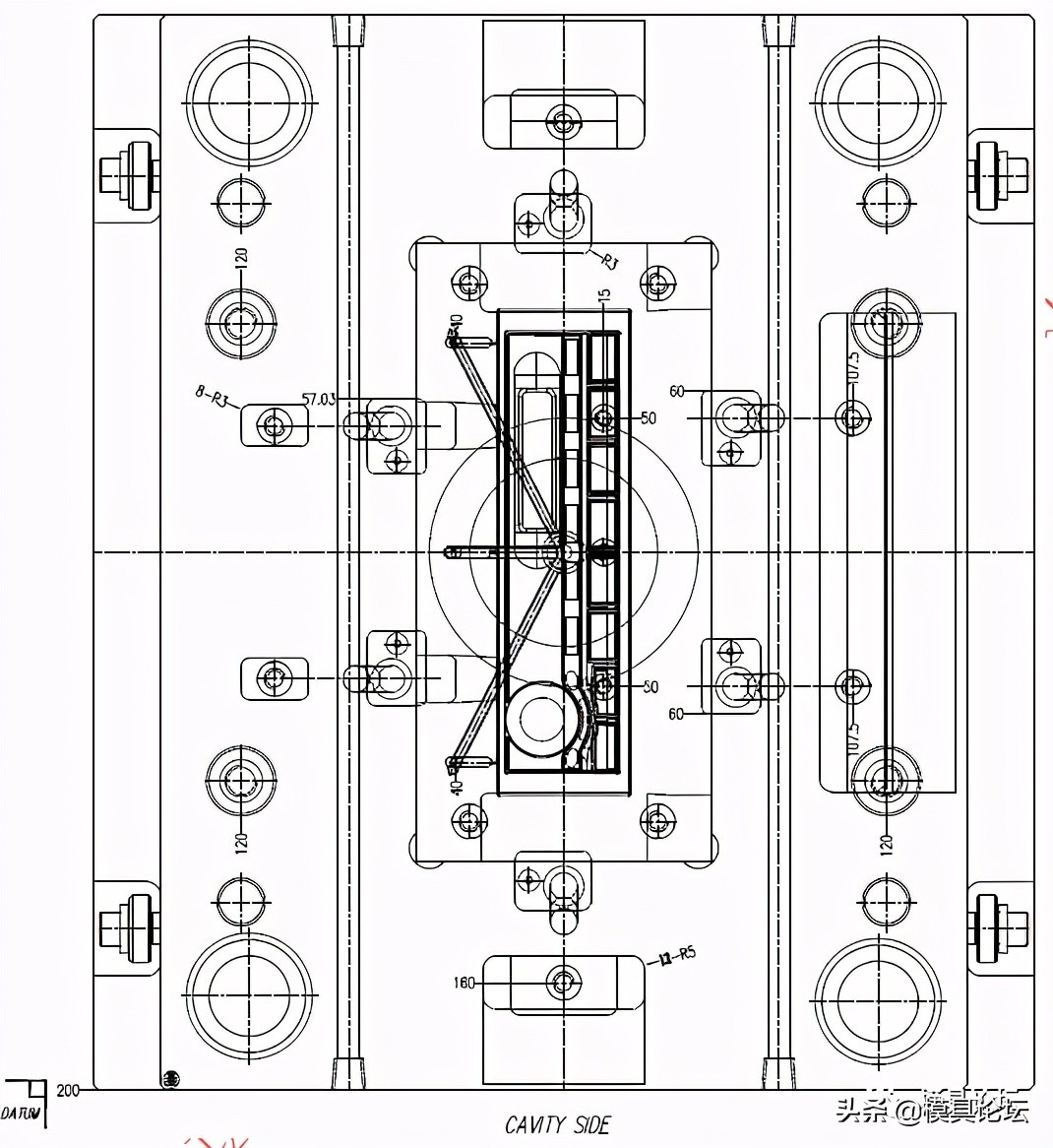
塑件顶面为外观面,无法设计浇口。侧面设计浇口,需要多点浇口才能有效充填,实际模具设计图见图2.
