麻烦看官老爷们右上角点击一下“关注”,既方便您进行讨论和分享,又能给您带来不一样的参与感,感谢您的支持!
前言
最近,对铝合金的需求增加,以生产重量更轻的高效车辆,能够减少燃料消耗和有害排放。这使得开发高性能铝合金成为必要,特别是在它们的机械性能方面。发现铝合金的机械性能高度依赖于合金的夹杂物含量,尤其是双氧化膜缺陷或双薄膜的出现类型。
实验步骤
在本研究中,通过重力铸造生产A35*合6**金(Al-7%wtSi-0.3%wtMg)的铸件。下表中给出了供应商证明的合金化学成分。据报告,测量的准确度≤0.005%重量。考虑砂型铸造过程的两个因素:流道厚度和铸件的氢含量。此外,确定了四个响应:UTS的威布尔模量和位置参数,以及伸长率的威布尔模量和位置参数。每个参数在两个水平上变化:“1”和“1”因此,该实验包含4个显著因子的组合,全因子实验(设计矩阵)如下表所示。

使用Design-Expert软件版本7.0.0(Stat-EaseInc.,Minneapolis,USA)应用两水平全因子设计来探索两个选定参数的效果及其交互作用。图1显示了在这项工作中用于生产树脂砂模具的模式草图。
浇口比定义为主流道出口横截面积“as”与流道横截面积“Ar”和内浇口横截面积“Ag”之比[As:Ar:Ag]。在当前的研究中,主流道出口具有13×10mm的矩形横截面。流道也具有宽度为20mm、厚度为10或25mm的矩形横截面。内浇口横截面是直径为11mm的圆柱体。
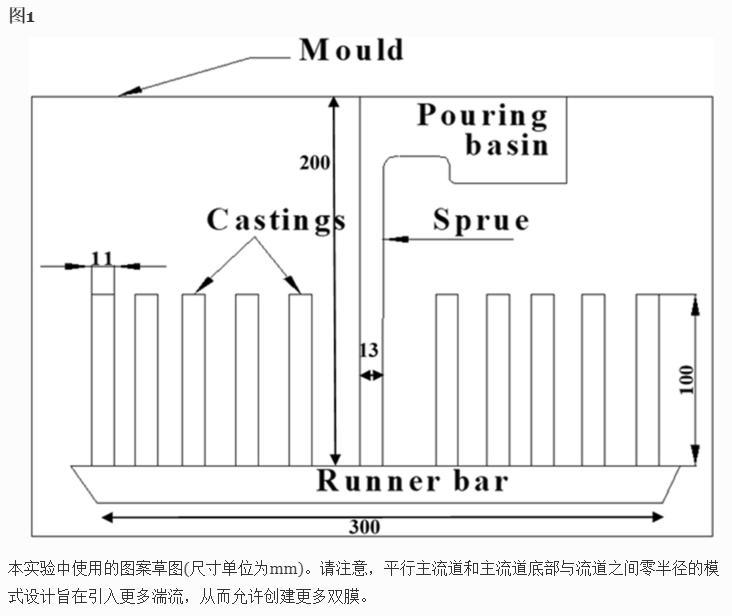
为了制备模具,使用了两种类型的树脂作为型砂粘结剂:三甲基苯中的聚合物多元醇(35–50%)和高沸点芳香族溶剂中的二苯基甲烷二异氰酸酯(60–80%),各自的百分比为0.6%。该模具由10根长度和直径分别为100和11毫米的测试棒组成。对于表中列出的四个实验中的每一个,铸造两个模具(20个测试棒)。
在每个实验中,在感应炉中熔化6千克A35*合6**金装料,然后在约0.2巴的部分真空下将熔体保持在800℃的温度下2小时,以促进大多数氧化物膜(已经存在于装料中)的膨胀以及它们随后漂浮到熔体表面。
