功率计
激光功率计是一种用来测试连续激光的功率或者脉冲激光在某一段时间平均功率的仪器。它通常使用热吸收、热释电或热辐射原理进行测量,在激光科学、医疗、工业、军事等领域中得到广泛应用。如果激光器或系统输出功率不符合要求,激光功率计可以及时发现问题,并对其进行修正和调整,从而确保激光器或系统的正常运行和安全性。
功率计主要常用的有两种探头:
光电探头
光电二极管原理:光电二极管的核心部分是个PN结,当在PN结加上适当反向电压时,由于缺乏载流子,PN结内无电流通过。当光子照射在PN结上时,电子或空穴摆脱束缚,在PN结内形成光生载流子,光生载流子在电场的作用下产生漂移而形成电流,电流的大小和入射光的能量成比例,主要适用于高精度、平均功率在pW-3W低功率激光器。
热释电探头
热释电原理,当某些晶体受热时,晶体就会产生极化现象,使晶体两端产生极化电荷,在晶体的两端镀上金属层,构成了一个电容器。则在温度梯度作用下,极化的电荷集结在电容器的两端,产生电压信号。电压信号与探测器膜层吸收光转化的热量形成的温度梯度成正比。热释电探头不适合探测连续或长脉宽的激光,因为电容器的存储的电荷容易饱和;主要用于测量uW-120KW激光器。
OPHIR还有一种BeamTrack
原理:BeamTrack 可以探测功率、能量中心的位置、光斑大小。BeamTrack将由热电偶串连起来的热电堆再引出三个电极从而可以分别得到四个象限的电,压值,根据四个象限的电压信号,可以计算到能量中心在四个象限的位置。
为什么需要功率计
激光加工本质上是热传导过程:加工过程的稳定性主要取决于两块:1、物料的变化(污染、粗糙度高反情况等);2、到达材料表面的激光能量是否有变化。其中物料是相对可控的,但是到达材料表面的激光能量的变化只能通过功率计进行检测。
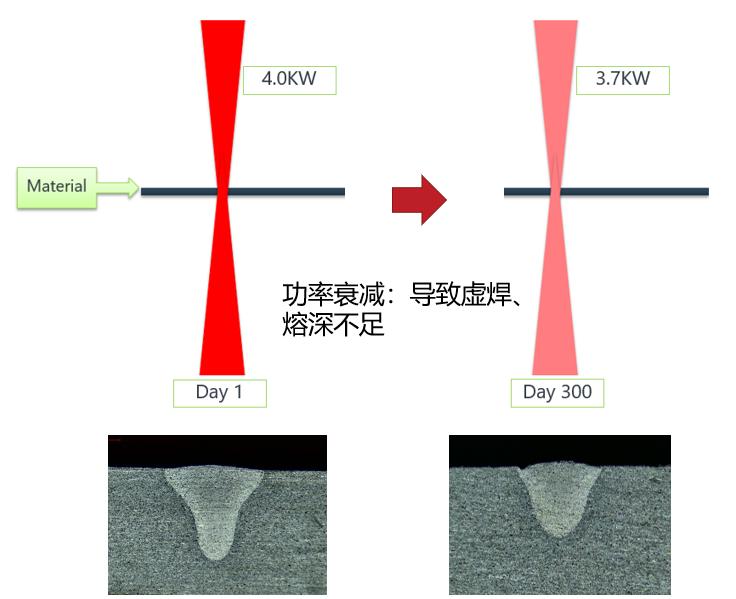
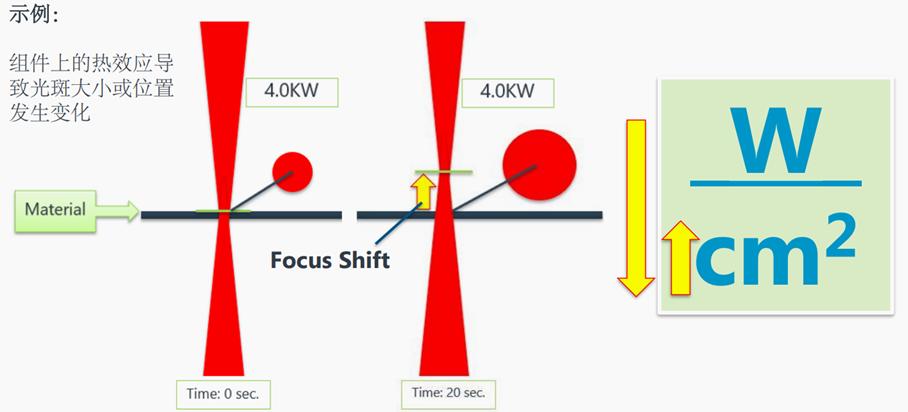
因为大量的缺陷不良都来自于功率的变化:虚焊主要是由于材料吸收的能量变少了:考虑到材料前后一致性,问题只能出在激光系统上,这时如何去定位激光系统的问题所在?到底是激光器衰减、光纤端面损伤;镜片脏污、镜片热效应导致焦点漂移、还是离焦量变化?这时就需要通过功率计去判断分析;同时激光器的光束质量,功率是否和标注标准一致?输出1000W就真的是1000W吗?不同比率的功率输出是否偏差一样?偏差有多少?焊接头的透过率是多少?光纤输出1000W到材料表面是多少W?运行一段时间功率是否出现衰减?光斑是什么形状?稳定吗?会不会畸变?等等都是需要功率计进行辅助判定,定期对激光器的状态进行监控。
素材来自OPHIR功率计
素材来自OPHIR功率计
功率计怎么选?