从图2可以看出,设计了细水口转潜伏式水口,3点进胶。浇口潜定模,开模后可以自行拉断。细水口转潜伏式水口,垂直流道的断点选在A板框底部,这样就可以减小垂直流道的长度,减小模板打开距离,便于注塑成型。
所有滑块均采用斜导柱驱动。大滑块和两个端面的滑块,由于面积较大,侧向力较大,设计了反铲结构,即滑块在动模设计斜面锁紧。两个侧面扣位的小滑块则没有设计反铲机构。
三板模具的开模驱动结构有很多种,本套模具采用了拉板驱动,拉板驱动成本较低,加工简便,不占用模具内部空间。设计拉板驱动时,需要注意,四个拉板在模具上需要设计在对称位置,同时不要与运水接头干涉。
塑件的顶出采用顶针、扁顶针和司筒顶出。
模具前后模均设计了冷却回路,确保注塑正常进行。
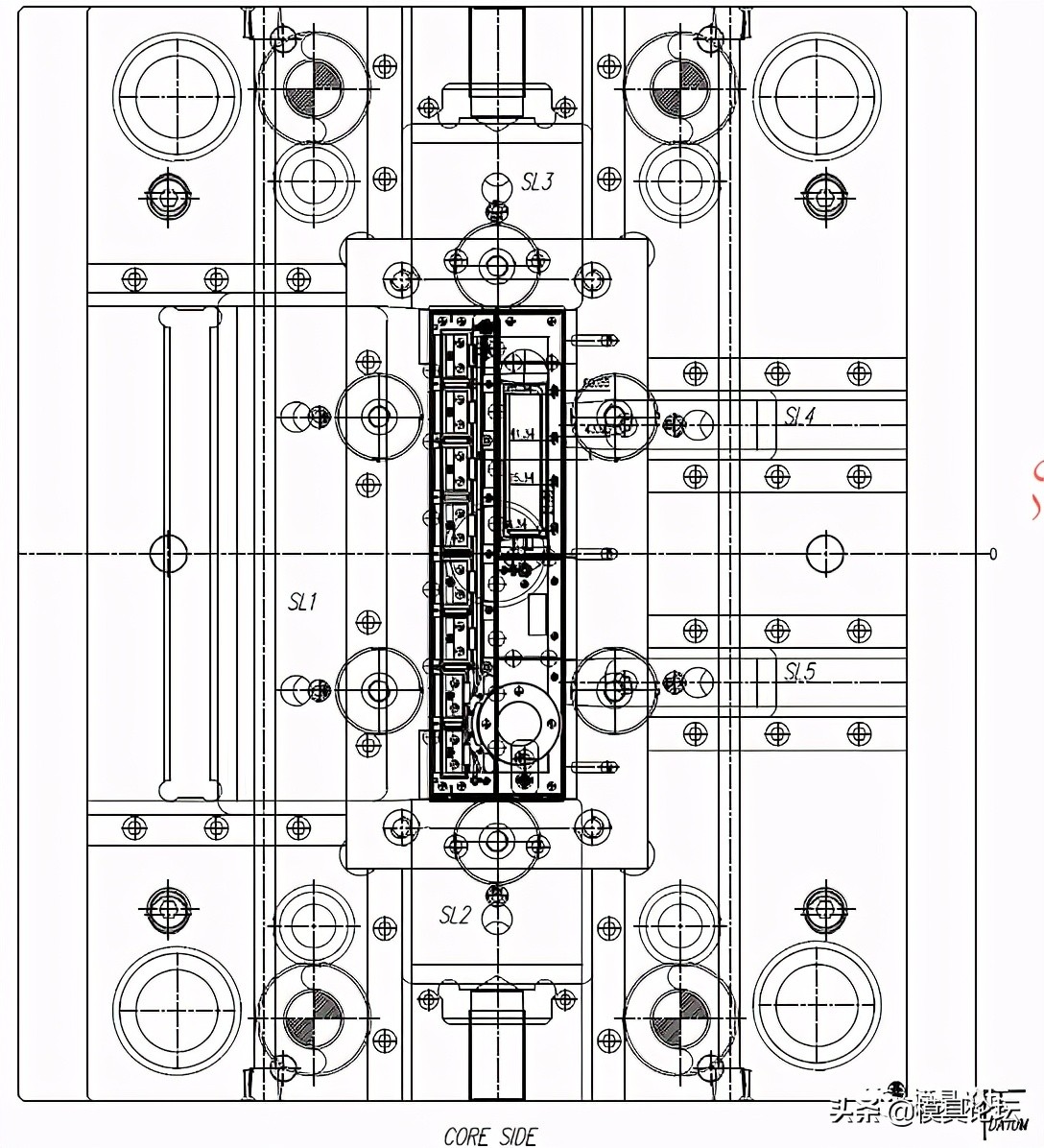
