前言:在过去几十年中,交通运输行业产生的 二氧化碳排放约占总排放量的10-20%, 已成为全球变暖最重要的贡献者之一。为了减少CO2排放,轻量化设计是最重要的因素之一。它不仅减少燃料消耗,还可以提高电动汽车的行驶里程。

在轻量化设计中,使用不同金属材料甚至金属和纤维增强塑料的组合是一种有效的方式,可以结合不同材料的优点,并在几个新的汽车项目中得到应用。在纤维增强塑料中, 长纤维增强热塑性复合材料与热固性材料相比具有几个优势, 例如低成本和循环时间。
与金属材料相比,长纤维增强热塑性具有更高的比模量、强度和冲击能吸收能力。它们的制造循环时间也是可接受的。长纤维增强热塑性成为一种重要的轻量化材料。
为了连接这些不同的材料,已经开发了各种解决方案。其中一种广泛使用的方法是 自攻螺母连接方法, 它在钢材和铝合金的连接中很有名气。连接方向强烈影响连接的形成和强度。特别是,螺母倾向于从薄材料到较厚和脆性到韧性材料的方向穿过。

为了连接纤维增强塑料和钢材,研究了不同类型的自攻螺母连接螺母,用于连接碳纤维增强聚合物与环氧基质C纤维增强塑料-EP和高强度低合金CR240BH合金。使用标准的螺母几何形状,自攻螺母连接接头的剪切强度达到4.6 kN。单点自攻螺母连接的拉伸强度可能较低。
自攻螺母连接通常可以在足够的接头强度下连接纤维增强塑料和金属。由于薄板堆叠的限制,其应用受到限制,因为薄板金属通常应放置在模具侧。另一方面,自攻螺母连接 通常需要比电阻点焊更大的缘口宽度。
流钻螺钉是另一种连接技术,特别适用于只有单侧可访问性的连接件。也可以找到用于连接碳纤维增强塑料和钢材的流钻螺钉连接技术的研究。将C纤维增强塑料-EP连接到HSLA CR240BH上。流钻螺钉接头可以在双点试样下达到4.5-6.0 kN的拉伸剪切力。

当用于C纤维增强塑料的预钻孔螺纹连接与HC340钢板结合时,可以测量到5 kN以上的拉伸剪切载荷强度,同时发生了C纤维增强塑料孔承载失效的情况。在纯钢材车身焊接的汽车车身生产中, 电阻点焊是最常见的连接技术。 它具有自动化程度高、工艺成本低、工艺时间短和易于质量控制等优点。
越来越多的尝试使用金属插件作为焊接适配器来连接复合材料和金属。采用冷金属转移方法制作焊接插件。该插件具有许多尺寸为2-5毫米的小尺寸金属针,尺寸为30毫米×30毫米,可以通过树脂转移成型嵌入复合材料零件中,并在之后与钢制零件焊接。
在过去的几十年里,灵活模块化、可扩展的平台越来越流行。对于这样的平台,必须能够在同一装配线上使用相同的连接工艺生产不同尺寸和材料组合的不同车辆。作为一种常见做法,大多数原始设备制造商通过调整在几个车辆世代中重复使用他们的装配线和电阻点焊。电阻点焊应进一步扩展和开发,以便 实现金属和纤维增强塑料的焊接, 这是本研究的主要目标。

在开发用于连接纤维增强塑料和薄板金属的电阻点焊方法的策略基于Fang和Zhang开发的一种方法,称为铆钉电阻点焊。R电阻点焊方法使用一种新型铆钉作为焊接适配器,首先在铝板金属中插入,在金属冲压过程中进行。通过这个焊接适配器,铝部件可以与钢结构焊接在一起。
这电阻元素焊接方法不同,因为R电阻点焊在接头组件之间提供了1毫米的间隙。利用这个间隙,可以完全涂覆两个接头部分,在阴极浸渍涂覆过程中可以避免使用 粘合剂 作为钢和铝合金之间的隔离剂,从而避免额外的成本。
一、方法
在纤维增强塑料-薄板金属RISW开发中,使用了两种不同的薄板金属,包括欧洲软钢DC04和锌镀层微合金钢HC260 LAD + Z100MB。由于其较高的熔化温度以避免在焊接过程中发生材料降解,并且能够经受阴极浸渍涂覆过程,选择了玻璃纤维增强PA6 GF40材料进行研究。
基体材料和纤维增强材料的临界温度约为300 °C。本研究采用了直接长纤维热塑性工艺和压缩模塑来形成长纤维增强热塑性材料。这使得成型件中的纤维长度更长, 提高了BIW结构的强度。 本研究使用了由Weber Fibertech提供的定制D-长纤维增强热塑性半成品挤出料。从原材料到使用的挤出料的制造过程可以总结如下:
将聚酰胺粉末加热至其塑化温度,并与短纤维在第一螺杆级混合,在挤出机末端与长纤维一起均质化在第二螺杆级。与挤出成型相比,该长纤维增强热塑性挤出料在最终零件中可以具有更长的纤维长度。挤出料经冷却并切割成适当的颗粒尺寸,以供后续应用。
使用标准拉伸试验对使用的薄板金属和长纤维增强热塑性进行了机械性能测试,拉伸方向0°和90°是指压缩模塑样板的流动方向。由于其良好的机械性能、焊接性和成型性,选择了冷挤压条件下的C15碳钢作为焊接插件。出于成本考虑, 本研究使用机械车削而不是冷挤压来制造焊接插件。 这样可以满足批量生产的要求。

