国产龙门。
国产中龙门加工中心对标美国和意大利处于什么水平?在航空航天、军工等领域对五轴数控机床存在较大的刚性需求,西方又把它作为战略物资对我们实施禁运。今天挑了八家做五轴龙门的企业,大陆地区挑了五家国盛智科的GMB6027,海天精工的BF3060,纽威数控的PMB3060,日发精机的FRMP2060和科德数控的KGHM2560U,台湾地区是技术水平比较高的公司高峰。
国外挑选了意大利的浦铬玛咖和美国的哈挺。浦铬玛咖的客户基本都是高档汽车模具制造领域,比如全球最贵的跑车之一帕加尼,加工汽车模具模型和碳纤维车体都是由浦铬玛咖机床加工完成。哈挺就不用多说,超精密加工的代名词美国国防工业的根基。

大家看清楚这八家机型的xyz行程基本都在六千三千一千左右。看一台五轴龙门性能怎么样,主要就是看这几个指标:主轴转速、主轴最大扭矩。xyZ的定位精度和重复定位精度,AC轴的转位角度,进给速度和AC轴的定位精度。
先看主轴转速。机床主轴转速越高切削刀具加工的效率越高,相比普通机床龙门的主轴转速与走刀量范围要大的多。来看表格。国产龙门的转速在一万八到两万四之间哈挺一万八,浦铬玛咖两万四基本上都处于同一水平线。
接着看主轴最大扭矩,这个指标对加工大件的龙门非常重要,扭矩大适合粗加工,只要刀具材质能承受的住,吃刀量越大越好加工效率高。如果扭矩小对一些材质较硬的工件是无法加工的,这种情况下就适合精加工,转速高但吃刀量一定不能大。这时大的吃刀量容易逼停主轴,新手调机的时候一定要注意。像那些很便宜的主轴扭矩都很小。国产里面国盛智科的扭矩最大达到了九十牛米,日发精机最差只有六十牛米,意大利是八十七牛米,科德是八十四,大扭矩对机床的精度保持和寿命都非常重要。

·再看看xyd轴的定位精度,所谓定位精度就是机床保持停止状态的时候轴实际到达的位置,和你要求达到位置的误差。比如说要求X轴走两千毫米,结果实际上它走了两千点零三毫米,多出来的零点零三毫米就是它的定位精度。
国产科德数控是八个缪的定位精度,美国挺六个缪比国产高两个缪的精度。但是科德远超过了意大利和高峰机床这两家的定位精度在零点零二毫米。再看一下重复定位精度,所谓重复定位精度就是轴在同一个位置多次定位过去产生的误差。比如让机床y轴走一千毫米,第一次它走了一千点零二毫米,接着重复第一次的动作又走了九百九十九点九八毫米。

所以机床的重复定位精度就是一千点零二减去九百九十九点九八的结果等于零点零零四毫米。科德数控六个,美国挺是三个miu。
·再看一下AC两个旋转轴的转位角度,a轴是绕着 x轴旋转,c轴是绕着z轴旋转也就是主轴定位。ac轴转位角度的范围越大,加工产品实际床的摆头也就更加灵活。