例如:
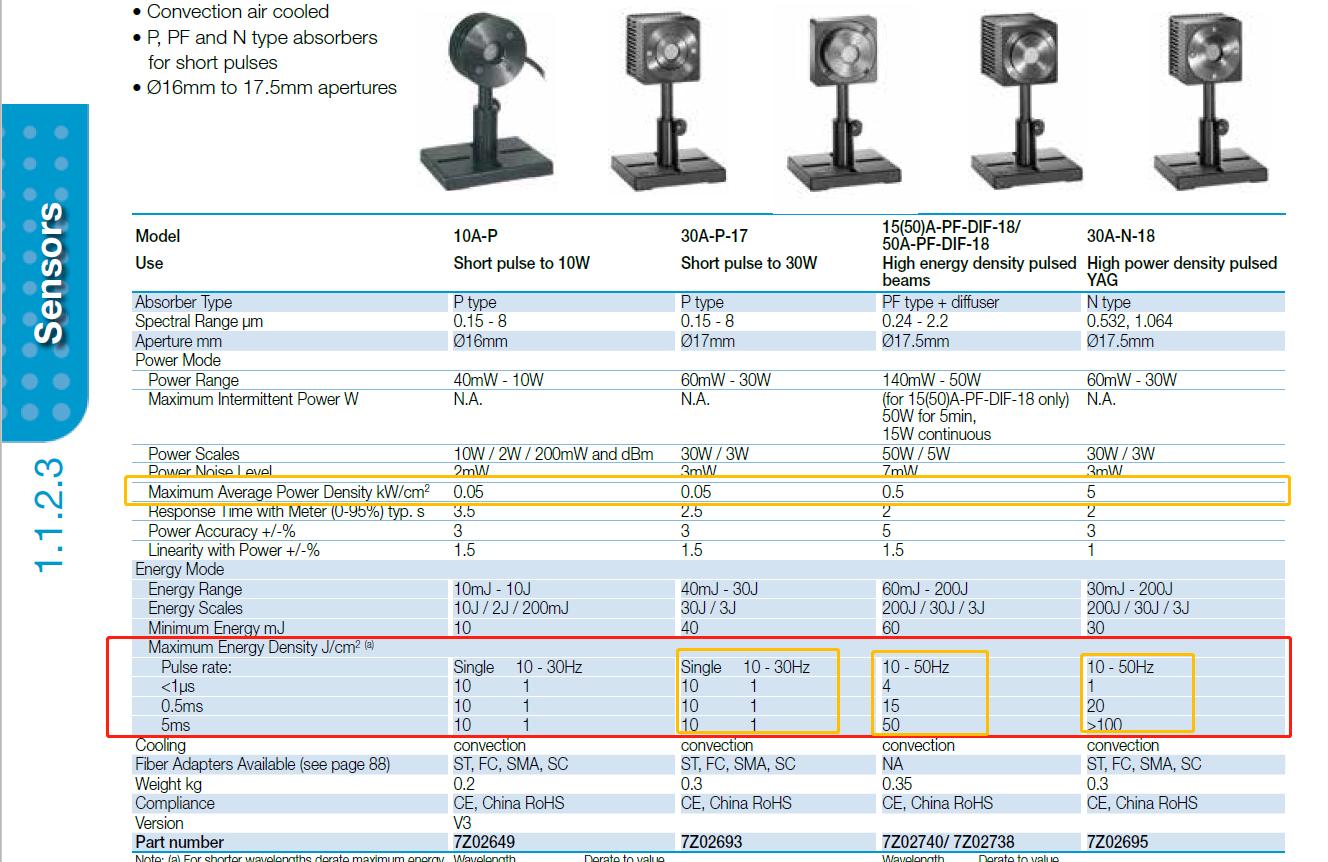
图中,第一个框,标注的是功率计在连续激光下的可承受的平均功率密度,数据各不相同,就需要根据功率密度计算结果,来选择合适的探头;
第二个框,是脉冲激光下,能承受的最大能量密度,同时也是按照不同脉宽来对应选择。
功率密度计算:

光斑直径计算:

备注:
1.因为功率计探头显示的损伤阈值是以平均功率进行计算的,对于高斯光斑,通过上面的公式计算得到功率密度后乘以2方可接近实际平均功率密度值;
2.为了保证探头能够长期使用不被打坏,建议实际功率密度值应小于探头本身的损伤阈值的50%;
3.测量脉冲激光,能量阈值和功率阈值都需要考虑,需要重点计算激光的功率密度和能量密度是否达到探头本身功率阈值和能量阈值的50%。
就一般来言,最常用的如下:
1. 因为LP2材质具有高的功率损伤阈值,CW激光一般可以选择LP2材质的;
2. QCW、CW使用BB材质的功率计也比较多,它的波长范围覆盖广、损伤阈值也高、是ophir产品线中高功率探头的使用材料;
3. 灯泵的比较特殊,属于低重频、高能量、高峰值功率的激光器,该类型激光器的探头选型一般比较慎重,一般要去选择在短脉宽下能量密度大的探头,例如PF + DIF材质的探头。
