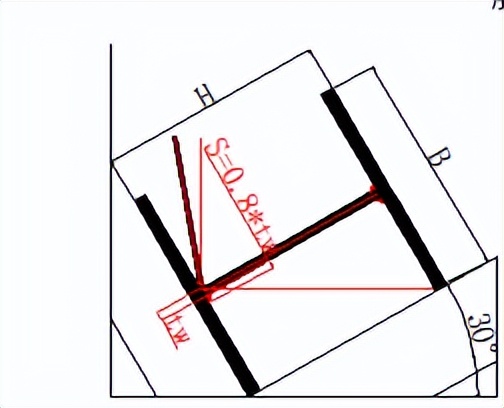
焊接位置示意图
BH250×250×10×14×9000/BH200×200×8×12×9000
本例为客户定做的全熔透BH,材质为12CrlMoVR耐热钢,焊缝为CJP(Complete Joint Penetration),100%UT检测确认,具体做法如下:
1.翼缘与腹板连接处打磨,腹板两侧倒钝1mm~2mm;
2.在HG-1500组立机上料组立或采用手工划线方式进行腹板的定位焊接;
3.采用Φ1.2 H08CrMoVA气保焊丝或Φ4.0 R317焊条(按说明书规定进行烘焙)点焊,焊点间距控制在150mm~200mm,焊接长度10mm~20mm,焊脚S≤5mm,翼缘板、腹板间不得留有间隙,并标识构件编号和吊点位置;
4.加装8mm~10mm埋弧焊接引弧板和引出板,长度为80mm~100mm;
5.采用华远MZ-1000D半自动埋弧焊机进行焊接,焊接前须对焊道进行清理并进行100℃~150℃的预热;
6.选用Φ4.0 H08CrMoVA+SJ101焊丝/焊剂(本项目专用),焊剂按其说明书规定进行烘焙和保温(≥250℃,2h),选用焊接参数(I=650~700A,U=31~33v,V=45~55cm/min)进行焊接,并随焊接进程随时调节焊丝的偏离和电弧高度,满足焊脚尺寸要求;
7.交叉对称焊接,焊接完成后须清除焊渣,焊脚尺寸和外观首件自检合格后报请UT人员进行100%检测确认,合格后实施批量焊接;
8.采用JZ-40A设备进行BH翼缘板矫正,并辅以火焰加热方式实施对组件的旁弯和扭曲矫正;
9.割除端部的引弧板和引出板,用Φ4.0 R317焊条进行焊接缺陷修复,并对BH端部和缺陷部位进行修整打磨,圆滑过渡;
10.报请QC进行尺寸和外观检测和确认;
11.按生管指令周转至指定位置,打包标识后通知经营人员按公司流程规定实施此批产品的交付。

试验焊接位置
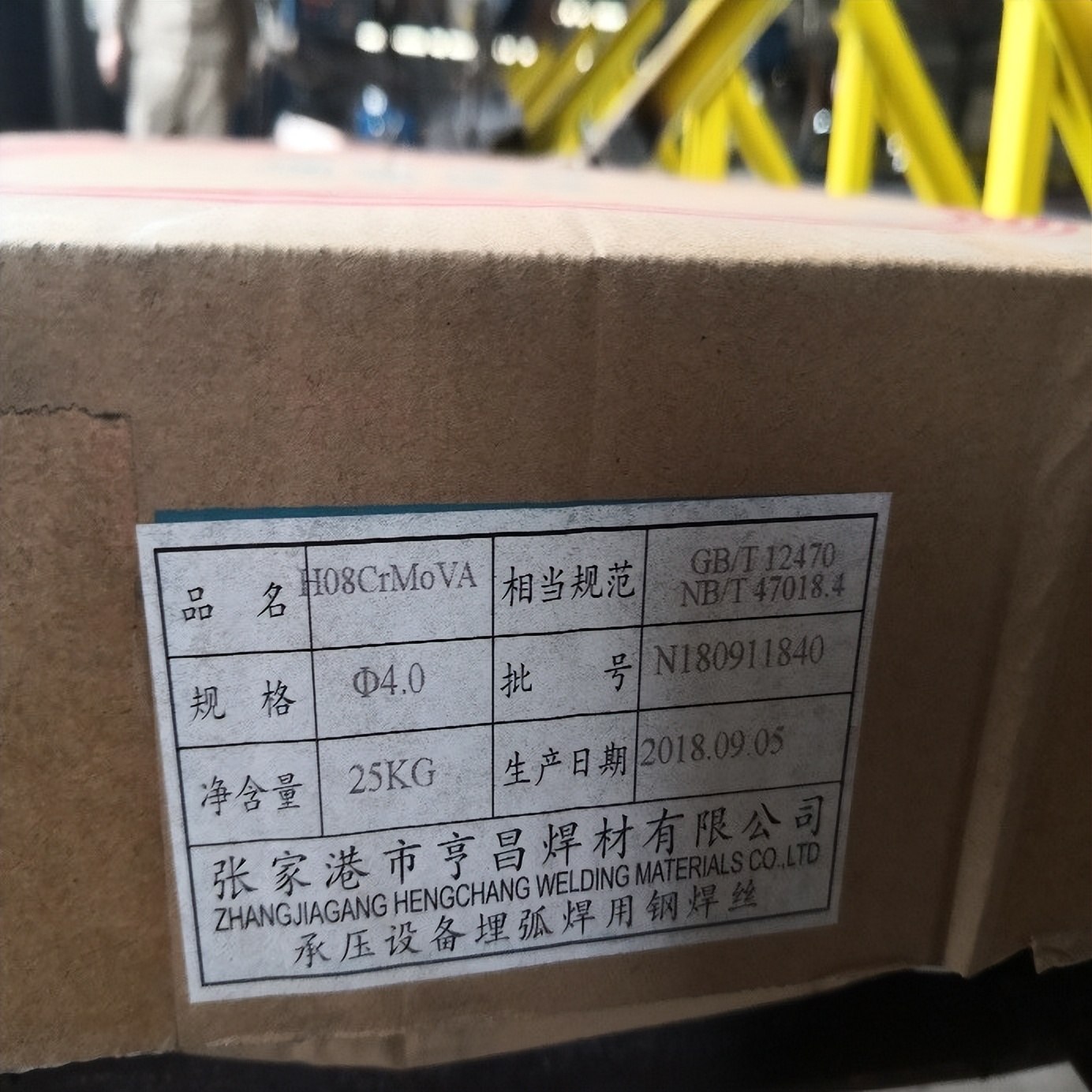
焊材选用

焊接作业

UT100%检测