麻烦看官们右上角点击一下“关注”,方便您能及时阅读到更多文章,您的支持就是我的动力!
文|蓝桉
编辑|蓝桉
钛及其合金工业应用的一个限制因素是成本高。因此,目标是在从原材料到最终部件的过程中使用尽可能少的材料。这是通过保持尽可能低的“买飞比”来实现的。在这种情况下,增材制造的使用使材料利用率大约8%,在传统制造工艺(如车削、铣削)中高达33%。
材料和设备
为了进行焊接试验,使用了带有推拉式焊炬系统和400毫米长焊炬颈的弗罗纽斯CMT高级4000焊接电源。此处,参考编号为1009的节能受控短路工艺“冷金属转移”(CMT)被选为焊接特征,该工艺专门设计用于焊接Ti-6Al-4v。KukaKR150–2000六轴工业机器人用作搬运系统。
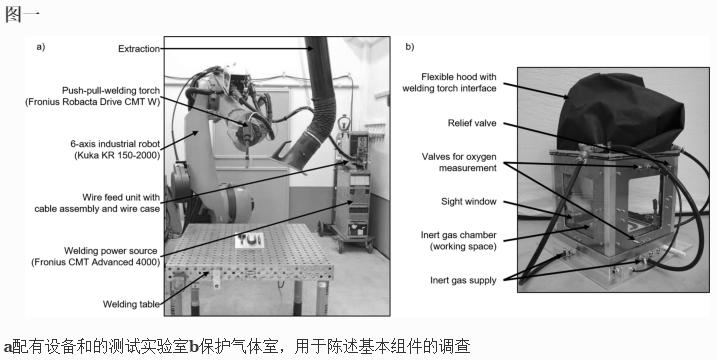
基本的实验装置可以在图一中看到(未显示延伸的火炬颈)。由于钛材料吸收大气气体的亲和力,焊接试验在保护气体室中进行,如图一b所示。氧、氮或氢的吸收导致微观结构或机械性能的变化。
温度>550°C时,气体吸收增加。结果是材料硬化,同时延展性降低。特别是,表面区域的硬化使得焊接部件的后续加工更加困难,因此应该通过使用充满惰性气体的工作环境来避免。
处理系统通过由耐高温涂层织物制成的柔性罩连接。由硼硅酸盐玻璃制成的观察窗插在室的三面。这些用作通过高速摄像机和高温计进行过程观察或监控的接口。所选择的玻璃材料特别适合于此目的,因为其高热负荷能力和在0.3和2.3μm之间的波长范围内超过90%的高透射率。这代表了用于光学温度测量的相关设备操作的光谱范围。
惰性气体通过四个连接孔引入,这些连接孔通向一个环形空腔。通过由金属网或泡沫制成的扩散层,在所述空腔和焊接室之间产生压力梯度。这产生了层流气流,并确保了剩余空气的有效置换。
作为大气成分残留量的指标,用JAeroF型氧气监测仪测量室内的剩余氧气含量。为此,在衬底附近和腔室的上部区域有测量配件,通过该配件可将柔性测量管引导至内部所需的测量点。
通过连续引入氩气5.0(根据图2),由于氩的密度较高(ρ大约1.784克重)与空气相比(ρ大约1.293克),惰性气体通过腔室顶部的安全阀置换大气成分。总之,通过在上部测量口测量剩余氧含量,可以保证在下面的室的区域中具有相同或更低的氧含量。残余氧含量达到100ppm后,焊接过程开始。初步研究表明,低于该值,可以避免在钛结构的表面上形成退火颜色。
用于采集相关的焊接数据,例如焊接电流I或电压U使用来自Dewetron的名为DEWEPCI-16的数据采集系统(DAQ系统)。结合焊接速度vS,单位长度的能量输入ES是根据等式计算的。这可用于评估电弧增材制造过程中的能量输入。