这样,旧的氧化物夹杂物可以被消除。39,40然后将熔体从约1米的高度注入砂模中(温度约为700℃)。因此,浇注速度估计约为4.47米/秒。这是为了产生和夹带新的双氧化膜缺陷,并将其引入熔体。熔体完全充满模具所需的时间确定为约7秒。
为了评估铸件的氢含量的影响,将实验分成两类:第一类(低氢含量(实验1、2))和第二类(高氢含量(实验3、4))。对于实验3和4,将熔融金属倒入实验前一天准备好的砂模中。然而,对于实验1和2,为了确保获得具有低氢含量的铸件,使用喷枪对熔体进行氩气脱气,并且使用AlSCAN检验氢含量铥装置30分钟后再倒。
此外,为了消除这些实验中熔体从模具壁上吸收的氢气量,在实验前将模具保持在约0.5巴的减压下14天。提出这种方法是为了除去粘结呋喃树脂砂模的树脂中存在的大部分溶剂。32最后,实验1和3的流道高度为10毫米(薄),实验2和4的流道高度为25毫米(厚)。流道高度的适当选择将防止流过它的熔体喷射到空气中,从而带来重新产生氧化物双膜缺陷的相关风险。在铸造操作之前、之中或之后,不进行任何金属处理。
固化后,对于四个实验中的每一个,从棒条上切下样品,用LECO进行分析铥氢分析仪,用于不同实验中铸件的固态氢测量。然后从固化的铸件中加工出拉伸测试棒,其标距长度和直径分别为37和6.75毫米。
每个实验生产20个测试棒。用WDW-100E万能试验机以1毫米/分钟的拉伸速率进行测试。使用双参数威布尔分布评估UTS和伸长率结果,以评价不同铸造参数对铸件拉伸性能分散性的影响。最后,使用装有能量分散X射线分析仪的PhilipsXL-30扫描电子显微镜(SEM)检查测试棒的断裂表面,以寻找双薄膜的证据。
结果
在目前的工作中,A35*合6**金熔体首先保持在真空下,以消除原料中先前引入的氧化物的影响,并确保生产的铸件之间的可变性主要是由于生产它们的铸造条件的变化。这些条件(因素)包括流道厚度和凝固铸件中的氢含量。对不同实验的结果进行了解释,以更好地理解铝合金铸件中双膜的行为。
结果表明脱气处理以及在浇注前将砂型保持在减压下一段给定时间对铸件氢含量有显著影响。从固化的未脱气铸件(实验3和4)和脱气铸件(实验1和2)切割的Leco样品的平均氢含量为0.24和0.12cm3/100g。实验1和2中氢含量的显著减少归因于在浇注前脱气处理将减少熔体中氢的量,以及在使用前模具的真空处理似乎将浇注的熔体从模具壁吸取的氢的量最小化。