怎么用?,功率计使用SOP
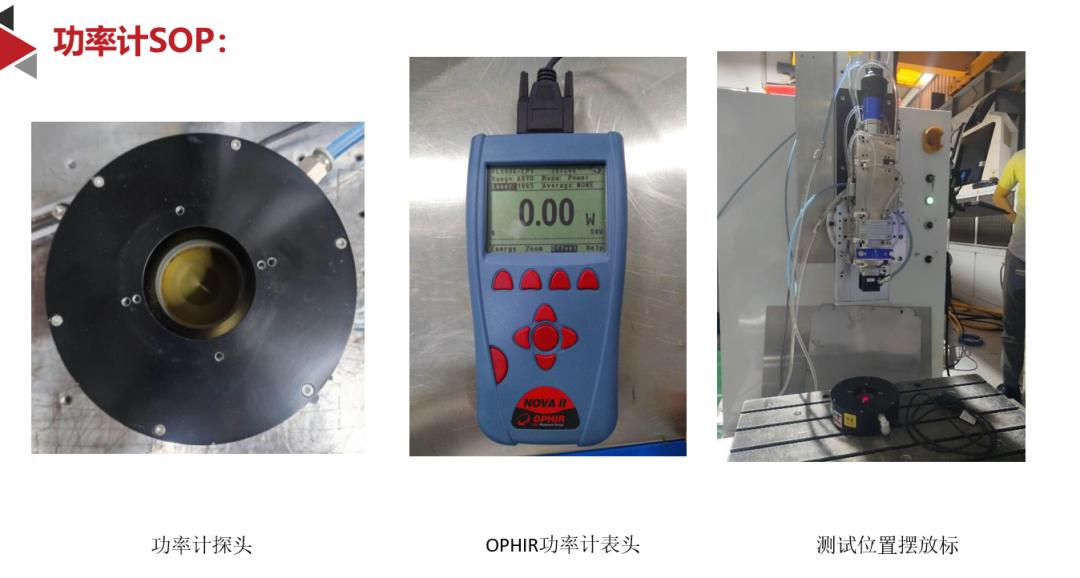
功率计
步骤一:摆放位置
1、激光器先断电,将功率计探头置于焊接头正下方位置;
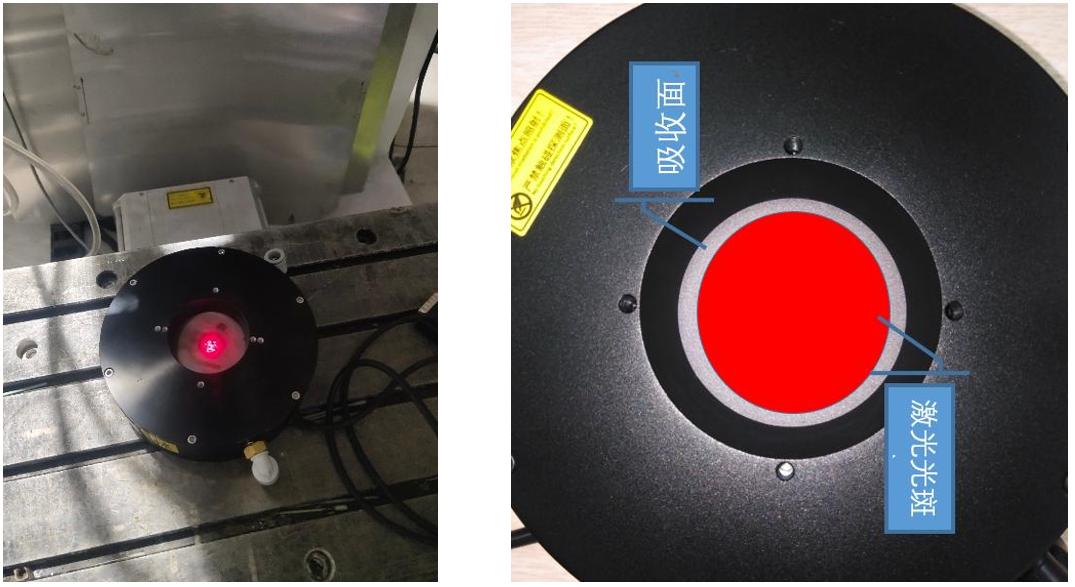
2、激光器上电,点击引导红光,观察红光在功率计上的大小和位置,准确将红光完整的打到功率计上,焊接头上下调整位置,使红光光斑面积覆盖功率计探头吸收面的2/3位置:
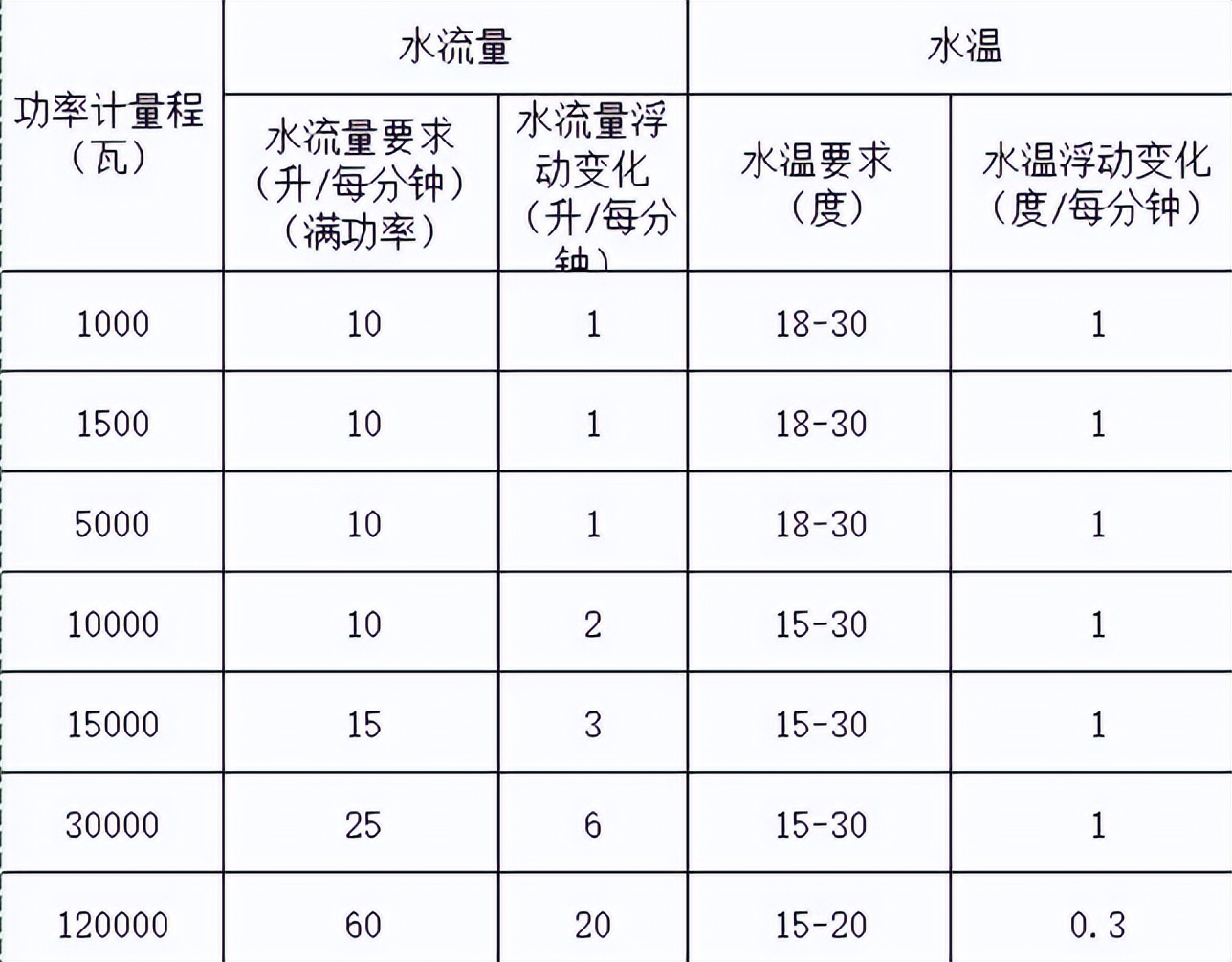
3、水冷式功率计需要通水,根据量程不同,功率计所需水流量不一样,调整功率计水流量参考下表格所示:
注意:
1. 把激光器红光打到功率计上,使用功率计测试激光器功率时,以红光面积越大越好,禁止焊接头焦点打到功率计上,防止功率密度过大,打坏功率计;
2. 激光光斑大小:红光位置居中,红光光斑占整个探测面面积的60-70%,光斑半径在探测面的2/3左右;