用非接触式高温计测量温度-时间状态。因此,使用了SensorthermGmbH的MetisM318单波长高温计,测量范围在100到700°C之间(测量不确定度:0.5%+1K),以及同一公司的M322比率高温计,测量范围更高,为350到1300°C(测量不确定度:0.3%+2K)。C型(钨铼)触觉热电偶用于验证光学温度测量。这些具有0到2300°C的宽测量范围和高熔点。

在研究中,材料编号为3.7165的钛合金Ti-6Al-4V(钛等级5)被用作直径为ØW=1.0毫米,规格符合AWSA5.16,ERTi5或ENISO24034,STi6402c,作为基材,规格符合ASTMB265–00。上表显示了所用填充金属和基底材料的化学成分。下表显示了所用惰性气体的名称、各自的用途和成分。


系统的方法
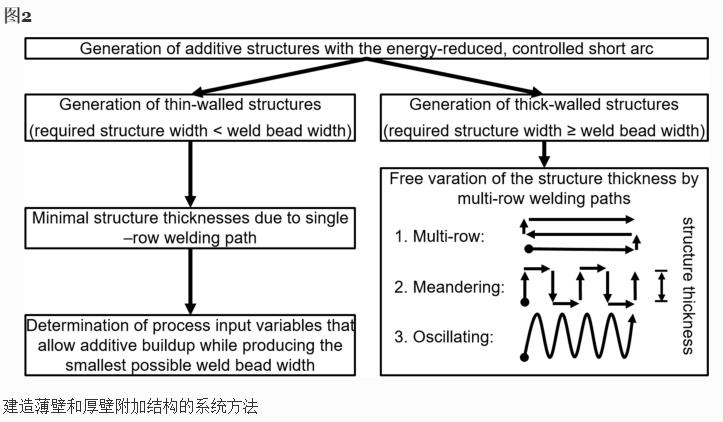
为了研究使用DED-Arc的添加构建过程的合适构建策略,在第一步中构建了小体积添加结构。根据图2。结构分为薄壁结构和厚壁结构。如果所需的结构宽度小于纵梁焊道的可能焊道宽度,则符合薄壁结构的分类标准。
在这种情况下,结构宽度可以通过单排焊接路径来实现。这里,考虑了用于产生部件的平坦侧表面的潜在必要的加工后处理,因为这对于应用通常是必要的。多排焊接路径,例如多排、曲折或摆动,用于建造厚壁结构。在这种情况下,重叠焊接路径用于创建宽度大于单线焊道的结构,并且可以根据需要进行调整。
添加堆焊是双向进行的,即焊接过程的起点和终点逐层交替。为了制造薄壁结构,增加三个焊接层。通过改变每单位长度的能量输入来进行。在进一步的步骤中,焊接气体中的氦含量从30%(arhe30)增加到70%(ArHe70),并且进行相同系列的实验。单个基板的尺寸为150mm×25mm×6mm。
在涂覆新层之前,设置100°C的层间温度,并在层生成后通过焊枪下方的M318高温计进行测量。根据不规则性的出现,产生作为每单位长度能量输入的函数的焊接范围图。为了验证这些发现,每个保护气体的30层壁结构的长度大约为。在推荐值范围内,通过使用示例性的输入变量,如焊接速度和送丝速度,将产生120mm。
对于厚壁结构,多排焊接顺序如图3a所示被认为在这种情况下,重叠焊接路径用于产生宽度大于单个焊道宽度的结构。取决于所使用的策略,重叠长度oi,分别为中心距离d,定义如图3a所示。
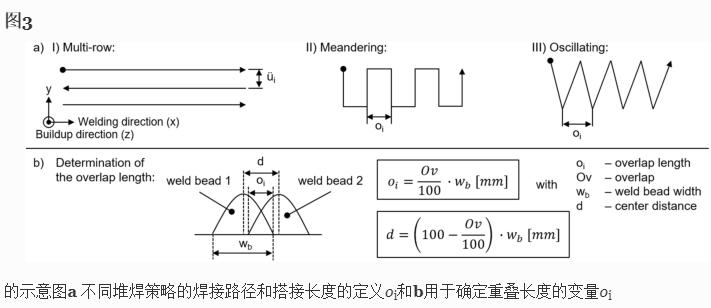
相应的,重叠长度的计算oi或中心距离d根据图3中的等式是可能的。对于给定重叠和确定的焊缝宽度wb使用各种构建策略,通过逐层交替(双向)改变焊接方向,构建长度在70和120mm之间且高度对应于7至10层的附加壁结构。宽度在12和22mm之间的可以被处理。施加各层之间的焊接暂停设定为3分钟。ArHe30和ArHe70用作保护气体。