国产a轴的转位角度在正负一百零五度,c轴的转位角度在正负三百六十度,意大利 a轴的转位角度在正负一百零五度,c轴转位角度在正负二百四十度,很明显国产的角度范围比意大利的更大。
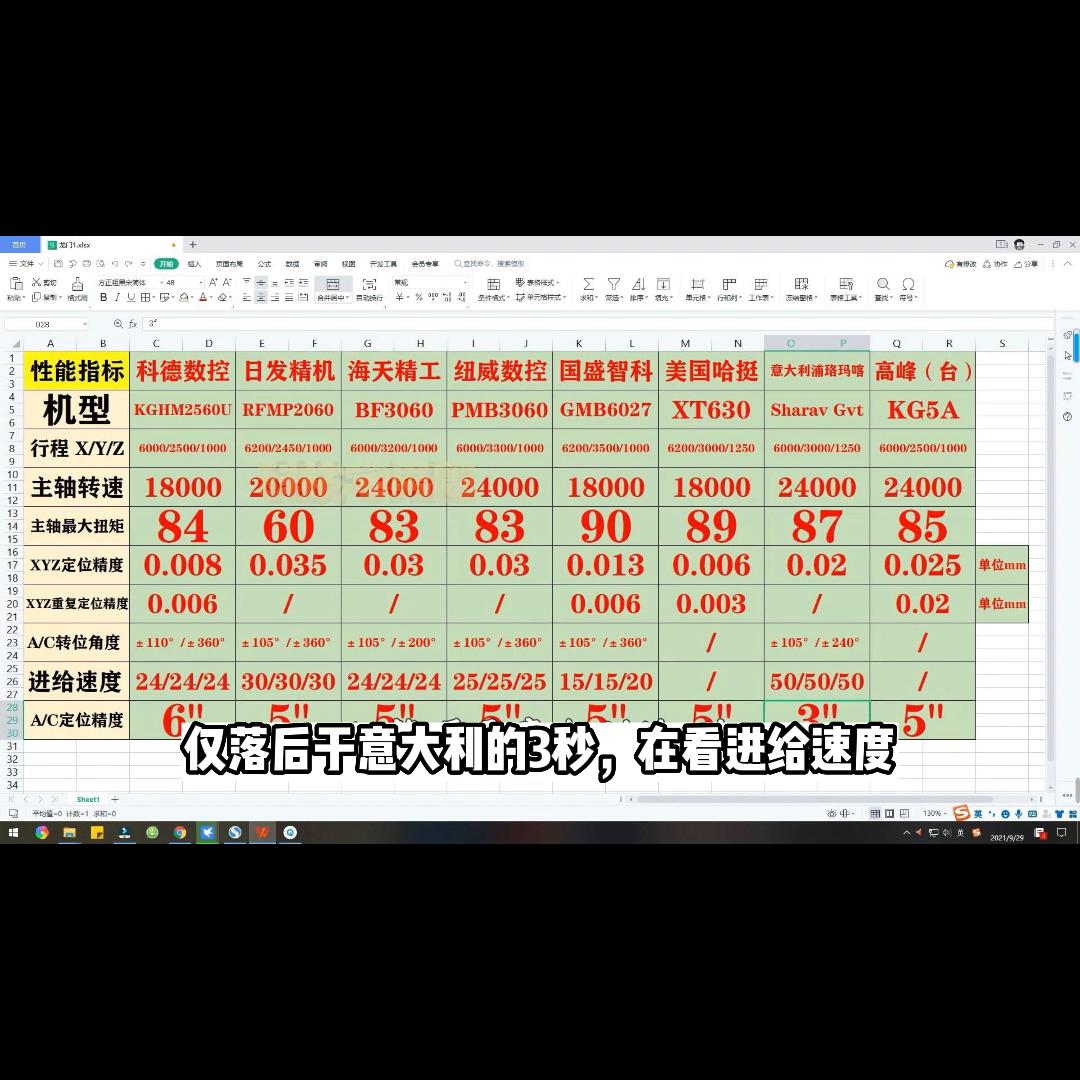
·再看一下AC旋转轴的定位精度,这个和刚才xyz轴的定位精度是一个道理。国产a轴的定位精度基本保持在五秒,和美国阿婷保持在同一水平线,仅落后于意大利的三秒。再看进给速度,也就是走刀速度。龙门必须要有较高的进几速度稳定性,否则不是打坏齿轮就是将工件报废。国产里面国盛智科的最慢每分钟走十五米,日发精机的速度最快每分钟走三十。意大利机床每分钟走五十米,这个指标差距确实有点大。
意大利的速度就属于高速龙门加工中心了,超过三十六一般就是高速,不过速度走的越快对丝杆轴承的使用寿命就会越低,从而影响机床的精度。建议刚上手调机的朋友在加工零件时除了做铝件进给速度可以快一点,其余的材质尤其是比较硬较密的零件建议进给速度放在二十四米,这样有利于保持机床的精度同时延长机床寿命。

综合来看国产五轴龙门在大部分指标上和意大利、美国基本保持在同一水平。抛开这些数据我们对国产五轴龙门最大的感触就是在加工复杂型面和难切削材料方面加工效率与进口机床还是存在一定差距。但是北一机床收购的瓦德里西科堡是全球最大的高精度重型机床制造商还是可以给予我们很大的帮助。
最后说一句,以上所有没有针对任何一家企业只是为了让大家看清国产具体水平。数据来源于二零二二年,如有变动请参考实际情况。