轴承零件热处理质量对轴承成品使用起着至关重要的作用。套圈的热处理又是影响生产效率和成品质量的关键因素。下面是热处理影响套圈质量的常见因素。
一、热处理对套圈表面质量的影响
1、表面残余应力
轴承套圈淬火后表面残余应力的分布在很大程度上受到冷却速度和淬火介质的影响。对于GCr15轴承套圈而言,加热至840℃在油中淬火后,其轴向应力σa和切应力στ沿截面上的分布特征大体一致,且大小相近。在内表面和外表面附近均是拉应力,而截面的中心部位是压应力。径向应力στ不大,残余应力的增加量与套圈厚度约成正比。
根据有关数据分析,对于壁厚3~10mm,油中淬火的GCr15钢制套圈而言,表面切向应力στ的经验表达式为:

式中:στ---表面切向应力(MPa);
Sb---套圈壁厚(mm)。
水淬的残余应力比油淬的大2~4倍。
如果套圈的材料和淬火工艺不同的话,其表面应力分布规律是不同的,甚至相反。
2、淬火裂纹
轴承套圈淬火后会出现两种淬火裂纹:深裂纹和表面裂纹。深裂纹是与温度梯度有关的应力所产生的;表面裂纹则与表面脱碳有关。
形成上述两种淬火裂纹的另外一些工艺因素,主要是因为淬火温度较高导致形成的马氏体脆断强度降低的缘故,提高淬火的温度会减少淬火裂纹的数量;如果需要进行稳定处理,应使套圈在强烈冷却之前,至少要慢冷到60℃。相反,从热油中取出套圈立即清洗,会诱导裂纹的产生,甚至淬火油中进入少量水的混合物也会明显增加裂纹产生的危险性;如果套圈未经充分的中间退火,或未清除脱碳层就进行二次淬火,也会增加裂纹产生的可能性。
因脱碳引起的表面淬火裂纹在很大程度上与机械加工后表面上造成应力集中的刀痕深度有关,轴承钢淬火前刀痕深度越大,淬火后裂纹就越长。
无论是车削或是磨削,减小表面刀痕都会减少表面裂纹的深度。在这一点上,磨削加工最为敏感。在磨削中,甚至刀痕(磨痕)比较小时,淬火裂纹的可能性也比切削大得多。这是因为磨痕底部的半径比较小,淬火时应力集中较大的缘故。
3、表面氧化与脱碳
热处理中,套圈表面的氧化与脱碳是不可避免的,这些氧化与脱碳层的厚度叫做热处理变质层。热处理变质层在后续磨削工序要被去掉,这就加大了磨削余量,从而增加了更多的金属浪费与磨削消耗。因此热处理工序要尽量减小变质层厚度,采用保护气氛热处理方法,就能十分容易地做到这一点。
二、热处理对套圈精度的影响
1、尺寸变化
轴承套圈热处理时尺寸变化的原因主要有三个方面:
(1)体积原因:热处理时,钢的组织变化引起体积变化,而体积变化又引起尺寸变化。
由体积原因引起的尺寸变化量为:

式中 △L---尺寸变化量
L---原尺寸(内径、外径或厚度等)
△ν---比体积的变化量
ν---比体积
由于淬火钢中碳化物数量不多,因此,可采用下式近似计算:

式中 νM---马氏体比体积;
νA---残余奥氏体比体积;
νZ---珠光体比体积;
A---残余奥氏体的体积百分数。
(2)塑性原因
塑性原因是淬火冷却过程中产生的瞬时应力作用下由塑性变形引起的。
(3)弹性原因
弹性原因由表面残余应力引起,对于外径为D、内径为d及高度为B(内圈)或C(外圈)的套圈来说,这些变化为:
式中 E---弹性模量;
μ---泊松比。
为实现起见,可用统计法测量并处理生产条件下淬火套圈的实际尺寸变化结果,以合理综合评估上述三种原因的作用。
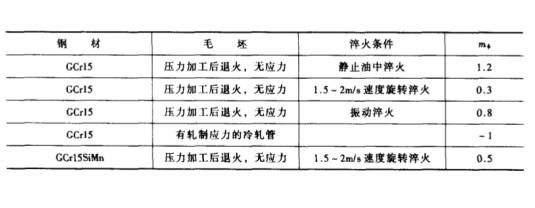
N.A.米哈伊娃的统计研究证明,套圈内、外表面平均直径的变化量△由下式近似决定:

式中,系数mΦ值参见下表1。
表1 系数mΦ
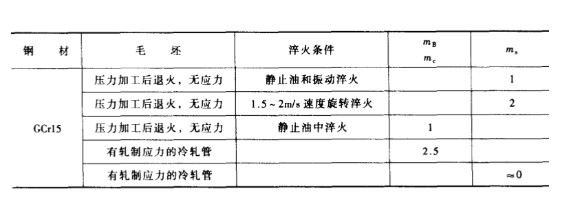
套圈宽度变化量近似表示为:

壁厚Sb的变化量近似表示为:

上两式中,系数mB、mc和ms值参见表2。
表2 系数mB、mc和ms
热处理后,套圈直径变动量(椭圆度)和直径及壁厚关系密切。
专家们用直径50~850mm的一批100~200个套圈作试验,发现这些套圈直径变动量的平均增值为:

式中 VΦ0、VΦ1---热处理前后的平均变化量
而 △VΦ可用下式近似计算:

式中 Φ---套圈直径(mm);
Sb---壁厚(mm);
βΨ---变形系数。
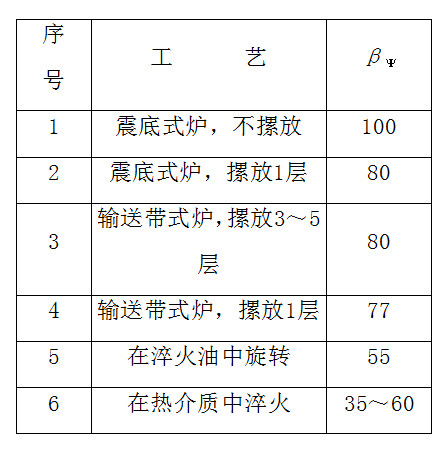
在式(10)中,变形系数βΨ和热处理工艺水平有关。βΨ值越小,工艺水平越高;否则越低。表3给出了在不采用压模和淬火夹具时,不同工艺条件下的变形系数βΨ值,仅供参考。
用盐作淬火介质进行分级淬火,可使套圈最大直径变化量减小1/2左右。
表3 βΨ值
佰联轴承网专注轴承行业信息化服务近20年,陪着很多优秀的轴承企业一起成长,也见证了中国的轴承生产技术由低到高的发展过程。我们将坚持本心,踏踏实实的做事,不折腾、不放弃,为中国轴承行业的良性发展尽些绵薄之力。
佰联轴承网轴承工程师
2019.10.14