数控车床
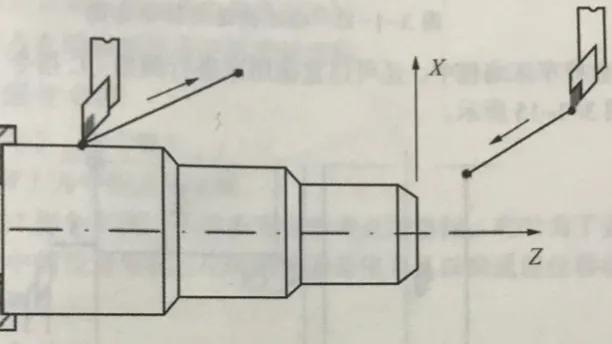
G00------快速定位 G00指令控制使刀具以定点位控制方式,从刀具当前点(起点)快速移动到目标点(终点)。 用于不接触工件的走刀和远离工件走刀时。 指令格式:G00X(U)_Z(W)_; 其中:X、Z——终点的绝对坐标; U、W——终点相对于起点的增量坐标。 1G00走刀不车削工件,即平常所说的走空刀,对减少加工过程中的空运行时间有很大作用。 2G00指令不需指定进给速度F得值,进给速度机床参数设定。 G00快速定位 如下图
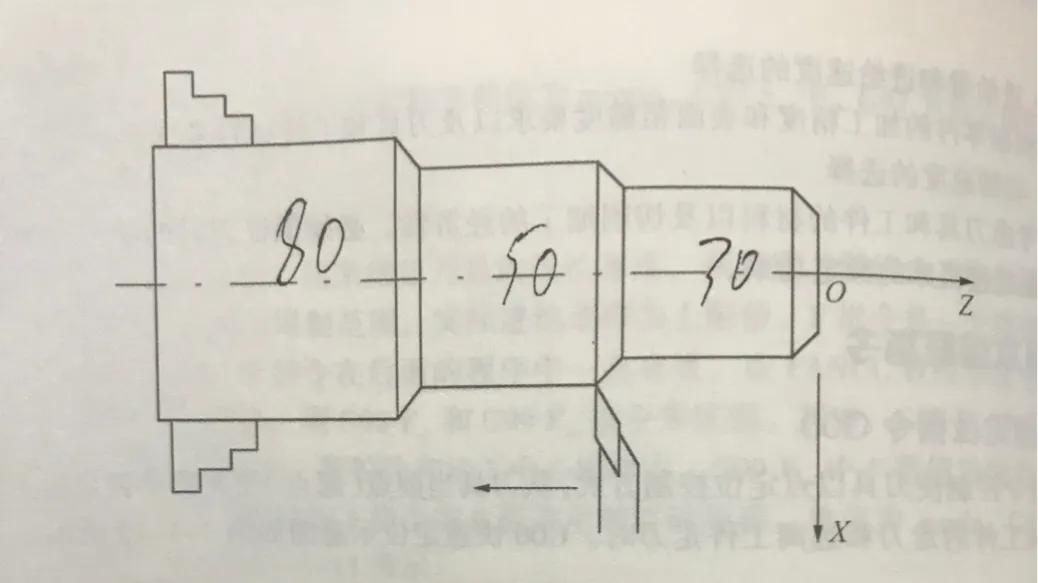
2 G01直线切削指令 G01指令用来控制刀具以直线运动方式,按指定的进给速度从刀具所在点到达目标点。车削工件时,刀具按照指定的坐标和速度,以任意斜率由起始点移动到终点位置坐直线运动。 指令格式:G01X(U)_Z(W)_F_; 其中:X、Z——终点的绝对坐标; U、W——终点相对于起点的增量坐标; F——进给速度。 