3. 功率计不能用手或物品触碰探头锥面和吸收面,测量时要确保功率计通水及水流量充足,在测试完成或探头未使用时,需要用功率计防灰盖或美纹胶覆盖吸收面,避免磕碰或灰尘进入。
4. 激光不能聚焦在功率计探头上,避免打坏吸收面,调整光斑于探头吸收面2/3位置使用。
5. 不要测试超过功率计上限量程及最大功率(一般不要超过量程的60%),否则会有探头不可逆损伤的可能,(根据功率计出厂标准范围判定最大上限测试范围)。
步骤2. 设置功率参数:
1、在激光器机台上位机上设置激光功率参数;
2、按照客户所需功率(不得超过功率计量程),新建激光程序设置功率参数;
3、激光器出光后可以观察表头显示数值,即可知激光器实际功率。
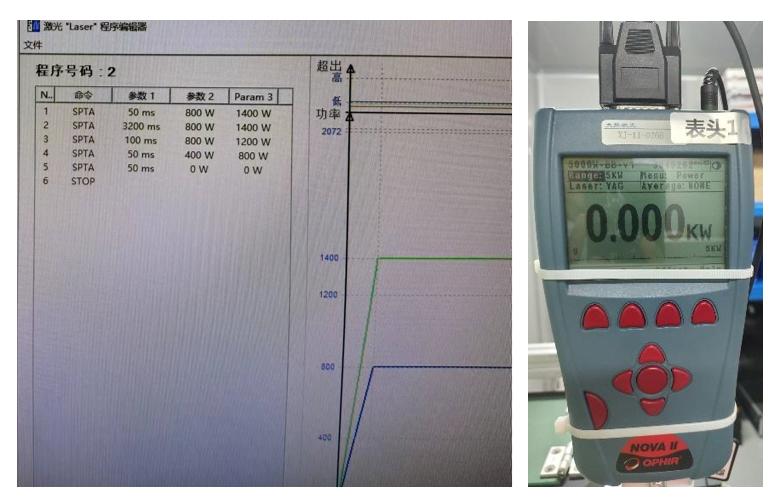
首先进行激光小功率测试,先出小功率(一般是5-10%的光),同时戴上激光护目镜再次确认打在功率计探测面的光斑大小,若无异常,按正常流程将激光功率往上调试开启测试,待功率读数稳定后记录相关功率;一般重复测量5-10次取平均值,降低误差。
能量计SOP

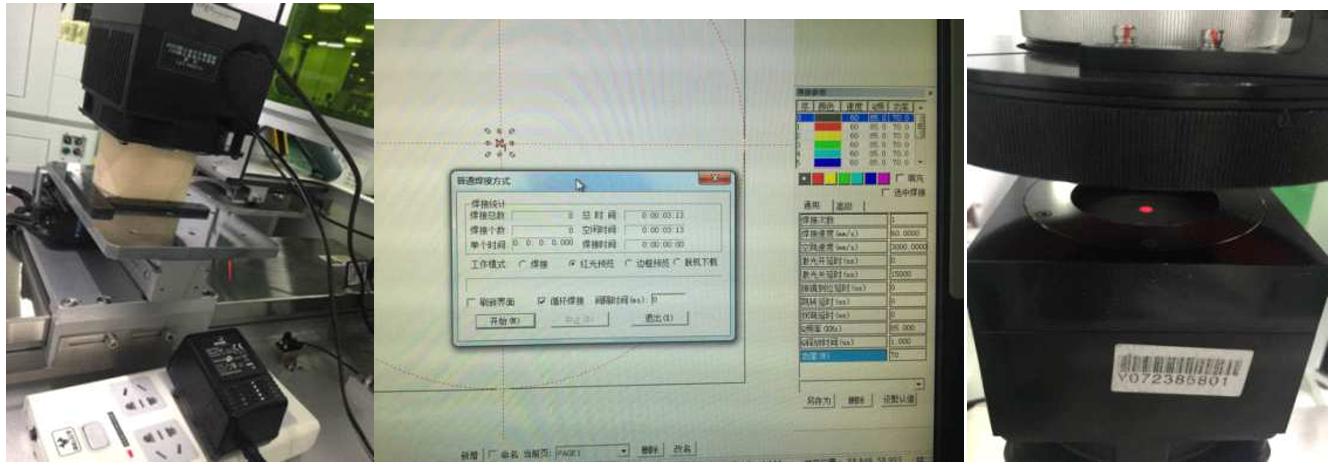
能量计
步骤流程:
1、准备好能量计探头、表头和电源适配器;