为了评估近净形状并选择合适的构建策略以及用于进一步实验研究的重叠,通过3D扫描对选定的结构进行分析,通过目视检查和金相检验来检查未熔合。
基于关于建造策略的发现,以厚壁结构为例,对不同温度-时间制度及其对最终几何、冶金和机械部件性能的影响进行了系统研究。为此,采用了使用规定层间温度(IPT)的温控工艺。这意味着添加剂堆积过程不会继续,直到层生成完成后温度降至层间温度以下。最后一层(顶层)的最高温度作为调整标准。解决了150和1050℃之间的层间温度。
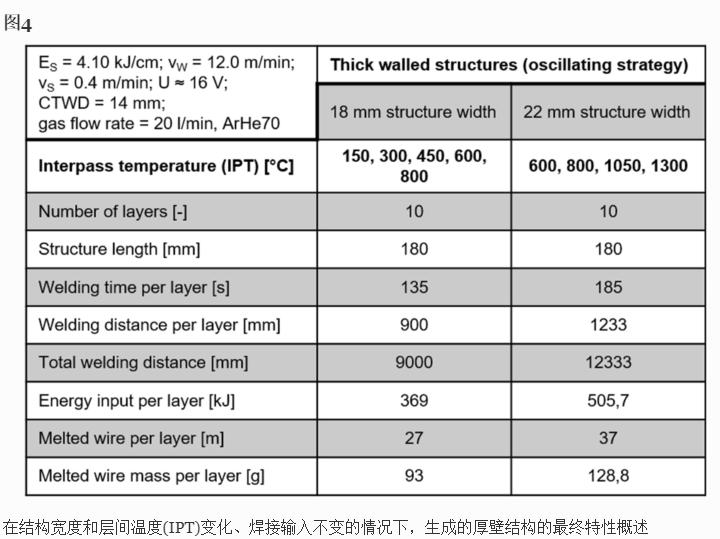
这些结构是用标称宽度编程的w=18毫米和w=22毫米,通过调节摆锤宽度。同时,除了其他方面,这改变了每层的能量输入,从而改变了热量输入。由于将必要的冷却时间延长至较低的温度范围,决定不生产层间温度低于600°C的结构,结构宽度为w=22毫米,因为不经济。
然而,试验表明,两种宽度的厚壁结构之间的最终性能没有显著差异,因此不能产生进一步的发现。所有墙结构的长度约为180mm,采用交替建造策略生成。将尺寸为225mm×90mm×10mm的基板固定在测试室中,并在角点处压紧。指定的焊接输入变量导致每单位长度的能量输入为ES=4.1千焦/厘米,且不随结构宽度变化,导致平均桁条焊道宽度为wb=8毫米。图4给出生成的结构的概述和结果特征值的选择。

表征方法
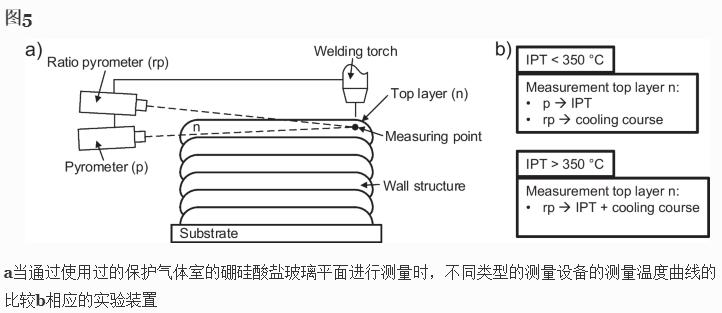
在厚壁结构的添加制造过程中的温度测量是通过图5a所示的实验装置进行的。高温计的测量点与处理系统刚性连接,因此测量点总是位于结构顶层的火炬下方。根据层间温度,使用一个或两个高温计。分布可以在图5b中看到。
在层间温度高于350℃的情况下,比率高温计用于过程控制(测量IPT)和冷却过程。在层间温度低于350°C的情况下,由于比率高温计的测量范围有限,必须使用额外的高温计来测量层间温度,从而进行过程控制。
由于待测材料的发射系数对通过单波长高温计进行的光学温度测定有影响,设定的发射系数在试验系列中有所变化,并与通过热电偶和比率高温计进行的触觉温度测量进行比较。
对于测试,用光学测量设备聚焦焊丝,高温计放置在两对热电偶中的一对上。将两个热电偶放置在焊接路径中并焊接。设置如图6b所示。
在焊接过程期间记录温度-时间状态,直到冷却到100℃的温度,然后比较温度曲线。根据图6可以看出,部分辐射高温计的温度曲线具有设定的发射系数ε=0.1,在测量范围内与热电偶的定性和定量一致。
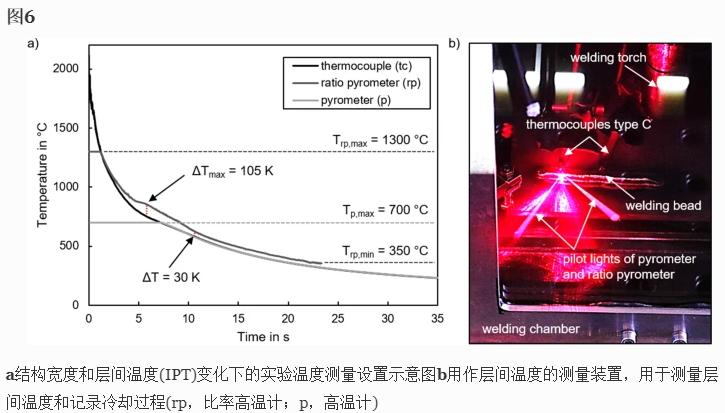