使用G01指令可以实现纵向切削、横向切削、锥度切削等形式的直线切削运动。 G01直线切削 如下图
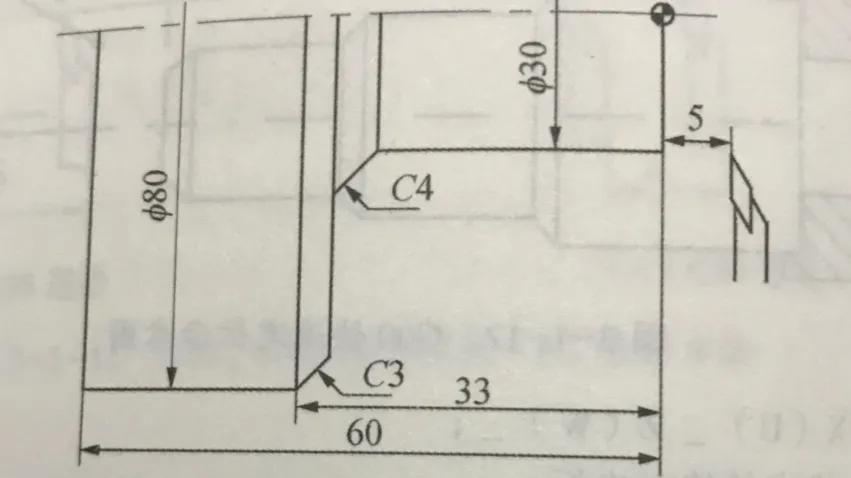
G01指令在数控车床编程中,还可以直接用来进行倒角(C指令)、倒圆角(R指令)。 如下图倒角
倒角
程序为:G01 Z-35.0 C4.0 F0.2; X80.0 C-3.0; Z-60.0; 注:C4.0倒角,因为Z轴切削向X轴正向倒角,所以为C4.0;C3.0倒角,因为X轴切削向Z轴负向倒角,所以为C-3.0; 如下图倒圆角
倒圆角
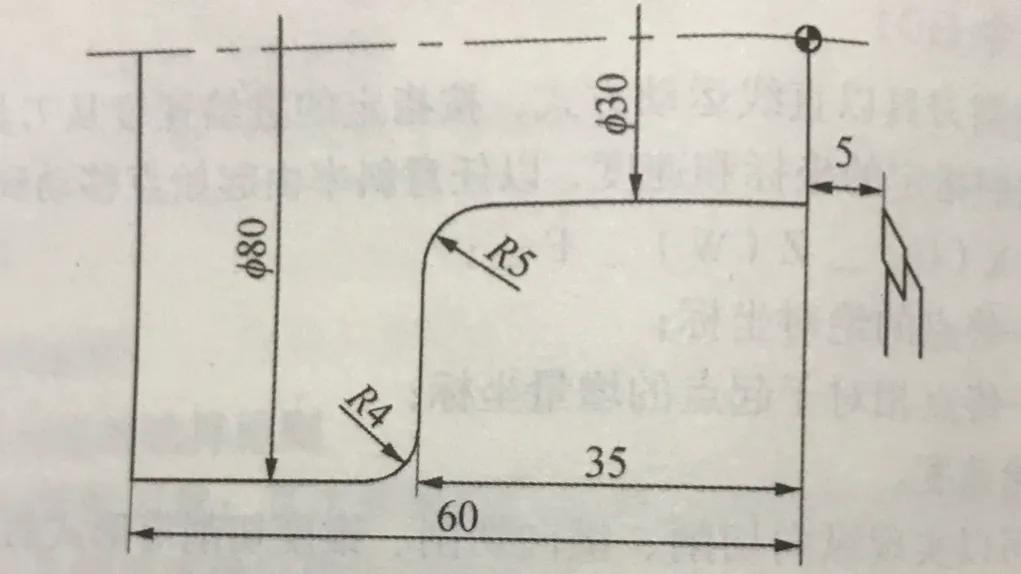
程序为:G01 Z-35.0R5.0F0.2; X80.0R-4.0; Z-60.0; 注:R5.0倒圆角,因为Z轴切削向X轴正向倒圆角,所以为R5.0;R-4.0倒圆角,因为X轴切削向Z轴负向倒圆角,所以为R-4.0;