2、连接探头数据线至表头的HEAD INPUT接口;
3、电源适配器给探 头风扇供电,确认风扇 运转正常;
4、焊接软件中插入一个焊点, 居中。打开普通焊接方式对话框, 选中红光预览,勾选循环焊接并点击“开始”;
5、调节Z轴高度使能量计探头检测面离焦100mm左右;调整能量计探头位置,使红光处于检测面中心位置。

6、按下能量计表头电源按钮,打开能量计;
7、按下软按键上当前显示的功能键(Energy),将测试模式更改为能量测试模式;
8、通过上下左右导航键选中“Range”,按下Enter键后再通过导航键选择合适的量程,再次按Enter确认选择。

9、通过导航键选中 “Laser”, 按下Enter键后再通过方向键选择1065nm(F150ABB-26能量计则选择0.8-6),再次按Enter确认选择;
10、待表头上 “READY”字 符闪烁后,方可通过焊接软件出光测试;
11、通过上位机进行功率设置,进行出光焊接测试;
12、记录能量计表 头数值,记录10次取平均值。
功率计使用注意事项:
1、不能用手直接触摸探头表面;因为探头表面的吸收率已经是出厂校准好的,如果用手触摸探头表面,手上的灰尘或者盐渍将会留在探头表面;一方面探头表面的吸收率发生变化将会影响测量的准确度;另一方面,触摸部分吸收率如果变大,激光打上去之后很容易造成探头表面灼伤;
