标准工时是在标准工作环境下,进行一道加工工序所需的人工时间。泰勒在《科学管理原理》中提出工人作业中动作、工具的改善,从定性的管理向定量的管理转变。时至今日,工业工程专业中《基础工业工程》将时间研究进行详细的解读,时间研究和作业研究属于基础工业工程学科知识点,也是精益工作者的基础理论知识,这里不再赘言。
1、标准工时的种类
通过标准工时的定义,我们可以判断出是对一个岗位的作业进行定量的分析过程,这也就是为何一些精益工作者谈到标准工时,默认为岗位作业时间。总结标准工时的应用情况,一般来说分为两种。第一种是:产品标准工时,1个正常的工人按照标准的要求,在标准的环境下完成一个产品所需要的时间。第二种是:岗位标准工时,1个正常的工人按照标准的要求,在标准的环境下完成一个岗位作业内容所需要的时间。
假如一个产品有十个岗位,那么十个岗位的标准工时之和等于产品标准工时吗?这里涉及到标准工时的另外一个概念,如果平衡率100%,那么是相等的,如果不是则是不等于。所以作为精益工作者习惯将产品标准工时定为标准工时,而岗位标准工时定为节拍。
2、标准工时的用途
谈到标准工时的用途,作为精益管理者马上会想到很多,我举例如下:
1
标准工时与方针管理
2
标准工时与成本
3
标准工时与人员定编
4
标准工时与计划排产
5
标准工时与线平衡率
6
标准工时与工资
7
标准工时与效率
8
标准工时与稼动率
9
标准工时与需求计算 等等
在我看来,以这样的方式表达标准工时的作用,盲目和直接。我认为标准工时的作用有两个方面,应用目的不同,则手法不同:
第一个方面:改善。
改善的方法是标杆学习,简单来说向同样类似的岗位或方法实践者中的最优秀的人学习,这个人作业时间短,质量好,方法顺序佳等。那么这样情况下秒表法测量标准工时, 应该选取最好的那个岗位作为目标,通过将浪费降低到极限来持续改善。丰田、日产汽车标杆学习理念正是如此。 而国内很多工业工程师在现场改善时候,测量数据,加宽放,加评比,剔除异常值,按照教科的方式实践,改善是有效果的,但理解上有了偏差。
应用的方向:生产线效率的提升,岗位饱和度提升,物流路线减少,库存量降低,工具使用的效率,SMED,平衡率,IE改善手法,稼动率,价值流分析等等。
第二个方面:管理中的维持和控制。
做到维持,首先得建立基准,比如通过工时数据的建立岗位需求基准,生产计划排产基准,物料配送齐套率基准,人机比利用率基准,成本付出和改善收益基准等等。通过基准来判断需求和波动,实现均衡化的维持。
做好维持的情况下需要控制。控制企业各方面的波动性,通过控制手段完成企业的方针目标。比如生产产量波动中的人员数量的控制,市场变化中生产效率目标达成的控制,劳动力成本和人员结构比率的控制,等等。
当下一些企业的维持基准很草率或没有,这样让精益管理者做好减法和维持是艰难的。
应用的方向:计划排产交期准时率,生产效率达成率,人员数量符合率,在制品库存天数达标率,OEE达标率 ,生产成本占比达标率、人员出勤率等等。
3、标准工时的发展趋势
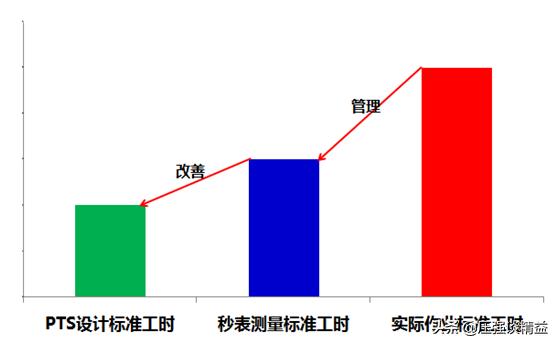
产品标准工时从实际值改善,一步步靠近设计工时,也就是从测量标准工时逐渐向PTS标准工时靠近。产品标准工时趋势是波动的,但整体是降低的。举例如下:
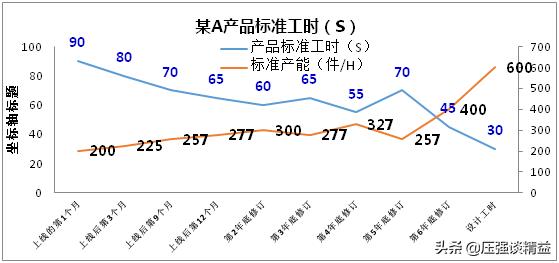
产品标准工时下发后每年调整一次,本年度35%效率成果反馈至员工,75%归公司。当然很多改善工程师认为产品标准工时是不变的为理想目标,在我看来这是一个误区。
事实上很多企业没有产品标准工时,若有了产品标准工时,则不会纠结到底是计件工资制和计时工资制有何区别?
这就现状---阶段目标---理想目标模型,同样适用于标准工时。
4、标准工时的重要意义
1)生产过程的定量管理:
我们看下表案例:标准工时和企业的输出合格的产量,输入的人员的配置,生产投入的时间及过程需求的判断等,这些关系基本是正比的定量关系。如果现场还是定性的管理,那么实际上还是制造业发展历程中的专业化分工阶段。所以企业标准工时的应用状态决定你处于制造业那个阶段。

2)生产信息化、智能化的提前条件:
精益智能化、MES信息化应用成熟的企业,必然标准工时应用的很不错;标准工时应用完善的企业,才有机会成功的导入MES信息化、自动化智能化的推广。我们常说精益生产是智能制造的起点,而精益生产的起点是标准工时的导入应用。
当下一个企业只有将定性的管理变成数据化的管理,才能进一步实现数字化的转变。妄想通过数字化倒逼生产过程管理或跳过标准工时的数据化,那么精益的实际价值有待考证!