在Green和Campbell的早期研究中,表明威布尔分布比正态分布能更好地分析铸造金属在机械载荷下的失效概率。两个重要的术语被用来描述这种分布:位置参数和威布尔模数。位置参数是大约63%的样本不合格的特征值。
威布尔模量是对数-对数威布尔累积分布数据拟合直线的斜率,用于描述所检测属性的可变性。较大的模量显示出较低的性能分布。由于铸件具有较少的缺陷,它将经历更高的威布尔模量和其机械性能的位置参数,这表明更高和更可再现的性能。当前的研究采用了双参数威布尔分布来量化通过采用不同的铸造参数获得的铸造金属的UTS和延伸率的可变性。
在当前的研究中,确定了来自不同实验的测试棒的UTS和伸长率的威布尔模量和位置参数,并将其视为实验设计的响应。下表列出了所进行实验的铸造条件和不同性能的相应威布尔分析结果。

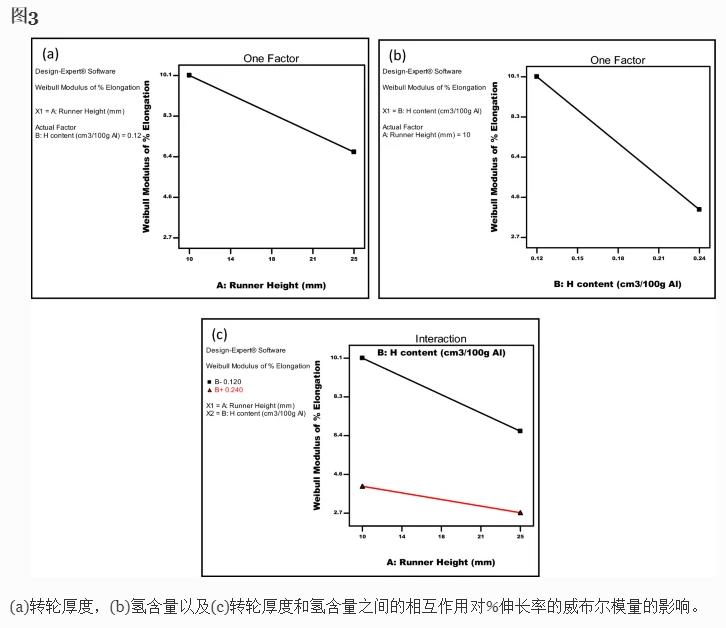
图2a、b和c分别显示了流道厚度、氢含量以及这两个参数之间的相互作用对UTS的威布尔模量的影响。与伸长率相关的相应曲线如图3所示分别是a,b,c。
结果表明,随着流道厚度和氢含量的减少,两种模量都一致增加。在25毫米和0.24厘米的流道厚度和氢含量下3/100gAl时,UTS的威布尔模量和伸长率分别为4.2和2.7。将厚度减小到10mm,模量分别提高到6.7和4,同时氢含量降低到0.12cm³/100g铝分别将模量提高到9.8和6.6。
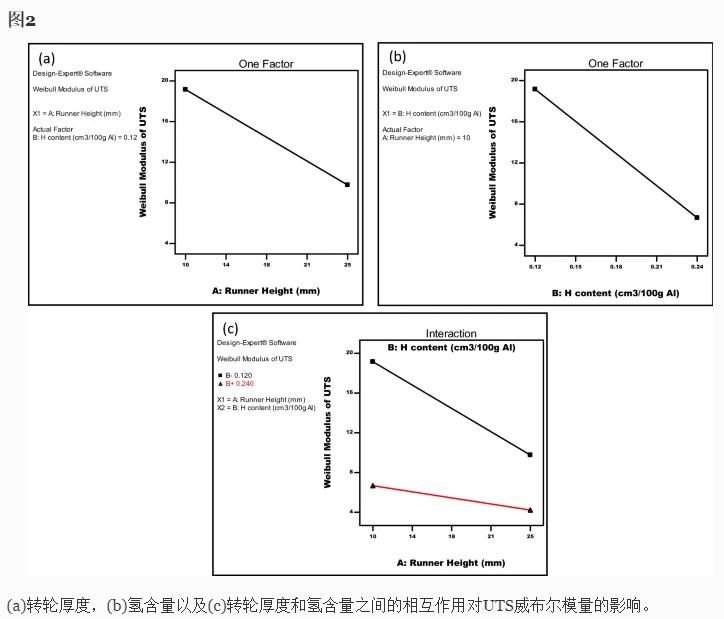
然而,采用较薄的流道和应用脱气和模具处理(这导致氢含量降低到0.12cm3/100gAl)导致模量显著提高,UTS达到19.2,伸长率达到10.1。
最后,结果表明,如图2c和3c所示,流道厚度和氢含量之间的相互作用对两个模量也很重要在较低的氢含量下,流道厚度对两个模量的相反影响更明显。同样,氢含量对威布尔模量的影响在较小的转轮厚度下更加明显。
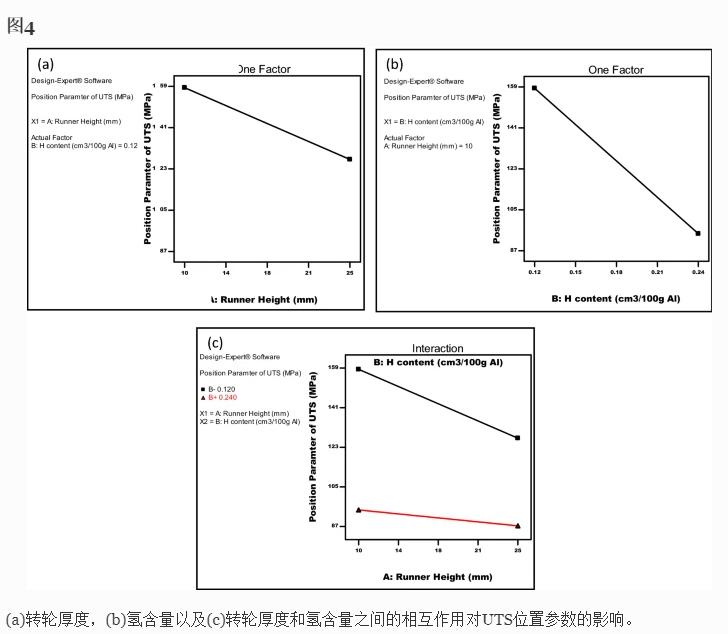