进行焊接实验和纳米压痕测试,以确定焊接范围并制备金属-长纤维增强热塑性拉伸试样。使用Harms-Wende公司的HWH Type Genius控制的Duering焊接枪系统进行实验。这个Duering C型焊接枪由伺服电机驱动,可以提供最大4 kN的电极力。焊接系统的最大二次焊接电流可达50 kA。
焊接枪冷却液的流量调节为8 l/min,以提供稳定的焊接条件。选择了符合DIN EN ISO 5821的A0型焊接电极帽。焊接过程中的电压和动态电阻在1.0 ms的间隔内记录。内置的Kistler 压电负载传感器 可以以1 kHz的频率进行力量测量。插件焊接的焊接范围是根据SEP-1220–2:2011中的程序确定的。
针对钢板焊缝的传统质量下限概念,即钢板焊缝尺寸的4 √ t,不能用于纤维增强塑料-金属接头应用。由于金属材料及其焊缝的较高强度,即使焊缝直径较小,如 < 4√t,仍然可以在拉伸试验中观察到纤维增强塑料材料的破坏。在本研究中,插件焊接的最小质量要求被采用为从钢板上拉出焊缝的发生,即拉出失效。常用的焊接喷溅仍适用于焊接能力范围的上限。
在确定焊接能力范围之前,应确定焊接力和时间。焊接力的选择基于DIN EN ISO 14373:2005中的建议,与材料和板厚有关。使用推荐的较低范围焊接电流,对试样进行逐渐增加的焊接时间进行焊接。 一旦焊缝发生拉出失效,即确定了焊接能力范围的下限焊接电流。
由于钢板DC04的强度显著较高,当焊接电流增加时,在凿子测试中插件会被破坏和弯曲,但不会对焊缝产生任何损害。无法直接测量焊缝尺寸。根据DVS 2911,使用穿过C15插件和钢板之间的焊缝的显微截面来确定焊缝尺寸。
由于 焊接热可能会破坏长纤维增强热塑性基体 ,所以应用广泛的纳米压痕试验 来表征RISW后聚酰胺基体材料性质的变化。试验是在经过抛光的RISW接头横截面上进行的,使用Zwick ZHN Berkovich压头。

本研究中所研究的钢板的热学和电学性质直接取自SORPAS数据库。插件材料C15C的相应性能由SOPRAS根据作者测量的机械性能和化学成分进行计算。插件材料C15C的实验测量流变曲线使用温度依赖的Swift方程进行建模:
除了电极和两个接合体,还添加了三层元素来模拟接触或过渡电阻,这些电阻由电极和焊接插件、插件和钢板以及钢板和电极之间的接触界面厚度确定。预设的厚度为0.05 mm,必须根据接合体的表面条件进行 逐案校准。
影响SOPRAS软件中接触电阻的另一个因素是每个接触对的表面污染-清洁因子,其默认值为1。该值可以在0.1到10之间变化,取决于不同材料批次的性质变化。接触界面厚度和污染-清洁因子用于计算表面污染物电阻Rcontaminants。对于镀锌钢,在上述接口层之外,还引入了一个附加的7 μm镀锌层,其默认电阻率由SOPRAS提供。

