激光焊接中,焊接的质量与优率一直是各大锂电池生产商中关注的重点,而同时,设备的稳定性也是关系到电池生产效率与优率的关键。
在锂电池电池的生产中,占据主导地位的激光器供应商仍然是进口的激光器居多,大多以IPG、通快、相干等,国内的激光器供应商,如华工、大族、海目星、联赢、锐科等,但是作为设备的使用者来说,大多数时候,焊接的优率确实对设备维护人员是一大考验,然生产中常见的一些激光工艺问题,接下来我们一起来分享。

目前方形铝壳电池的生产中,顶盖周边焊的焊接质量,对于电池组装生产影响十分关键,目前做到最好的生产优率,能达到99.5%(针对方形铝壳电池,壳体厚度0.6mm),但大部分的时候,都只能维持在97.5~98.5%左右,实际生产中,焊缝优率影响最大的还是以爆点和针孔比较多,紧随其后的比如虚焊、偏光等。。。
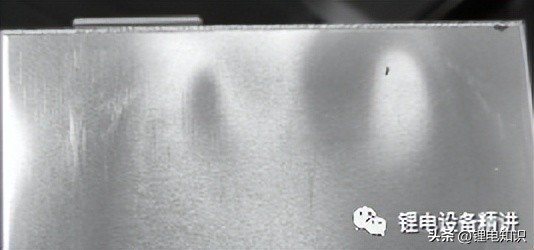
焊接时爆点的分析:
焊缝爆点

爆点形成的原因,目前各家电池生产商对于此现象形成的原因,众说纷纭,都没能给出一个十分完整的解答,下面总结的其中的一部分原因(以IPG 2000/2000 AMB激光器为例)。
杂质污染:在生产中认为,焊缝处爆点产生的直接原因来源于焊缝被污染了;
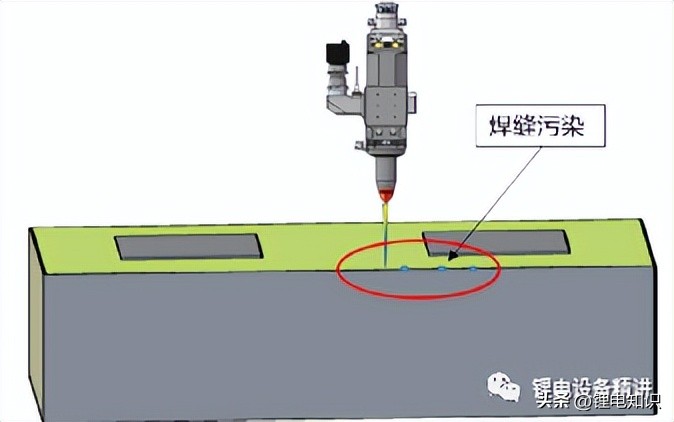
针对该现象,确实有很大的嫌疑。为何如此说呢?原因来源于方形铝壳电池生产中一个转接片的涂胶(某生产基地的实际情况)。
因为涂胶时,涂胶的胶嘴流出的胶,在高温下融化,但遇到空气又会凝固,但是点胶头在上升的过程中,与下方的转接片涂的胶,残留了极细的胶丝,虽然不多,但经过日积月累,设备上积累到的胶丝在电池的转运过程中,接触了铝壳顶盖,经过包Mylar、入壳、预焊等工序后,来到了顶盖周边焊,结果满焊的优率,直接从平常的98%左右,一路下降到了95.5%左右,爆点处经过放大镜观察,存在一些肉眼观测不到的胶丝,并且爆点处的颜色,与正常焊缝有区别。
于是工程师在对前段设备进行维护与检修,并组织设备5S维护,该现象得以改善,故此一些工程师认为污染是引起爆点的直接;
水分:一部分工程师认为,爆点产生的原因,缘于壳体来料的水分。
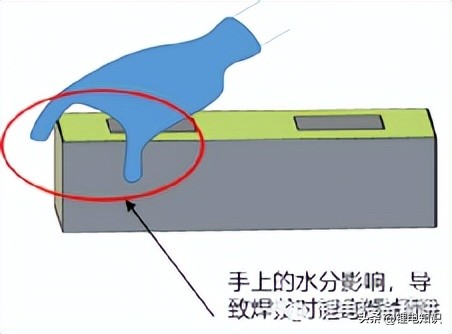