从最高温度1300到大约。1000℃时,热电偶和比率高温计的曲线匹配。介于1000和大约。700°C,最大偏差为105K。这是由于焊接金属表面从红热到闪亮金属的转变,并且伴随着比率高温计中两个高温计的光谱范围内的发射值的不同变化。由于测量原理,这导致了所示的偏差。低于700°C时,温度曲线再次收敛。热电偶和比率高温计之间的温度为30K。因此,定性曲线几乎完全再现,并允许使用比率高温计对研究范围内的冷却时间进行比较分析。
使用GOMAtosCore3003D扫描仪进行最终轮廓接近度的测定,该扫描仪具有用于样品定位的转台。随后用相关软件分析所生成的样本的3D模型。为此,根据Tschebyscheff的拟合平面被放置在结构的选定侧面上(图7b)。这样,可以确定相对平面的最大和最小偏差,从而确定最大和最小结构宽度。
根据等式。最大结构宽度之差w最大和最小结构宽度w部可用于评估近净形。尽可能小的差值δw对应于高的最终轮廓紧密度,因为在这种情况下,为了获得有效可用的结构宽度,必须随后去除最少量的材料。
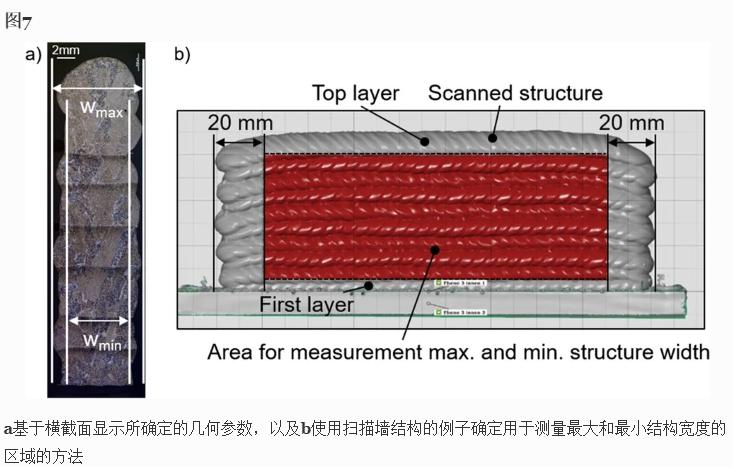
图7a说明了根据结构的横截面确定的几何量。对于测量,第一层和最后一层以及壁段的边缘区域都被排除在外,以避免例如焊接开始或结束时材料积聚的影响。图7b以扫描墙结构为例说明了该方法。
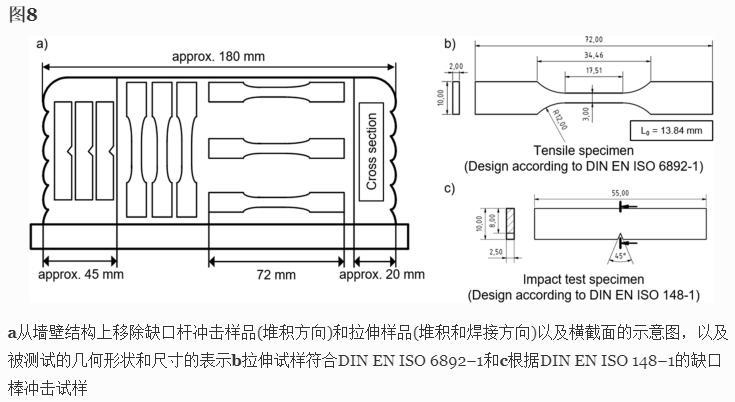
为研究拉伸强度Rm,形状的标本E是根据均匀应变试样的DINENISO6892–1计算规范设计的图8b显示了拉伸试样的尺寸。拉伸试验在来自hegewald&Peschkeme-undprüftechnikGmbH,typeinspect改型Zwick1455的万能试验机上进行,最大拉力为25kN。
为了测定冲击能量,根据DINENISO148–1制造尺寸过小的样品,并带有V形缺口。样品的尺寸如图8c所示。冲击能量是在RoellAmsler的RKP300试验机上使用能量为150J的测试锤测定的。
使用DuraScan70型Struers硬度计和136°压痕角的压头,根据符合DINENISO6507–1的维氏硬度测量,对产生的焊缝进行显微结构分析。测试力量F根据HV1是9.81N。这使得能够检测指示不同微观结构或成分的局部硬度变化。
对具有反向焊丝运动的能量减少的受控短路过程的基本研究已经产生了不同保护气体成分的焊接范围图,这使得能够进行近净形薄壁结构的叠加。在这种情况下,可以评估出现在所示合适焊接范围之外的缺陷模式。这些参数的使用或者由于崩溃的熔体或隆起的发生而导致添加剂累积过程的结束,或者由于近净形状的显著减小而降低经济效率。