由于原始设备制造商对于焊接法兰宽度的要求通常在14到19毫米之间,并且对应于系列生产中要使用的电极类型,插件的最大直径限制为10毫米,插件轴的直径选择在4到8毫米之间,因为钢板点焊的焊缝尺寸大多大于4毫米。 插件的高度由夹紧插件的长纤维增强热塑性材料的厚度确定。
头部的高度约为1毫米,以便填充涂料以避免接触腐蚀,当要研究3毫米长纤维增强热塑性时,插件的总高度为5毫米,如果长纤维增强热塑性厚度为2.5毫米,则为4.5毫米。六个插件变体O1到V2具有不同的对称性,应在焊接过程中尽量减小长纤维增强热塑性的温度。
为了开始开发过程,选择了A1型插件,插件的下部具有更宽的轴,这应该可以更好地将热量从插件传递到下方的钢板, 从而降低长纤维增强热塑性的温度。 焊接枪力3.2千牛顿,焊接时间50毫秒,保持时间50毫秒,电流13千安培。应用A0型电极。

由于无法直接测量插件周围纤维增强塑料的温度,在插件设计中, 温度必须仅通过FE模拟进行计算。 在进行这项工作之前,需要校准使用SOPRAS进行的焊接模拟中的参数,例如电极/插件、插件/钢板和钢板/电极之间的接触界面厚度以及相应的污染-清洁因子。
根据上文中给出的焊接参数和C15C插件与HC260钢之间的焊接配对,进行了RISW模拟。通过 手动比较焊接测试 得到的焊缝尺寸和形状与模拟得到的焊缝之间的差异,可以得到用于焊接模拟的参数。
RISW使用O2型插件进行的模拟结果和焊接测试结果,该插件使长纤维增强热塑性中的温度保持在可接受范围内,并且易于操作。与O2型插件相比,A1型插件在长纤维增强热塑性中显示出稍低的温度。

由于A1型插件的非对称形状,在长纤维增强热塑性压缩模具生产过程中必须确保插件的正确方向100%的准确性。要集成到汽车零部件中的插件数量可能非常大, 质量保证非常具有挑战性。 为了进一步评估和优化插件几何形状,对称的O2型插件是首选。
使用该类型插件进行RISW时与实际实验中的电极力和电流的对比。实际的力和电流值被近似为常数值。计算的电阻曲线的第一个峰值和趋势与实验结果平均较好地吻合。在实验中,当焊接电流打破接触界面时,电阻会下降。 随着温度的升高,电阻首先适度增加, 然后由于电阻率增加而略微增加。在模拟中,出现了明显的电阻第二峰值。
焊缝形状和尺寸的比较显示,实验和模拟之间可以得到良好的一致性。关于模拟中上部插件位置的第二个熔化区,与实验相比,模拟中的尺寸要小得多,位置较低。这可能是由于电极插件接触条件的数值理想化造成的。电极-插件界面的接触被均匀化处理,这可以减小局部电流密度,并通过该界面上的等电阻率降低热分布。具有更高电流密度的区域可能会向下移动。

还计算了插件周围长纤维增强热塑性材料的温度,对于温度模拟,选择了文献中关于研究 长纤维增强热塑性 的基质材料PA6的以下数据:热导率=0.259 W/mK,热容=1292.6 J/kg K,电阻率=1×107 μOhm·m。
由于插件周围长纤维增强热塑性材料的温度超过300°C,可能会发生PA6基体的热降解,因为PA6材料加入了40%玻璃纤维,其熔点为220°C ,通常在压缩成型前加热至最高280°C。
确定了焊接插件的形状并确保PA6 GF40材料的温度不会过高后,使用2.2节中描述的程序研究了 焊接性能范围。 使用插件类型O2 C15C和电极类型A0对DC04材料进行的RISW焊接性能范围。通过切割焊缝截面,并使用光学显微镜测量显微截面,测量了材料DC04的焊点直径。
将其绘制在以0.2 kA为步长的焊接电流上。可以看到随着焊接电流的增加,焊点直径也增加。焊接范围的下限定义为从钢板上拉出的焊缝失效,出现在I = 5.5 kA处。在6.9 kA处检测到焊接喷出,这被定义为焊接范围的上限。对于DC04,可以实现超过1.2 kA的可接受焊接范围。
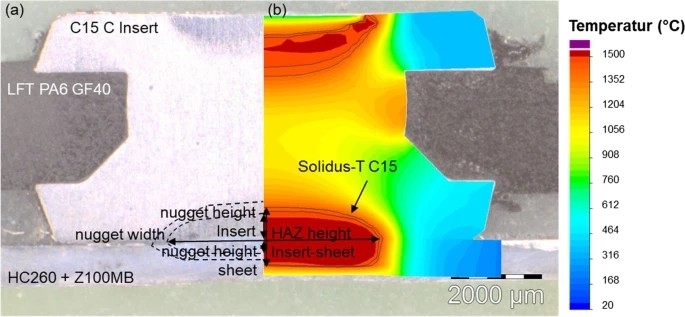
焊接点的几何形状和尺寸 是影响连接强度和焊接过程中温度分布的关键因素。 为了更好地理解RISW过程中焊接点的形成,对使用C15焊接插件和6.7 kA的DC04钢材进行的焊接点进行了分析。
可以找到插件焊接点的两个熔融区域:插件与钢板界面的主焊接点和位于电极正下方的插件上部的第二个熔融区域。主焊接点的尺寸约为4.5 mm,插件和钢板中的焊接点高度不对称。在传统的钣金电阻点焊中,通常先增加厚度比会导致在较厚的钣金中开始熔化,而不是在钣金-钣金界面上熔化。