因为在观察大量的爆点,分析大小、颜色、位置等之后,相关工程师发现,除去明显污染引起的爆点,大部分的爆点颜色都为铝合金的颜色相近,故认为是因为水分在激光的高温下,快速蒸发并且等离子化,形成了气体,导致焊缝冷却时,气室的形成,让熔化的铝液,没法填充回去,形成的爆点。
为此,工程师发现一个现象,在电芯生产中,凡是生产员工手工投料进行激光焊接时,焊缝的优率直线下降,并且观察爆点周边时发现,有指纹存在,然后让生产员工带上橡胶手套,继续投料,爆点情况减少,但是过一段时间,又出现了较多的焊接爆点,检查发现,员工虽然戴上了橡胶手套,但是橡胶手套不透气,手套里面已经有大量的小水珠,并且因为反复拿电池,橡胶手套部分已破裂,焊缝处又因为有水分的存在,爆点增多,故工程师认为水分是爆点产生的另外一个重要原因;
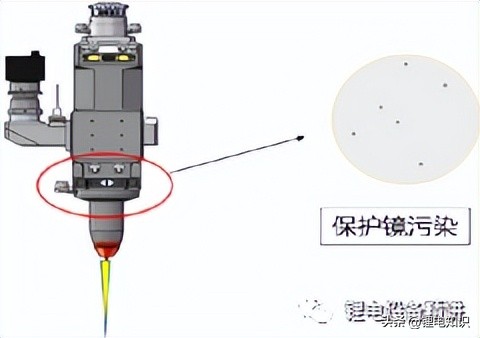
激光器光学系统:生产员工与工程师在长期的观察中发现,在每一个班进行生产时,对激光焊接系统中,更换准直保护镜片,能够让不良品的数量明显减少,保护镜片在更换完成的1~2小时内,焊接爆点的出现概率非常小,大约出现数量为3~10个/2000pcs,但是在3~4小时,4~6小时,6~8小时等阶段,爆点的数量开始成倍增长,于是工程师做了联系一周的统计,对保护镜片4小时左右进行更换,比8小时更换保护镜片,不良品产生的数量要下降0.5~0.8%,经过分析,认为是激光焊接时,出射头在焊接中,保护镜片受到焊接粉尘以及焊渣的污染,降低了激光束的质量,甚至影响了光路,导致焊接爆点的出现。
由于这些相对比较容易观察到的原因,经过工程师的一系列改善举措,焊接的优率确实得到了改善。
比如说为了去除壳体的水分,对壳体进行热风辅吹,预热焊缝的同时,还减少壳体的水分;
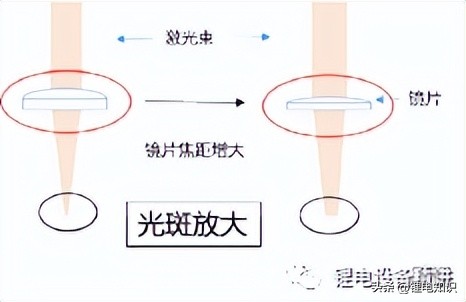
一部分对激光束进行了调整,让光斑变大,使得焊缝能提前得到预热,这就需要改变激光出射头的一部分配置,相对有效果的,聚焦镜的焦距变大;
这些方法都可以对焊接爆点的现象有所改善,但始终无法完全消除,激光焊接的工艺,还需要更进一步,或许不久的将来,会有更好的解决方法。
车载香水空气清新剂持久留香固体香膏车内装饰摆件
¥29.9
购买