尺寸标注的基准
1.基准的概念
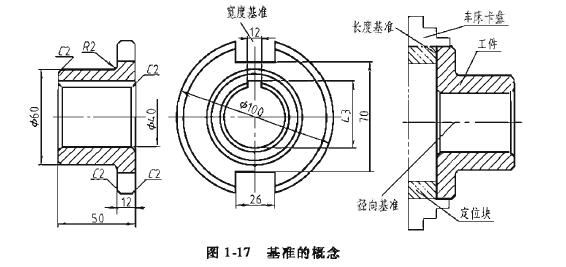
基准是尺寸标注的起点。根据零件的结构特点和在部件中所起的作用,零件上的点、线、面均可作为尺寸基准。如图1-17所示,工件的轴线是径向(高度)基准,大端面为长度基准,过轴线的前后对称中心面是宽度基准。
2.基准的数量
每个零件的长、宽、高方向各有一个主要基准,而根据设计、加工、测量的要求,一般还要附加一些辅助基准。决定零件主要尺寸的基准称为主要基准,而把附加的基准称为辅助基准。主要基准与辅助基准之间应有尺寸相联系,如图1-20(b)所示,尺寸54从长度方向的主要基准标注至左端面,作为总长尺寸138的联系尺寸,而尺寸138又是尺寸70的联系尺寸。
3.基准的种类
基准有设计基准和工艺基准两种,如图1-18所示。
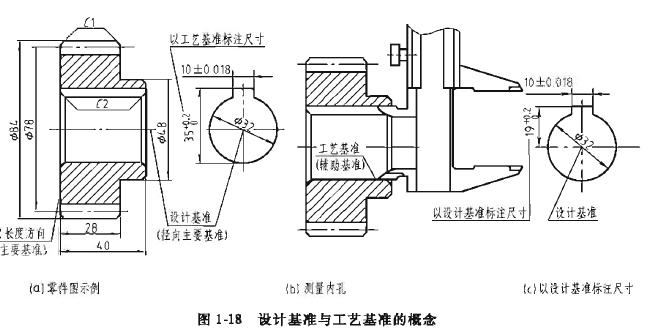
(1)设计基准在设计中,为满足零件在机器或部件中对其结构、性能的特定要求而选定的一些基准,称为设计基准。如图1-18(a)所示p32孔的轴线是径向的主要基准,除了键槽高度方向的尺寸外,高度方向的其他尺寸均以此为基准进行标注,以满足使用要求,故该基准为设计基准,由该基准直接标注出的尺寸称为重要尺寸。
(2)工艺基准考虑到零件的生产,为便于零件的加工、测量和装配而选定的一些基准,称为工艺基准。图1-18(a)中尺寸35*8是以工艺基准为起点标注的尺寸,这样便于测量,如图1-18(b)所示,可用游标卡尺直接测量。图1-18(c)是以设计基准为起点,则不易测量。
4.基准的选择
为了减少误差,保证设计要求,应尽可能使设计基准和工艺基准重合。当两基准不能重合时,以设计基准为主,兼顾工艺基准。
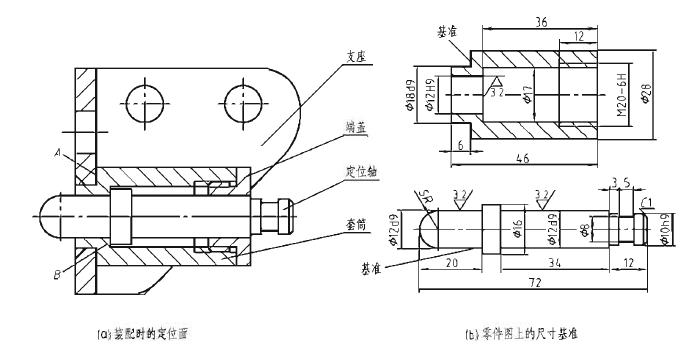
(1)相互结合的零件,应以其结合面为标注尺寸的基准。如图1-19(a)中所示的A面是套筒与支座的结合面,也是套筒在该部件中的轴向定位面,所以,套筒零件图上以该面作为长度方向的主要基准。同理,图1-19(a)中所示的B面,是轴在部件中与套筒的结合面,也是轴向定位面,因此,其零件图上以该面作为长度方向的主要基准,如图1-19(b)所示。