最终的焊点倾向于朝向较厚的钣金生长。如果厚度比超过2.0,较厚的钣金中心区域的电流密度会降低。这可能是由于插件材料中心区域的电阻增加, 导致电流重新分布。 电流优先通过低电阻的插件外侧流动。可以看到插件外侧区域的电流密度高于中间区域。
焊接点移动到了较薄的钣金中。与这些发现一致,RISW中大的厚度比3导致钣金中的焊接点高度约为1.0 mm。除了插件-钣金界面的主焊接点外,还可以找到插件上部的一个小熔融区域。造成这种情况的原因是使用了A0型电极,导致电流集中在电极角区域,从而提供了更多的热输入。
主焊接点的焊接横截面可以分为基材、热影响区和熔合区。插件基材C15C的显微结构由球状铁素体F和珠光体组成,其中铁素体晶粒尺寸约为40 μm。DC04基材的显微结构 具有常见的沿轧制方向延长的铁素体晶粒。

DC04的热影响区可以进一步分为粗晶热影响区、细晶热影响区和过渡区至BM。在TZ中,材料低于奥氏体化温度,其显微结构与BM没有区别。FGHAZ在奥氏体化温度以上被充分加热。部分奥氏体转变为马氏体。马氏体晶粒随机分布在铁素体-珠光体基体中。
由于短时间的加热,该区域没有晶粒长大。 CGHAZ区域紧邻FZ。该区域的峰值温度在奥氏体化温度以上持续了更长的时间。FGHAZ和CGHAZ也可以在C15中找到。C15中的这两个区域都比DC04中的区域小。这可以通过插件中间位置的较低电流密度导致的较低焦耳热输入和温度来解释。
C15在靠近焊接点的区域的温度梯度较低,因为它离上电极更远。焊接点在过程中经历了最高温度。DC04中存在着具有外延取向的片状马氏体,表明这个区域从电极处经历了较高的冷却速率。在DC04的熔合区附近,可以在插件的熔合区域中找到针状片层马氏体结构。

在成功开发了RISW工艺,包括开发了适当的插件几何形状,使得在不对长纤维增强热塑性材料产生 负面热影响 的情况下实现可接受的焊接范围后,对其机械性能进行了评估。
为了确保所获得的拉伸性能,使用RISW和自攻螺母连接连接的试样在实验室条件下进行至少48小时的条件调节后进行测试。在准静态和冲击条件下进行了拉伸试验。
采用传统的Zwick Z100拉伸试验机对重叠剪切和横向拉伸试样进行了 准静态拉伸试验。 在准静态条件下,拉伸速度为2mm/min。使用机器的负荷传感器直接测量力,而位移则通过机器的横梁位移进行测量。

还进行了冲击加载下的剪切拉伸试验,以确定RISW连接的动态性能与自攻螺母连接的比较。使用液压式Zwick测试机进行了这些动态拉伸试验。冲击拉伸速度设定为5 m/s和10 m/s。使用测试机的负荷传感器测量力。
与动态拉伸试验的简单拉伸试样或使用RISW方法的焊接试样一样,在这些高速下的力信号上没有出现振荡。可以获得力位移曲线的可接受的重复性。在冲击条件下,力位移曲线与准静态条件下的 曲线有一些相似之处。 无论是在5 m/s还是10 m/s的拉伸速度下,RISW接头的力最大值都高于自攻螺母连接接头。
与速度为5 m/s时自攻螺母连接接头的平均最大载荷约2.9 kN相比,RISW接头在约3.5–4.3 kN的范围内破坏。随着拉伸速度的增加,RISW和自攻螺母连接的承载能力均增加。在10 m/s的速度下,RISW的最大载荷增加到6 kN以上。