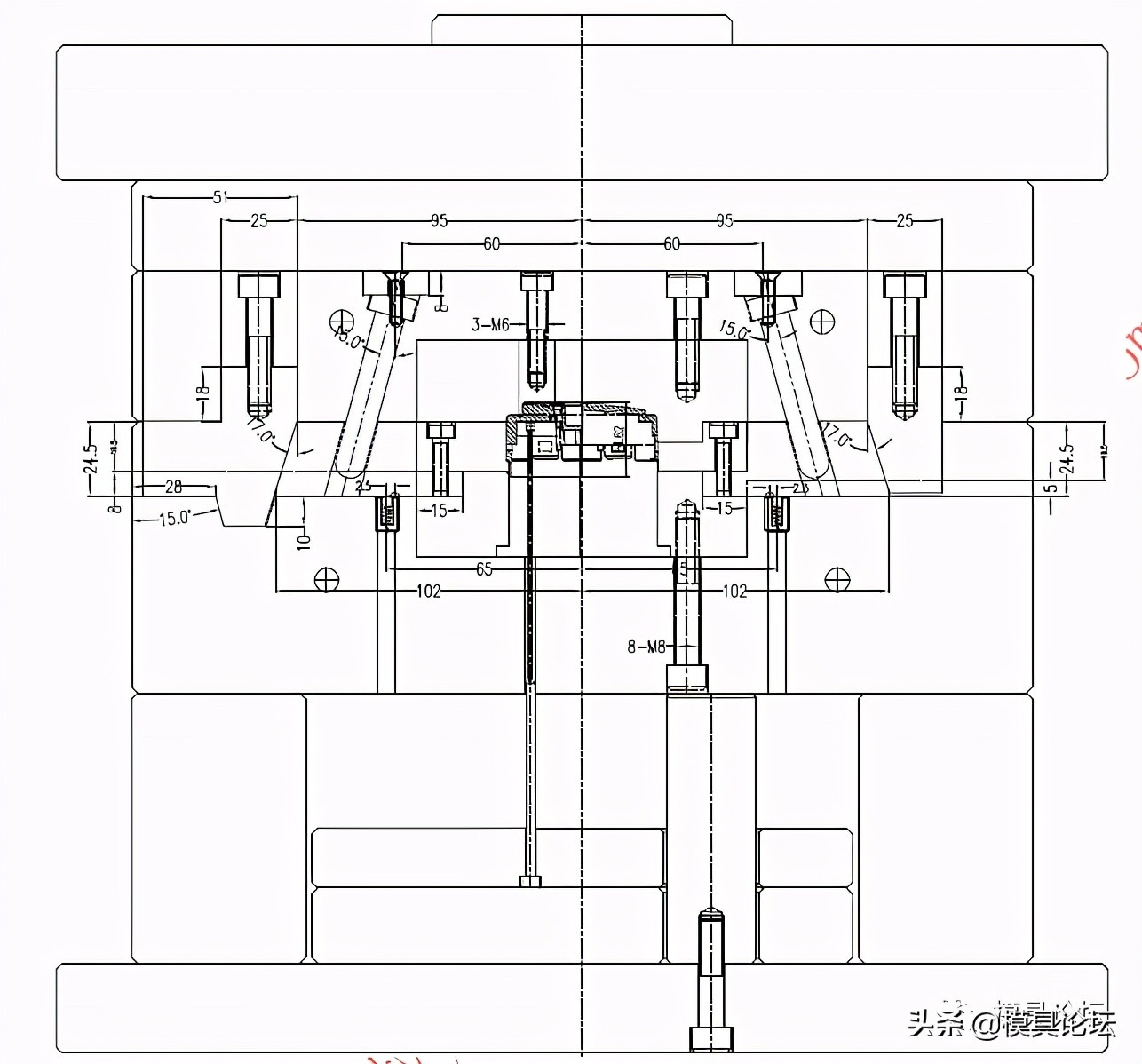
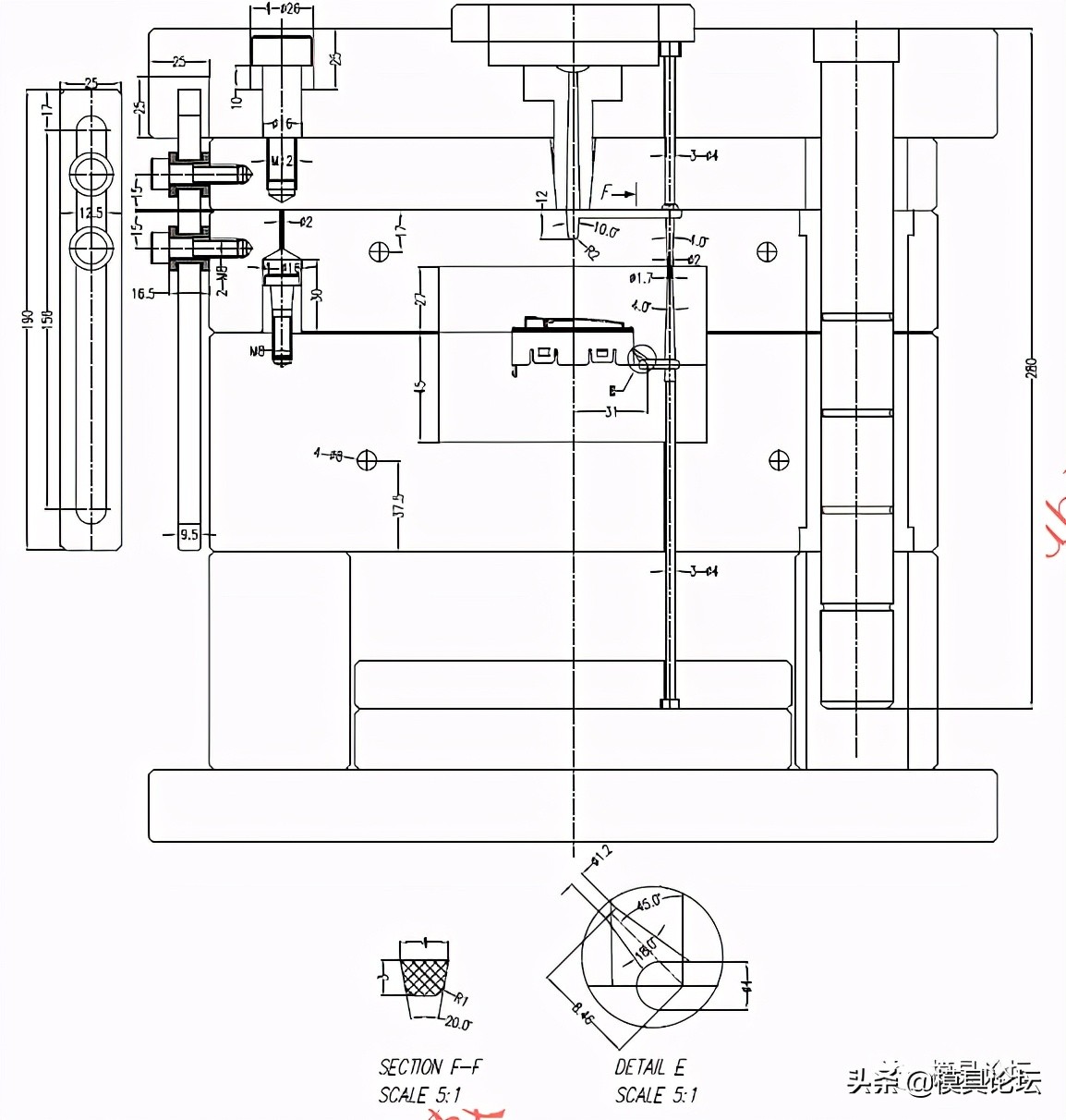
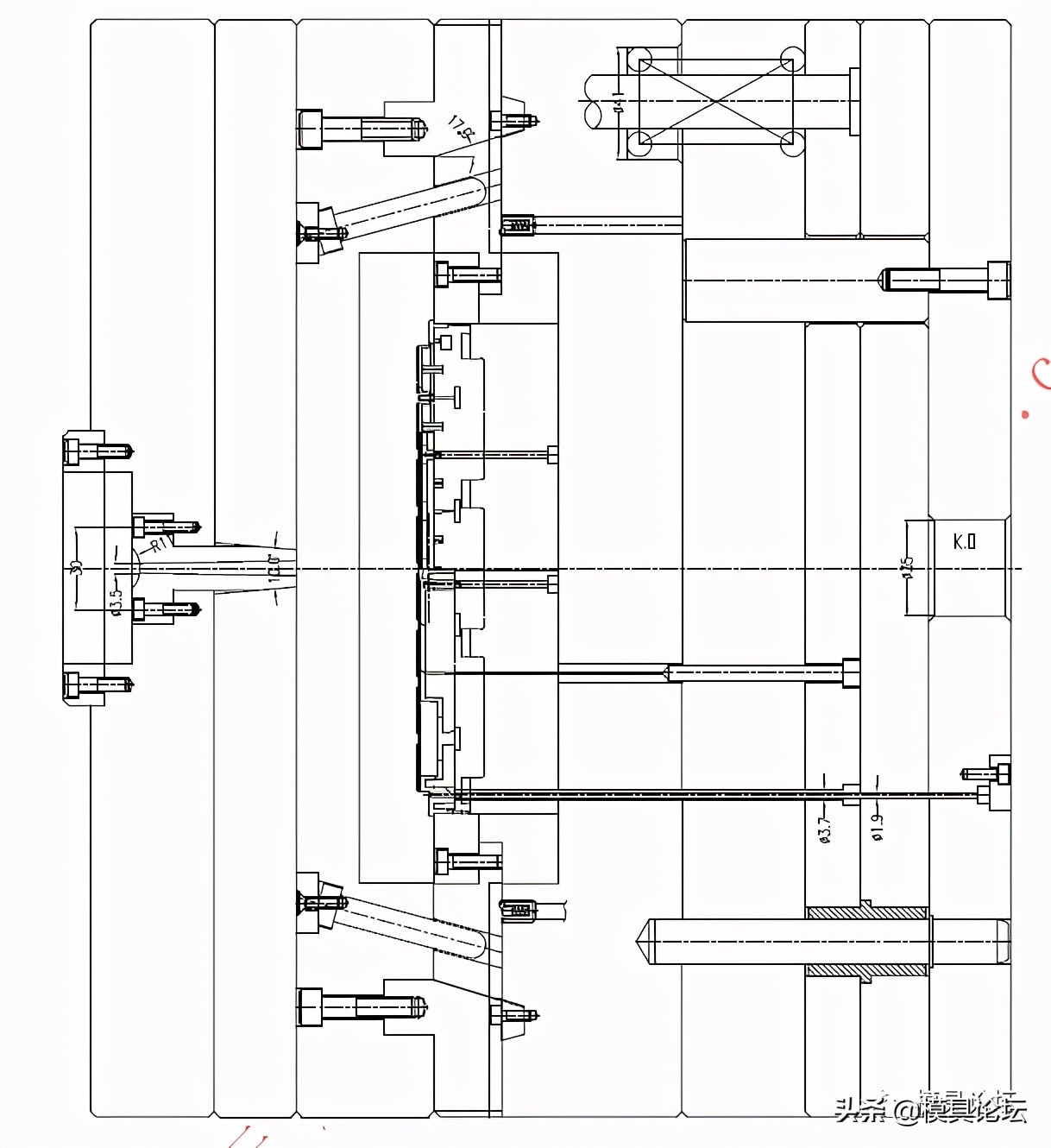