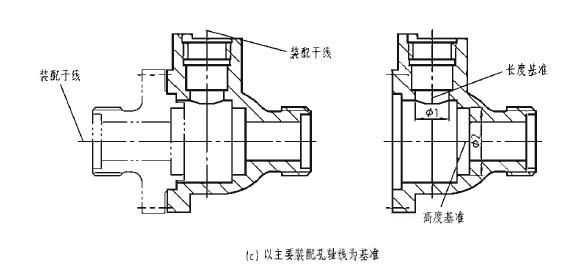
(2)以零件主要装配孔的轴线为尺寸基准。如图1-19(c)所示,对于阀体零件而言,有两条互相垂直的装配干线,为了保证装配质量和使用要求,与阀杆配合的p1孔轴线作为长度方向的基准;与环形密封圈配合的42孔轴线作为高度方向的基准。
(3)要求对称的要素,应以对称中心面(线)为尺寸基准,标注对称尺寸。
①对称度要求较高时,应标注对称度公差,如图1-19(d)中所示,轴上宽度为18mm的键槽两侧相对于φ60+0.06/+0.041轴线对称,对称度公差值为0.02mm。②一般对称要求的尺寸标注,如图1-19(e)所示,对称中心面为尺寸基准。
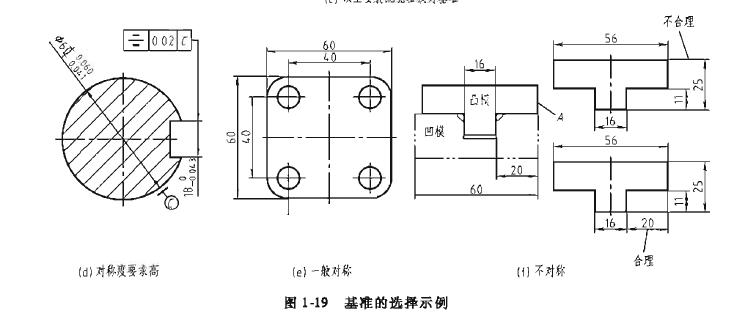
(4)根据装配要求选择基准。如图1-19(f)所示,若不考虑装配要求,凸模结构左右对称,以16mm的对称面标注即可。但从装配关系来看,有装配尺寸20限制,装配后A面平齐,为了满足该要求,因此,凸模应以A面为基准标注尺寸。
(5)以安装底面作为尺寸基准。图1-33所示轴承座的底平面是安装底面,是高度方向的主要基准。
(6)以加工面作为尺寸基准。如图1-40所示,底平面和顶面是加工面,但底平面又是安装底面,因此,以该面为高度方向的主要基准。如图1-17所示,法兰盘在车床上加工时,先加工大端面,再以大端面为基准加工其他部分,故该面作为尺寸基准。
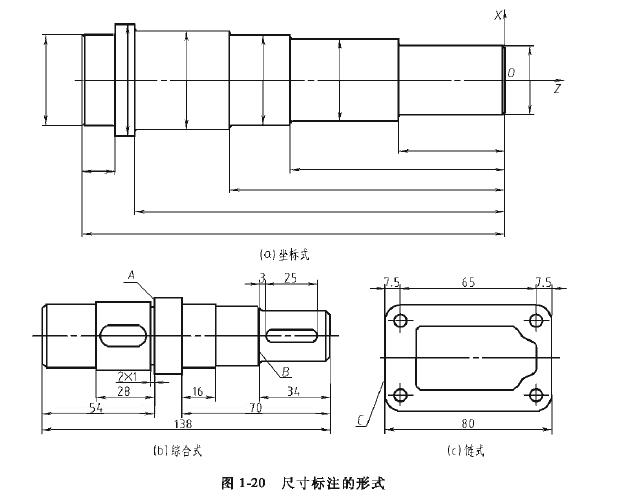
尺寸标注的形式
尺寸标注的形式有坐标式、链式和综合式三种。
1.坐标式
同一方向的尺寸由同一基准注起,如图1-20(a)中所示的右端面为基准进行标注。这种标注形式的优点是各环轴向尺寸不会产生累积误差,但不易保证各环尺寸精度的要求。通常在数控加工中使用。
2.链式
同一方向的尺寸首尾相接,如图1-20(c)中所示尺寸7.5、65、7.5。其优点是可以保证每一环的尺寸精度要求,但每一环的误差累积在总长上,使总长80的尺寸不能保证。
3.综合式
将坐标式和链式综合在一起进行尺寸标注,这种形式最适应零件的设计和加工要求,被广泛应用,如图1-20(b)所示。端面A是设计基准,其中28是重要的尺寸,而54是联系尺寸。