与准静态试验相比,冲击加载下的破坏表现出显著不同的行为。在准静态试验中,无论是RISW还是自攻螺母连接接头,破坏都是由于插件或铆钉元件处几乎水平的裂纹引起的。 在高速试验中,RISW接头的长纤维增强热塑性逐渐受损,断裂发生在长纤维增强热塑性中,使其分成三块。
自攻螺母连接接头的长纤维增强热塑性仍然在铆钉处断裂成两块。增加的损伤似乎与长纤维增强热塑性的应变速率效应相关。加载速率的敏感性导致随着测试速度的增加,最大拉伸力急剧增加。
两种连接方法的承载能力都显示出加载速率敏感性。对于5 m/s的加载速度,RISW的最大强度提高了约40%。当速度从5 m/s增加到10 m/s时,它进一步增加了6%。除了承载能力依赖于加载速度之外,可以看到RISW接头的剪切拉伸强度 在所有测试速度下都明显高于自攻螺母连接接头。

前座椅横梁被选为应用示例,以展示RISW工艺的能力。前座椅横梁由钢材或铝合金制成,与隧道、脚踏板和底板等由相同材料制成的部件通过25多个点焊点焊接在一起。座椅横梁具有复杂的几何形状,包括具有各种角度的平面和倾斜的凸缘。
它可以被视为验证RISW方法用于实际产品的绝佳机会。从机械要求的角度来看,这个金属零件可以用PA6 GF40材料替代,以实现重量减轻。设计了一个长纤维增强热塑性座椅横梁,与钢板或铝板通过新的RISW方法进行连接,相比钢材减重约42%, 而其机械性能几乎与钢制横梁相同。
二、结果和总结
在对R电阻点焊和现有技术方法进行了先前调查的基础上,本研究开发了一种新的RISW方法。为长纤维增强热塑性压缩成型过程中的在线集成开发了一种新的插件几何形状。插件的直径仅为10毫米,可以保持常规金属板点焊的凸缘宽度在14到19毫米之间不变。

通过对开发的这种插件进行焊接试验,确定了DC04低碳钢与大于1.2 kA要求的C15钢插件的焊接性范围ΔI = 1.4 kA。 相应的焊接时间、电极力和保持时间适用于普通工业点焊设备。
在焊接试验期间,无法对焊接插件周围的长纤维增强热塑性材料温度进行实验测量。计算得出最高温度为351℃,超过300℃的持续时间为280毫秒。由于超过300℃的时间很短,纳米压痕测试显示PA6材料的弹性模量和马氏硬度没有明显变化。使用开发的焊接插件和参数,PA6 GF40材料保持完好无损。
RISW接头在剪切和横向张力负载情况下的准静态强度均高于参考的自攻螺母连接接头。断裂行为也不同。在高速加载条件下也是如此。由于PA6 GF40材料对应变速率非常敏感,RISW和自攻螺母连接试样的接头强度在较高的测试速度下要比准静态条件下高得多,这对于车辆结构在碰撞加载条件下 非常有益。