2、不能用嘴吹探头表面的脏污或灰尘;嘴吹出来气体中含有水汽以及各种盐分,附着在探头表面同样会造成探头表面吸收率变化甚至灼伤,用皮老虎;
3、不能用尖锐物体触碰探头表面;
4、不能将探头对准空调或者风扇;探头本身的散热系数是一定的,而且是有校准的,一旦外力帮助散热,会造成测量结果较大的差异,不具有实际参考价值。
功率计保养注意事项:
1.在探头表面有灰尘时,建议首要正确作业是用吹耳球将灰尘吹掉;
2.在探头平时不用的时候,建议用罩子罩起来,以防止灰尘或者水汽附着探头表面;
3.水冷探头在平时使用时,建议用去离子水或者蒸馏水冷却,自来水中含有很多钙镁例子,在探头被高功率激光照射的时候,很容易引起冷却水的温度升高而结垢;结果会造成探头的冷却效果不佳影响测量精度,或者造成结垢对探头冷却模块的腐蚀以致密封圈漏水或者损坏探头;
免责声明:凡本公众号注明来源非本公众号的作品和图片,均转载自其它媒体,目的在于传递和分享更多信息,并不代表本媒赞同其观点和对其真实性负责,版权归原作者所有,如有侵权请联系我们删除。