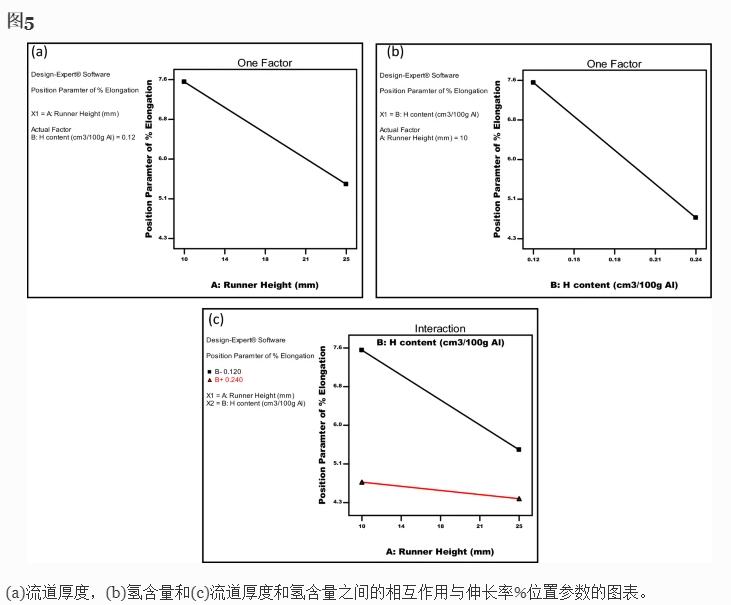
流道厚度、氢含量以及两个铸造参数之间的相互作用分别对UTS位置参数和伸长百分比位置参数的影响如图所示4a、b和c,以及图5分别是a,b,c。
UTS和伸长率的位置参数的变化显示出与两种性能的威布尔模量相当的趋势。通过降低流道高度和氢含量,UTS的位置参数从87MPa提高到158MPa,伸长率从4.4%提高到7.6%。此外,这两个因素之间的交互作用也揭示了显着影响两个拉伸性能的位置参数。降低氢含量引起了流道高度和UTS位置参数之间的关系(图4c)和伸长率(图5c)更尖锐,反之亦然。
一般来说,很明显,薄浇道的使用以及倾向于使铸件的氢含量最小化的铸造程序的应用对两种拉伸性能的威布尔模量和位置参数的提高具有显著的影响。如图所示2,3,4和5实验1中生产的铸件的性能在所有铸件中是最高的,其中低氢含量铸件是使用薄浇道生产的。这表明铸造性能已经得到改善,并且它们之间的可变性已经降低。
使用实验数据,执行使用方差分析(ANOVA)统计方法的因子分析,以确定所研究的参数(浇道厚度和铸件的氢含量)及其对UTS和伸长率的威布尔模量和位置参数的相互作用的标准化效果。
下表总结了一系列因素及其相互作用,以及每个因素和相互作用的影响。其效果是当因子从“1”电平变为“+1”电平时,响应发生变化。换句话说,给定因子A的影响是A的“+1”和“-1”级响应的平均值之间的差异。影响的正值表示有利于优化的线性影响,而负号表示参数对所研究响应的相反影响。
可以清楚地看到,流道厚度和氢含量对本研究中评估的四个输出都有拮抗作用,见下表,如不同反应的两个因素的所有主要效应的负号所示。方差分析结果还表明,氢含量对四个响应的标准化效应总是比流道厚度的效应高1.5至2.7倍。这清楚地表明前者对铝铸件的再现性有更大的影响。

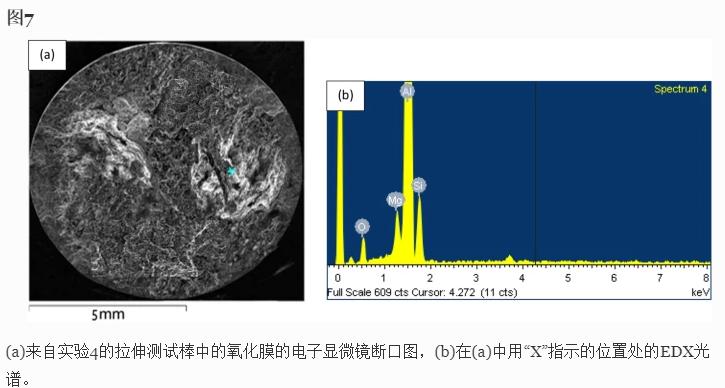
在本研究中进行的四个实验中,在样品的断裂表面检测到了双膜缺陷。来自实验1和4的这种缺陷的典型例子如图所示。可疑氧化膜的EDX检验结果,如图所示6b和7b分别证实了尖晶石薄膜存在于这些表面上。