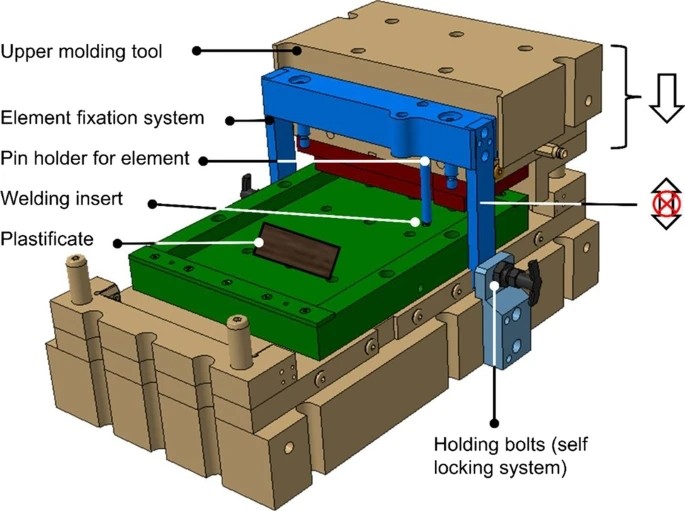
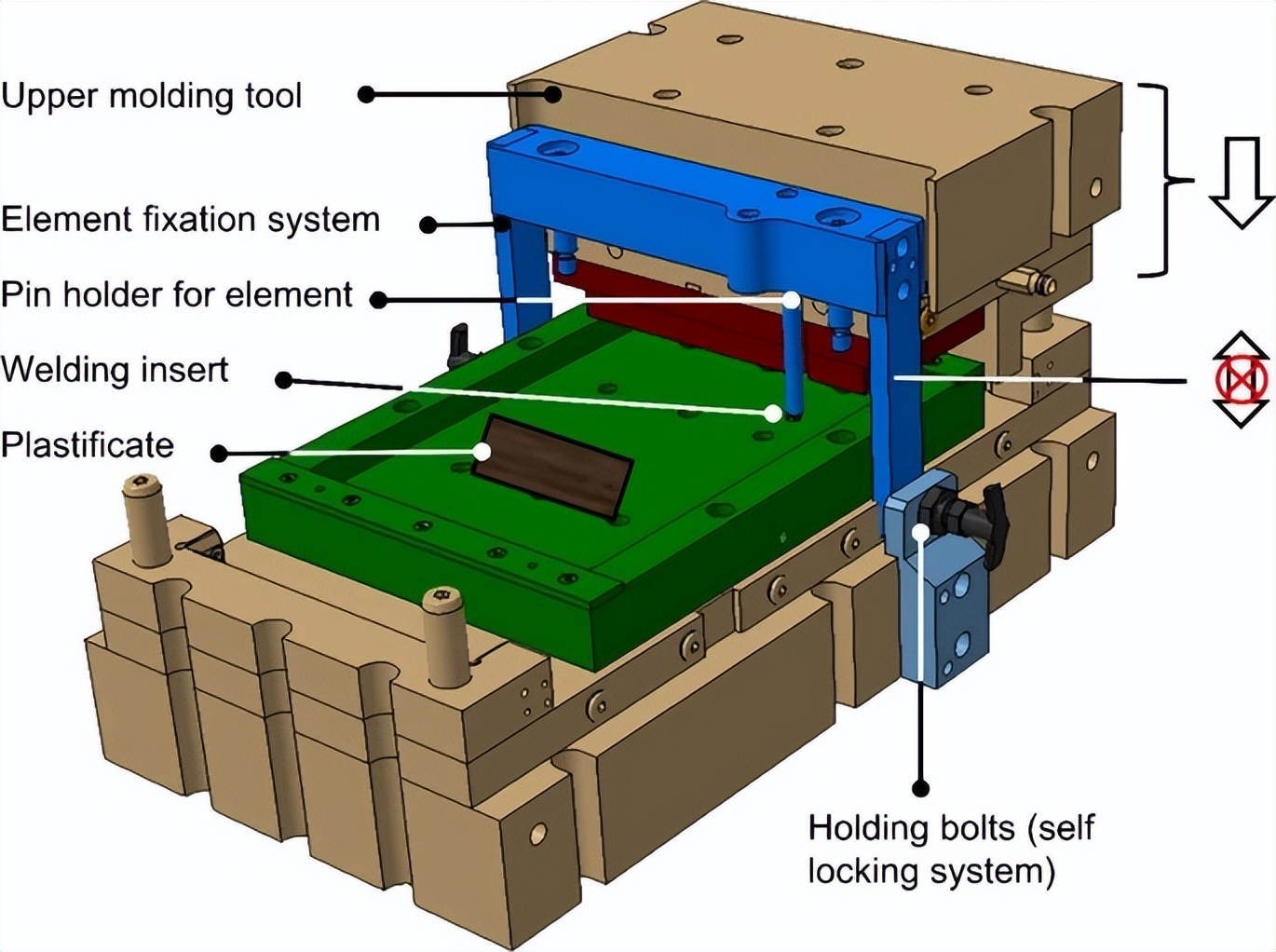
开发的焊接插件适用于使用压缩成型进行自动化生产过程。可以开发出一个具有可靠的固定、固定和过度成型功能的模具,用于安装30个插件。生产的示范部件,即座椅横梁,可以使用标准电阻点焊设备进行焊接而无需任何问题。新的RISW方法可被认为是使用混合材料系统进行车身结构生产的可行方法。

参考文献:
1、Chen M,《热塑性材料激光透射焊中的间隙填补》,加拿大女王大学机械与材料工程系,2009年。
2、Okoro TB,《激光透射焊(LTW)中聚碳酸酯和聚酰胺6的热降解》,加拿大女王大学,2013年。
3、Chrysanthou A, Sun X,《自钻铆接:性能、工艺和应用》,剑桥伍德黑德出版有限公司,2014年。