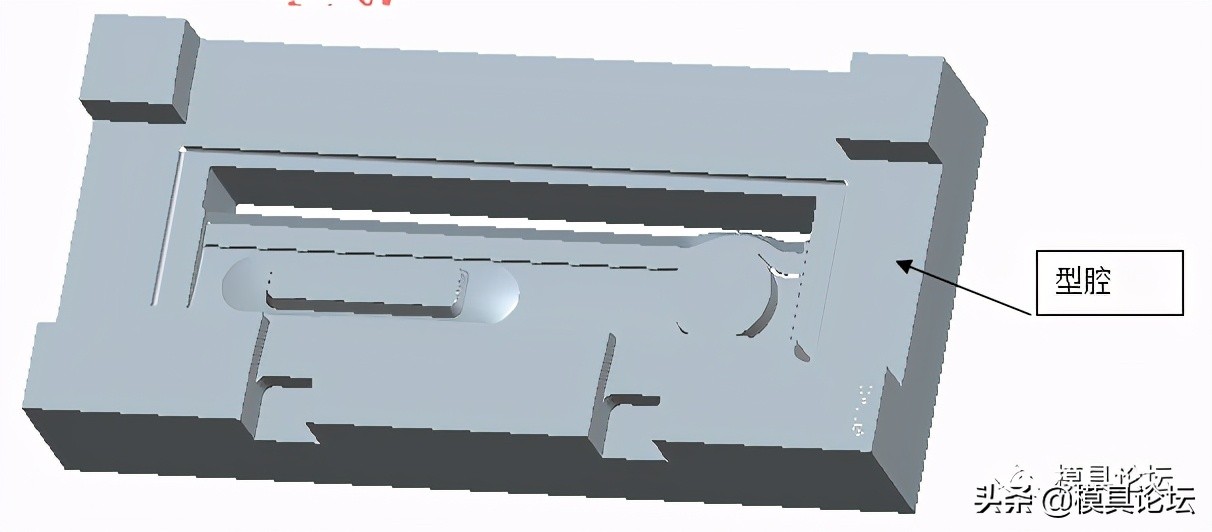
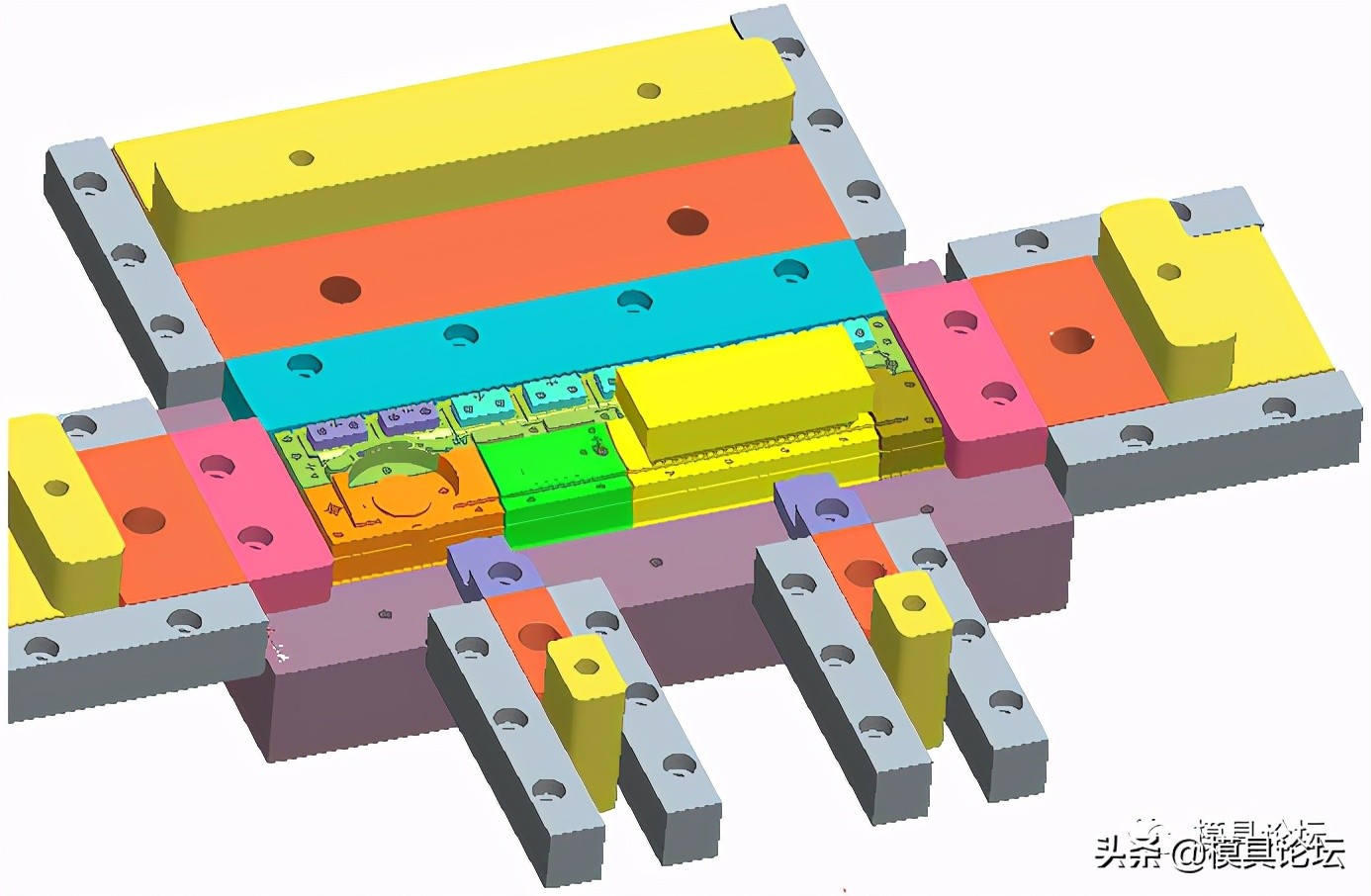
图2 密码锁面板模具图
模具论坛版权所有