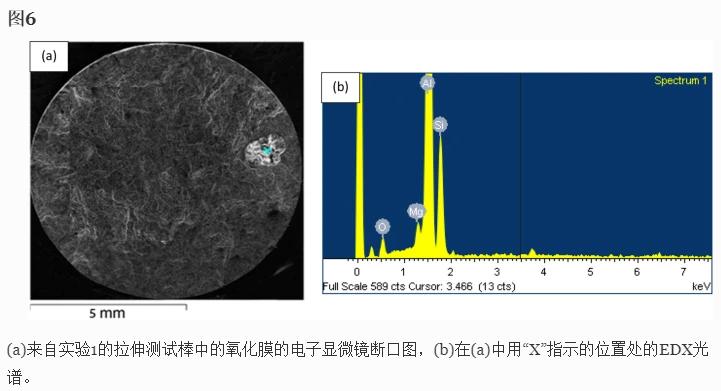
结果表明,在实验1的试样的断裂表面上检测到的氧化物碎片的面积比实验4中检测到的面积小得多。这被认为是前一个实验的氢含量明显较低的结果,这是由于脱气的应用以及薄流道的使用,这似乎使模具填充期间的氧化膜夹带最小化。
讨论
以前的研究工作表明,使用设计不良的浇注系统,高度≥25mm的流道与大量双膜缺陷的形成和夹带有关。他们还主张,由于双膜的内(干)面之间缺乏结合,固化过程中排出的氢进入缺陷,并容易像气球一样膨胀,在最终铸件中产生氢孔。在目前的工作和实验4中,故意使用不良的模具设计,同时应用铸造实践来生产具有高氢含量的铸件。预计这将违反临界内浇口速度,并因此导致大量氧化膜的夹带。
此外,本实验中铸件的相对高的氢含量(约0.24厘米³/100gAl)预计会增加氢气进入双膜并增加它们的尺寸。通过比较图中所示的测试棒断裂表面上覆盖有氧化层的区域,可以容易地识别出这一点6和7,分别对应于实验1和4的铸件。
这导致在实验4中生产的铸件的拉伸性能显著下降(UTS的位置参数和伸长率分别为87MPa和4.4%),并且还扩大了它们的分布(UTS的威布尔模量和伸长率分别为4.2和2.7)。DoE结果,将流道厚度从10mm增加到25mm会对UTS的威布尔模量和位置参数分别产生约6MPa和19MPa的负面影响,并对伸长率的威布尔模量和位置参数分别产生约2.4%和1.2%的负面影响。
可以认为,降低流道高度将增强前进的弯液面保持连贯的能力,并使金属前沿(在其通过流道期间)的飞溅和分解更加困难。这将允许熔体在模具内更平静和更平滑的流动行为,降低内浇口速度,最小化氧化膜的形成,从而提高拉伸性能。
总结
因子分析显示,降低A356铸造合金的氢含量对UTS威布尔模量和伸长率威布尔模量分别具有大约9和5的显著正效应,这是降低浇道厚度的相应效应的大约两倍。DoE结果还表明,氢水平对UTS和伸长位置参数的影响更大,分别具有52MPa和2%的效果,这也分别高于减小流道厚度1.7和0.6倍的相应效果。优化的铸造条件包括实施10mm厚的流道和减少0.12cm的氢含量3/100g铝使UTS的威布尔模量和伸长率分别提高了约360%和73%。