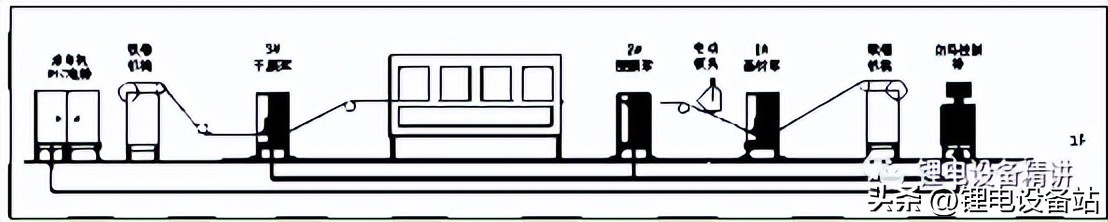
涂布机市场最大的过辊宽度已经做到1600mm,生产速度普遍≥60m/min,涂布宽度和速度的提升,增大了横向面密度的调试难度,对人员调试技能要求更加高。当前人员调试提升COV,调试效率方面已经到达瓶颈,全自动闭环控制系统出现解决部分对人力的依赖,提高涂布COV。
目前横向自动闭环调节主要的难点在于模头和面密度仪的数据处理及模头精准调节,目前已经投入使用案例模头厂商,国外松下,国产曼恩斯特。以下对涂布模头闭环系统调节进行详细讲解。
闭环控制:组成
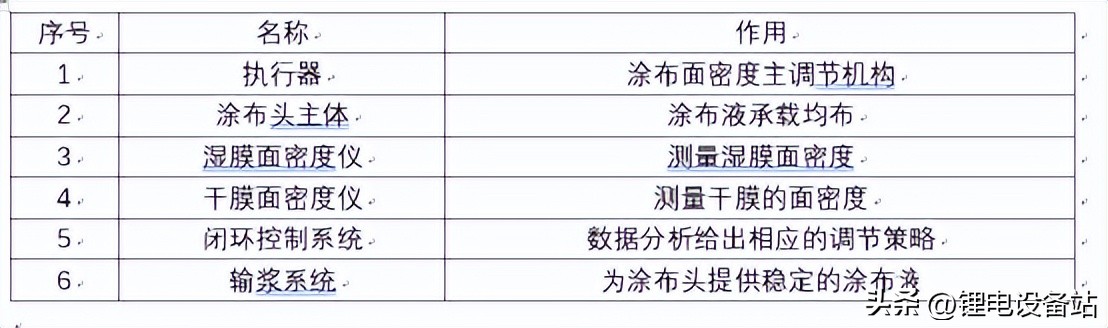

全自动闭环控制系统方案——流程
1、信号采集
实时采集面密度数据,工艺参数、涂布参数、T型块位置参数等信并保存下来
2、数据处理
采用数据过滤算法,根据上模T型块的安装位置计算新的分区数据
3、范围设定
分析横纵向分区数据与目标值得偏离情况,迅速控制调节策略
4、调节输出
及时生产的调节任务下发给电机执行系统,驱动T型块精确上下移动
全自动闭环控制系统方案——流程讲解
1、信号采集
闭环控制系统通过标准工业协议,接入并实时采集面密度测量数据、涂布机运行数据、电动模头执行系统的信号数据,存入数据库中。
1.1 面密度数据
1.制定统一标准的数据接口文档,可同时获取多架的面密度分区数据、毫米数据、趟号等测量信息以及生产规格等生艺参数
2.提供丰富的主流面密度仪厂商数据接口,实现快速对接
3.干膜闭环:接入干膜面密度数据;
4.湿膜闭环:接入干湿膜拟合数据;或者,接入干膜面密度数据及湿膜信号数据,自行进行干湿拟合;

1.2 干湿拟合
干湿膜拟合算法简介:
1.记录n组湿膜测量的信号值;
2.精确对位后,截取对应的n组干膜测量的面密度值;
3.采用均值等方式建立湿膜信号值x与对应的干膜面密度值y的函数模型公式y=f(x);
4.根据实时获得的新的湿膜信号值x,计算出当前湿膜的面密度值y;
5.函数模型持续动态计算更新;
2、数据处理

Part1:分区对齐算法
通过采集毫米数据,对毫米数据的数值及分布情况,结合基材位置和模头位置的关系,
确认T块机械位置与分区区域边缘对齐,以确认T块实际控制的横向范围,便于换型时智能识别有效的调节T块ID
Part2:趋势数据计算
为了避免实时数据的波动对闭环系统的影响,闭环依据的干湿膜面密度数据是趋势数据而不是实时数据:
1.获取n次连续采样的实时数据。
2.采用平均等方式,计算趋势数据。
3.分区趋势数据用于横向闭环调整;整体趋势数据用于纵向闭环调整。
Part3:湿膜与干膜数据验证
实时对比分析湿膜和干膜各个分区的偏差值,满足拟合最佳系数值,启动湿膜调节算法,不
满足时,可选择干膜调节算法,支持2种方式切换
3、策略生产
数据分析
计算各个分区与目标值的差值,确定偏离区间
输出执行
控制线:黄线是目标值±预警公差;蓝线是目标值±A%*预警
公差;红色是目标值±公差;绿线是目标值。
调节策略:采取5趟(可设定)进行计算分区趋势值。参与调节
的为主调节,相邻的为次调节,各有三级调节.
纵向调节:如果整体大部分偏高会降低泵速,反之增加泵速
4、调节输出
执行机构 核心部件—步进电机
自行开发的专用步进电机,集成了驱动器、编码器、传感器于一体,进行数据时跟踪,保
证传感器位置多少,电机位置精度正负1um
全自动闭环控制系统方案——效益
效益一:有效提升品质
客户应用案例:正极涂布
涂布宽幅:1000mm

效益二:降本
自动化闭环系统的实现,对人员的需求有如下改善:
1、降低了调试人员技能素质的需求;
2、降低了现场调试人员的工作强度,可以扩大到一人两机甚至一人多机